





- Study on Improvement of Mechanical Property, Oxidation and Erosion Resistance of SiC Matrix Ceramic Composites Reinforced by Hybrid Fabric Composed of SiC and Carbon Fiber
Byungil Yoon*†, Myeongju Kim*, Jaesung Kim*, Hyangjoo Kwon*, Sungtae Youn*, Jungil Kim*
*Dacc Carbon Co., Ltd
*†Dacc Carbon Co., Ltd, Corresponding author (E-mail: ybiadd@hanmail.net)- 탄화규소섬유와 탄소섬유 하이브리드 직물을 강화재로 한 SiC 매트릭스 세라믹복합재의 기계적물성, 산화 및 삭마 저항성 개선 연구
윤병일*† · 김명주* · 김재성* · 권향주* · 윤성태* · 김정일*
In this study, Cf/SiC, SiCf/SiC and Cf-SiCf/SiC ceramic composites reinforcing carbon fiber, SiC fiber and hybrid fiber were fabricated by hybrid TGCVI and PIP process. After the thermal shock cycle, 3-point bending and Oxy-Acetylene torch test, their mechanical behavior, oxidation and erosion resistance were evaluated. The Cf/SiC composite showed a decrease in mechanical property along with increasing temperature, a pseudo-ductile fracture mode and a large quantity of erosion. The SiCf/SiC composite exhibited stronger mechanical property and lower erosion rate compared to the Cf/SiC, but brittle fracture mode. On the other hand, hybrid type of Cf-SiCf/SiC composite gave the best mechanical property, more ductile failure mode than the SiCf/SiC, and lower erosion rate than the Cf/SiC. During the Oxy-Acetylene torch test, the SiO2 formed by reaction of the SiC matrix with oxygen prevented further oxidation or erosion of the fibers for Cf-SiCf/SiC and SiCf/SiC composites particularly. In conclusion, if a hybrid composite with low porosity is prepared, this material is expected to have high applicability as a high temperature thermo-structural composite under high temperature oxidation atmosphere by improving low mechanical property due to the oxidation of Cf/SiC and brittle fracture mode of SiCf/SiC composite.
본 연구에서는 탄소섬유, 탄화규소섬유 그리고 하이브리드섬유를 강화재로 하여 TGCVI와 PIP 혼합 공정으로 Cf/SiC, SiCf/SiC, Cf-SiCf/SiC의 세라믹복합재를 제조하였다. 열충격싸이클시험, 3점 굴곡시험과 Oxy-Acetylene토취 시험후에 그들의 기계적물성, 산화저항성과 내삭마성을 평가하였다. Cf/SiC복합재는 온도 증가에 따라서 기계적물성의 감소와 준 연성의 파단모드, 그리고 높은 삭마량을 보였다. SiCf/SiC복합재는 Cf/SiC 복합재에 비하여 강한 기계적물성, 낮은 삭마량을 그리고 취성의 파단모드를 나타냈다. 한편 하이브리드 복합재는 가장 우수한 기계적물성과 SiCf/SiC보다는 연성의 파단모드 그리고 Cf /SiC 보다 낮은 삭마량의 결과를 나타냈다. Oxy-Acetylene토취 시험 중에 SiC매트릭스는 산화되어 SiO2층을 형성하였으며, 특히 이 층은 Cf-SiCf/SiC와 SiCf/SiC 복합재에서 섬유의 추가적인 삭마를 막는 역할을 하는 것으로 나타났다. 결론적으로 낮은 기공율을 갖는 하이브리드 복합재를 제조한다면, Cf/SiC의 산화로 인한 기계적물성의 감소와 SiCf/SiC 복합재의 취성 파단모드의 개선으로 고온 산화분위기에서 고온열구조재로의 적용이 높을 것으로 기대한다.
Keywords: 탄화규소섬유(SiC Fiber), 하이브리드 직물(Hybrid Fabric), 세라믹복합재(CMC), 열충격싸이클시험(Thermal shock cycle test), 산화저항성(Oxidation resistance), 옥시아세틸렌 토취시험(Oxy-Acetylene torch test), 삭마(Erosion)
오늘날 항공우주, 국방 및 민수분에서 마하 5이상으로 비행하는 극초음속비행체(Hypersonic Vehicle)에 대한 연구가 활발하게 이루어지고 있다[1-4]. 초음속으로 비행하는 항공기는 1976년부터 2001년까지 프랑스와 영국이 공동 개발한 콩코드 민항공기가 유일하게 파리와 뉴욕을 비행하였다. 최근에 유럽은 EPA 프로그램으로 LAPCAT II를 개발하고 있다. 이 프로그램은 브뤼셀과 호주의 시드니를 마하 5~8의 속도로 2시간 20분에 비행 할 수 있는 극초음속 민항공기를 개발하는 것이다. 국방분야에는 민수분야 보다도 훨씬 활발한 연구개발이 오래전부터 진행되어오고 있다. 미국은 X-43A부터 SR-72 등의 극초음속 비행체를 가장 활발하게 개발하고 있다. 중국도 최근에 마하 10으로 비행하는 군용 극초음속 비행체의 시험에 성공하였다고 발표하였다. 이들 극초음속 비행체들은 램제트(Ramjet) 및 스크램제트(Scramjet) 엔진을 장착하여 비행중에 대기중의 흡입공기와 연료를 혼합하여 연소함으로써 고출력을 발생시킨다[5,6]. 따라서 연소실이나 연소가스가 배기되는 파트들은 내열성과 더불어 내산화성에 견디는 소재 적용이 필요하다. 또한 비행체 구조물에서 공기와의 마찰이 심한 날개의 리딩 엣지(leading-edge) 파트는 2,000℃ 이상으로 온도가 상승하여 단∙장시간 대기 중에 노출될 경우 구조물을 구성하는 소재는 가벼우면서도 고온에서 기계적강도가 우수하고 산화 저항성이 큰 소재를 요구한다[7].
이와 같은 극초음속 조건에서 고온 기계적강도 유지와 내산화 특성 조건을 충족하는 소재로는 세라믹복합재(CMC: Ceramic Matrix Composites)가 가장 유망한 것으로 알려져 있다[8,9]. 세라믹 복합재는 고온의 공기분위기에서 장시간 노출 시에도 기계적물성을 유지하며, 산화저항성이나 내삭마성이 뛰어나다. 세라믹복합재 중에서 탄소섬유를 강화재로 하고 탄화규소(SiC)를 매트릭스로 하는 복합재(Cf/SiC)는 낮은 밀도, 높은 비강도와 비강성, 우수한 열적 안정성의 특징을 갖고 있어 오늘날 우주왕복선이나 극초음속 비행체의 구조물로서 가장 각광을 받고 있는 재료 중 하나이다[10]. 그러나 이 소재는 강화재로 사용하고 있는 탄소섬유가 500℃ 전부터 공기와의 반응으로 인하여 산화가 일어나 기계적 강도가 감소하는 단점을 갖고 있다[11,12]. 이와 같은 현상을 억제하기 위하여 Cf/SiC 복합재는 일반적으로 SiO2의 Oxide, BN의 Nitride, SiC의 Carbide 등으로 코팅을 하여 산화를 억제하고 있다[13,14].
한편 탄화규소섬유(SiC Fiber)는 비강도와 비강성이 높고, 고온의 공기 분위기하에서 장시간 노출 시에도 산화에 대한 저항성이 뛰어나, 고온에서 강도를 유지하는 우수한 장점을 갖고 있다[15]. 이와 같은 특성때문에 SiC 섬유에 SiC를 매트릭스로 하는 SiCf/SiC 세라믹 복합재는 공기를 흡입하여 연료와 혼합하여 연소함으로써 산화성 분위기가 강한 가스터빈, 제트엔진, 램제트 엔진과 스크램제트 엔진 등에서 연소실 내부의 부품이나, 극초음속 비행체의 각종 내열구조물로서 가장 유망한 소재로 등장하고 있다[16,17]. 그러나 이 복합재는 Cf/SiC 복합재에 비하여 취성(Brittle)의 파단거동을 나타내는 단점이 있다.
SiC 섬유는 1975년 일본 동북대학교의 Yajima 교수팀이 폴리카보실란(Polycarbosilane: PCS) 프리-세라믹 고분자 전구체를 합성하여, 이를 용융방사(Melt spinning) 하여 PCS섬유를 얻은 후에, 이를 고온 열처리 시 용융이 일어나지 않도록 공기 중에서 산소의 인입을 통한 가교결합(Cross-linking)을 하거나 혹은 전자빔(Electron beam)을 조사하는 공정을 거친 후 고온에서 열처리를 통하여 산소를 많이 함유하는 무정형의 SiCxOy나 산소량이 1 wt% 이하인 결정성의 SiC 섬유를 얻었다[18-20]. SiC 섬유는 산소함량 제어공정에 따라서 Kg당 $1,500~12,000에 달하는 고가의 섬유이다. 따라서 SiC 섬유가 탄소섬유에 비하여 많은 장점을 갖고 있음에도 불구하고 가격적 측면에서 제한을 받아 다양한 분야로의 적용에 제한을 받고 있다.
세라믹복합재(CMC)는 주로 PIP(Polymer Impregnation & Pyrolysis), CVI(Chemical Vapour Infiltration) 및 SMI (Silicon Melt Infiltration) 공정에 의하여 제조한다[21]. PIP공정은 프리폼에 고분자 프리-세라믹 전구체를 반복적으로 함침과 열분해를 수행하여 기공을 채우는 방법으로서 이 공정은 저렴한 제조 비용이 큰 장점이나, 잔류 기공율이 높고 열전도도가 낮고 매트릭스 구조가 주로 무정형이라는 단점이 있다. CVI 공정은 가스상의 전구체를 섬유의 표면 혹은 프리폼 내부를 채우는 것으로 열적, 기계적특성이 우수하고 결정성 구조의 매트릭스를 형성하지만, 제조단가가 높고 그리고 이 또한 높은 기공률을 갖는 단점이 있다.
본 연구에서는 Cf/SiC와 SiCf/SiC 복합재를, 그리고 이들 복합재의 취약한 산화성과 높은 삭마성 그리고 취성의 파단모드를 개선하기 위하여 탄소섬유와 탄화규소섬유를 하이브리드로 제직하여 Cf-SiCf/SiC 세라믹 복합재를 TGCVI와 PIP 혼합공정으로 제조하였다.이들 복합재를 고온의 공기분이기에서 열충격싸이클시험, 3-점 굴곡시험 그리고 Oxy-Acetylene 토취로 삭마(Erosion) 시험을 수행하여 내산화성, 기계적물성과 파단거동 그리고 삭마특성을 비교하였다.
본 실험에서는 Toray사의 T-700탄소섬유(12k)와, ㈜데크카본이 제조한 SiC 섬유(1.6K)를 사용하였다. 본 연구에서는 폴리카보실란(PCS) 전구체를 합성하고, 이를 용융하여 방사기에서 PCS 섬유를 제조하였다. 이를 195oC의 공기 분위기에서 경화(Air curing))하여 불융성의 섬유를 얻은 후에 튜브형 퍼니스에서 섬유를 연속적으로 통과하면서 1,300℃ 이하의 온도에서 열처리로 SiC 섬유를 제조하였다.
Toray T-700 탄소섬유는 인장강도 4,900 MPa, 탄성율은 230 GPa, 그리고 밀도는 1.8 g/cm3이다. ASTM D-3379 규격으로 측정한 SiC 섬유의 인장강도는 평균 2330 MPa, 탄성율은 160 GPa, 밀도 2.43 g/cm3,그리고 ONH분석기(ELTRA ONH-2000)로 측정한 산소 함유량은 16 wt% 그리고 섬유의 직경은 평균 15 µm이다[22].
탄소섬유와 탄화규소섬유를 각각 사용하여 평직형(Plain style: 13 × 13/inch)의 직물을 수동으로 제직하였다. 다음은 탄소섬유를 경사(warp) 방향으로 하고, 탄화규소섬유를 위사(weft) 방향으로 하는 하이브리드형으로 평직형의 직물을 제직하였다. 이때 SiC 섬유의 필라멘트 수는 1.6K이었다.
직물을 180 × 150 mm로 절단하고 이를 적층한 후 SiC 섬유(Bundle)로 Z축 방향으로 스티칭(Stitching)을 하여 층간분리가 일어나지 않도록 한 프리폼(Preform)을 제조하였다. 프리폼의 섬유부피분율(Vf)은 30%이며, 하이브리드 직물 프리폼은 26%이었다. 프리폼은 프로판가스(C3H8)를 950oC서 분해하여 SiC 섬유 표면에 PyC(Pyrocarbon) 코팅을 하고, 이어서 MTS(Methyltrichlorosilane)를 사용하여 1,000oC서 4시간 동안 화학증기침착(CVI) 공정으로 SiC 코팅을 하였다.
밀도화(Densification) 공정은 일차적으로 열구배 화학증기침착(TGCVI: Thermal Gradient Chemical Vapor Infiltration) 공정에 의하여 순도 99 Vol%의 MTS를 1,000℃에서 100시간 동안 열분해 하여 SiC매트릭스를 증착하였다. Ar 가스는 증착 중에 화학반응속도를 서서히 진행하기 위하여 희석제로 사용하였고, Carrier가스로는 수소를 사용하였다.
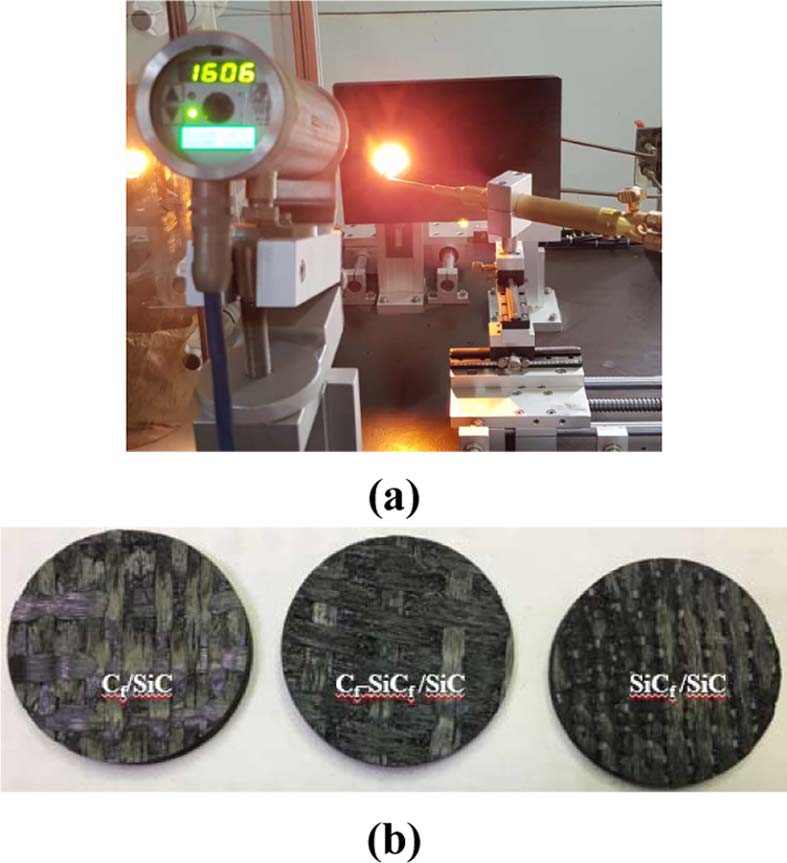
추가 밀도화는 PIP 공정을 사용하였다. 함침제로는 ㈜데크카본이 합성한 중량평균분자량(Mw)가 3,000이며, 연화점 190~210℃(Mettler Toledo90)인 PCS 전구체를 사용하였다. CVI로 밀도화 처리 한 제품을 흑연 도가니에 넣고, 여기에 PCS 파우더를 채우고 HIP(Hot Isotactic Press) 장비에 장입하고 온도를 20℃/min 속도로 700℃까지 올리고 900 atm의 압력으로 4시간 동안 함침/탄화를 하였다. 이후 질소분위기에서 1,200℃의 퍼니스에서 열처리를 하였다. 이와 같은 공정을 2회 반복 수행하여, 최종 Cf/SiC(C로칭함), Cf-SiCf/SiC(H로 칭함)과 SiCf/SiC(S로 칭함) 3종류의 세라믹 복합재를 제조하였다.
제조한 복합재 시편들에 대하여 Mercury Porosimeter (Micromeritics Instrument Co.)로 기공율을 측정하였다. TGA 분석기(Mettler-Toledo)에서 10℃/min 속도로 1,000℃까지 승온하고 공기분위기하서 중량감소량 변화를 측정하였다.
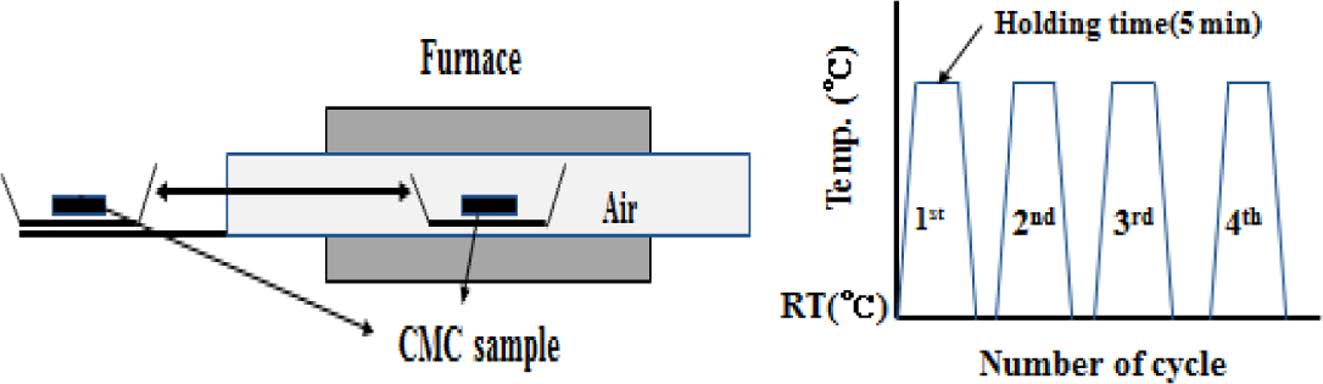
3-점 굴곡시험을 위하여 시편을 40(L) × 6(W) × 3(H)mm 로 가공하였다. 튜브 퍼니스의 온도를 각각 650℃와 950℃로 올린 후에 공기분위기에서 시편을 퍼니스에 넣고 5분 동안 유지한 후에 이를 상온으로 순간 꺼내어 냉각하였다. 이를 다시 퍼니스에 넣어 동일 조건으로 4회 반복하는 열충격싸이클(Thermal shock) 시험을 하였으며, 각 시험 후에 시편의 무게 변화를 측정하였다(Fig. 1). 시험 후에 시편의 표면을 주사전자현미경(SEM Verios 460)으로 관찰하였다.
열충격시험 후에 ASTM D-790에 따라 3-점 굴곡시험(Instron Model 5848)을 하였다. 스펜 길이는 30 mm, 크로스헤드 속도는 0.5 mm/min로 하여 굴곡강도와 탄성률을 식 (1)로부터 구하였다.
σ = 3/2 PmaxL/bh2 E = L3F/4wh3 (1)
σ: 굴곡강도, E: 굴곡탄성율, P: 최대 파단하중, L: 스펜길이, w: 폭, h: 높이
굴곡시험 후 파단된 시편 단면을 주사전자현미경으로 관찰하였다. 열전도(NETZSCH TMA 402F1: 한국기초과학지원연구원)는 두께 방향에서 상온, 600℃ 및 900℃의 3조건에서 각각 측정하였으며, 시편의 크기는 12.7(D) × 2(H)mm이다.
삭마량 평가를 위하여 ASTM E-285 규격에 따라 Oxy-Acetylene Torch로 시험을 수행하였다(Fig. 2). 시편 크기는 30(D) × 3~4(T)mm이며, 시편 후면에 직경 2 mm의 구멍을 시편 표면으로부터 1 mm 깊이로 가공하였다. 여기에 K-type의 열전대를 삽입하여 토취 시험중에 후면에서의 온도의 변화를 측정하였다. 산소와 아세틸렌 가스의 비율을 1.1:1 (산소 2.2 L/min,아세틸렌은 2.0 L/min)로 하고, 화염 노출시간은 30초로 하였고, 시편과 토취 팁 사이의 거리는 15 mm 로 하였다. 시편 표면의 온도는 2-coular Pyrometer (Marathon MRISCSF, Raytek GmbH, Germany)로 측정하였다. 시험 전, 후에 시편의 무게의 변화를 측정하여 삭마량을 계산하였다.
|
Fig. 1 Thermal shock test apparatus and thermal shock conditions |
|
Fig. 2 Oxy-Acetylene Torch Tester (a) and Test specimen (b) |
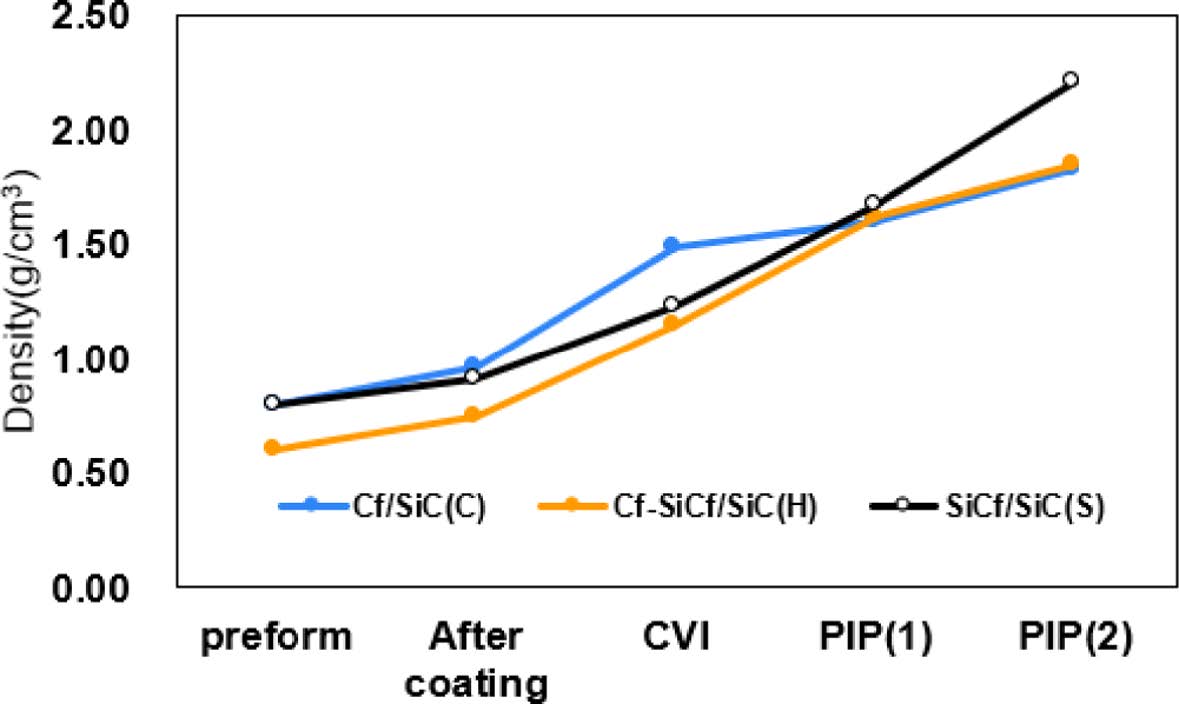
Fig. 3은 공정 단계별로 밀도의 변화를 나타낸다. 프리폼의 밀도는 C형과 S형은 각각 0.8 g/cm3과 0.82 g/cm3이나, H형인 하이브리드 직물을 사용한 Cf-SiCf 프리폼의 밀도는 0.63 cm3으로 낮게 나타났다. 이는 섬유 번들의 필라멘트 수가 12 K의 탄소섬유와 1.6 K의 SiC 섬유를 사용하여 제직함으로써 Vf이 26%로 낮고, 위사와 경사 사이에 공간이 형성되었기 때문이다. CVI 공정 단계까지는 C형 시편의 밀도가 가장 높았으며, 반면에 H형과 S형은 보다 낮은 밀도를 보여주었다. 최종 PIP 공정후에는 S형 시편의 밀도는 2.21 g/cm3 가장 높았으며, 그리고 C와 H형 시편은 유사하나, S형에 비하여 낮은 밀도를 나타내었다. H형은 탄소섬유의 밀도보다 약 40% 높은 SiC 섬유를 사용하였으나, Vf가 낮고, 앞에서 프리폼 제조 시 형성된 위사/경사의 공간에 매트릭스가 모두 채워지지 않아 밀도가 높게 나타나지 않은 것으로 보인다.
3종류의 시편에 대한 기공율을 측정하였다. Table 1에서 보듯이 C형과 S형 시편은 약 10 wt%의 기공율을 나타내었으나, H형은 2배 많은 기공율을 갖고있다. 이는 앞서 언급한 바와 같이 사용한 2종류 섬유의 필라멘트 수의 차이로 인하여 형성된 큰 공간에 매트릭스가 완전하게 채워지지 않았기 때문이다. 평균 기공 크기에 있어서도 기공율과 같은 원인으로 인하여 H형 시편은 700 nm로 C형과 S형에 비하여 6배나 큰 기공을 나타내었다.
|
Fig. 3 Density change at each process step for 3 different CMC Specimens |
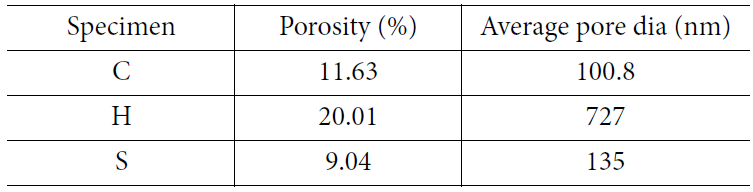
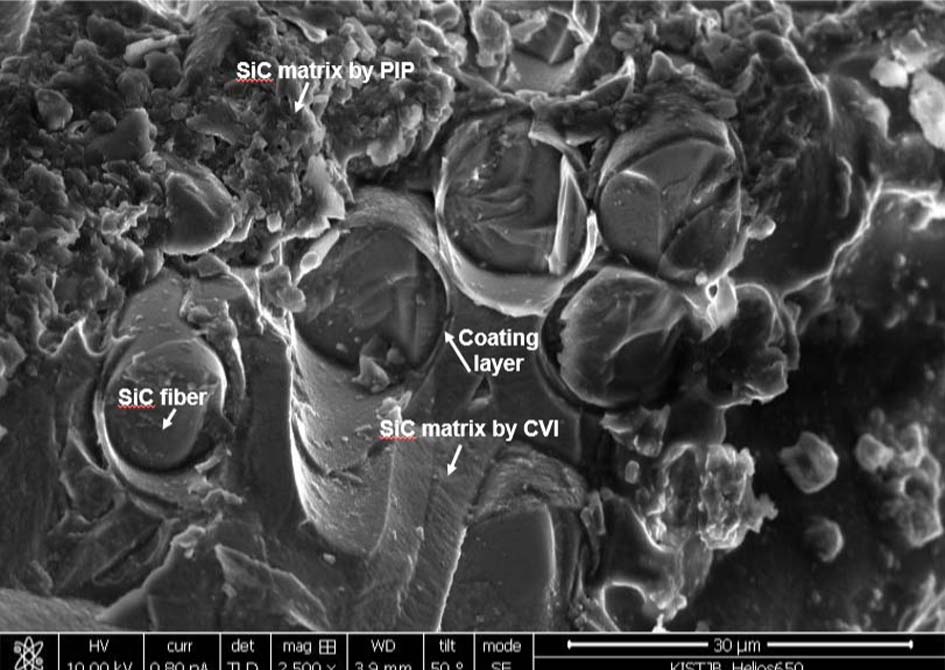
Fig. 4는 세라믹복합재 시편에서 SiCf/SiC 복합재(S형)의 주사전자현미경사 사진이다. 사진에서 탄화규소섬유, 탄화규소섬유 주위의 코팅층, CVI 공정에 의하여 형성된 SiC매트릭스층과 그리고 PIP 공정에 의해 형성된 SiC매트릭스 층을 볼 수 있으며, 매트릭스 제조공정에 따라 SiC매트릭스의 형상이 다르게 나타나고 있다. 이 시편에서는 전체적으로 섬유강화재 사이에 SiC매트릭스가 잘 채워져 있음을 볼 수 있다.
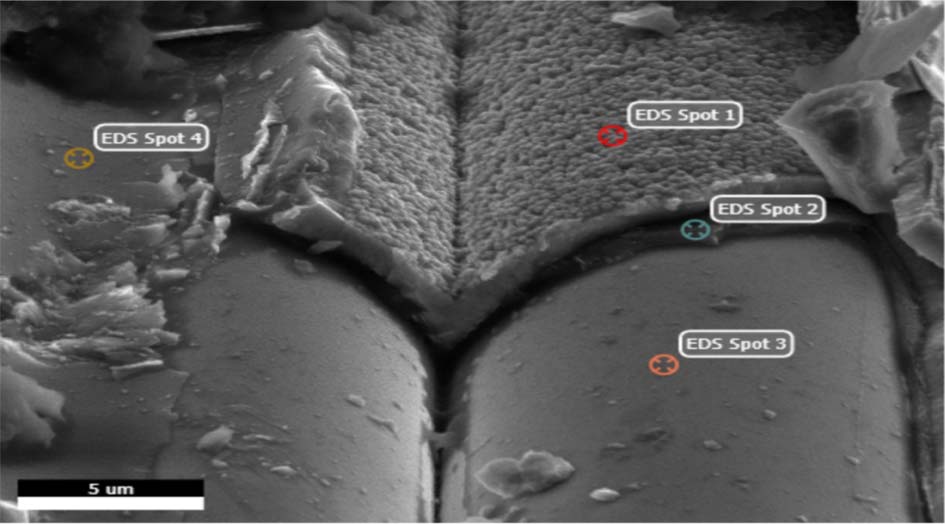
S형 시편의 일부 부분을 SEM-EDAX로 성분을 분석하였다(Fig. 5). 사진에서 SiC 섬유, 코팅층과 SiC매트릭스 층을 볼 수 있다.
Table 2는 EDAX 분석 결과이다. 1번 위치는 SiC성분으로 CVI 공정에 의해서 형성된 SiC매트릭스이며, 2번은 SiC와 탄소성분이 나타나 이는 PyC코팅 층과 SiC코팅 층으로 보이며, 그리고 3번은 SiC 섬유이다. 그리고 4번은 PyC코팅 층으로 확인된다.
Fig. 5에서 코팅 층의 두께를 측정하였다. PyC와 SiC 코팅 층의 두께는 약 640 nm이었다.
|
Fig. 4 SEM image of SiCf/SiC composite |
|
Fig. 5 SEM-EDAX analysis of SiCf/SiC composite |
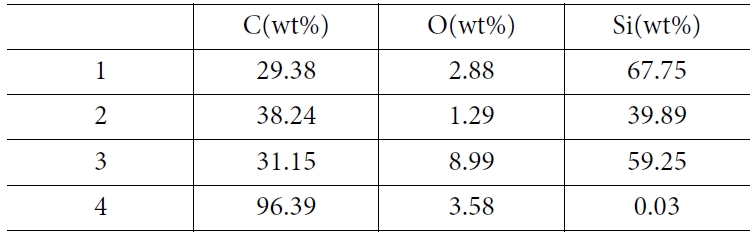
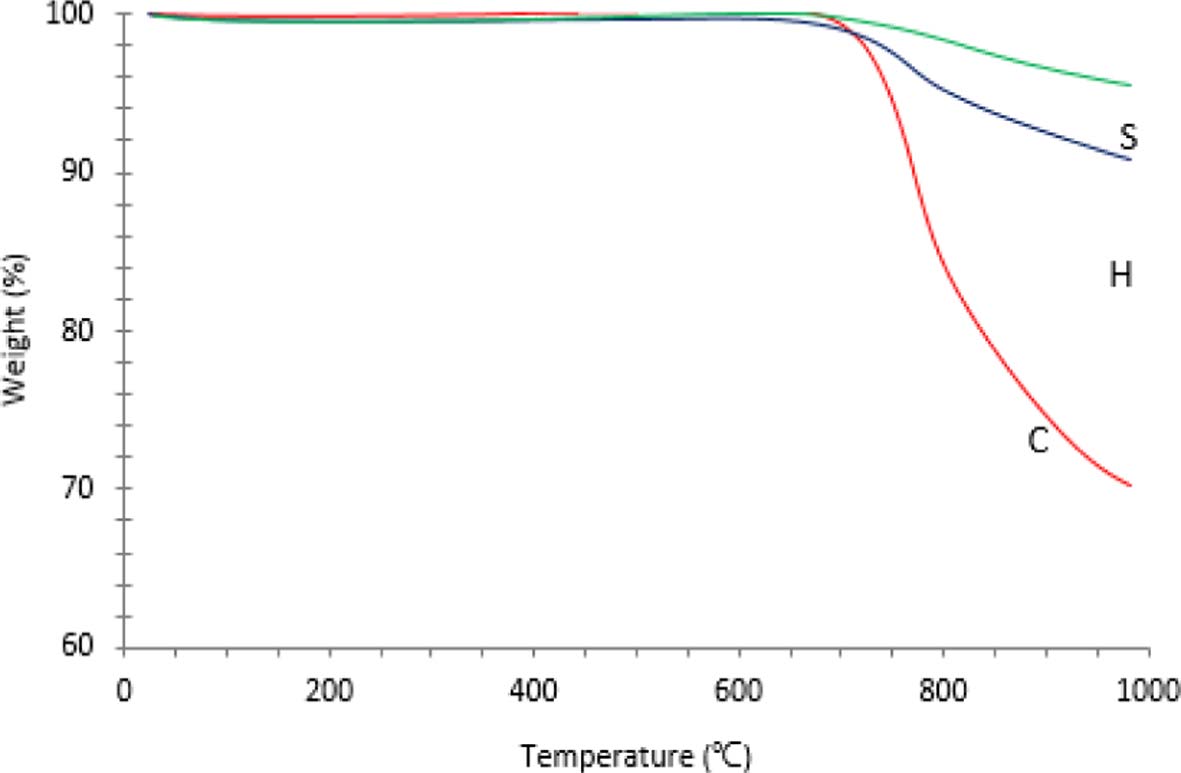
Fig. 6은 TGA 분석 결과이다. 1,000℃까지 공기분위기에서 열분해 시 중량 감소량은 탄소섬유로 구성된 C시편은 약 30%로 가장 큰 감소를 나타내었다. 하이브리드 시편 H형은 9.2 wt%의 중량 감소를 나타내었다. SiC 섬유가 약 13% 만을 함유하고 있음에도 불구하고 시편 C에 비하여 중량감소는 1/3로 감소한 결과를 주어, SiC 섬유를 사용한 하이브리드 형이 산화를 억제하는 좋은 방안임을 알 수 있다. S형의 시편은 단지 4.4 wt%의 중량 감소를 나타내어 탄소섬유 세라믹복합재에 비하여 뛰어난 산화저항성을 갖고 있고 있다.
|
Fig. 6 Thermogravimetric Analysis (TGA) of CMC (C, H, S type) up to 1,000℃ at Air atmosphere |
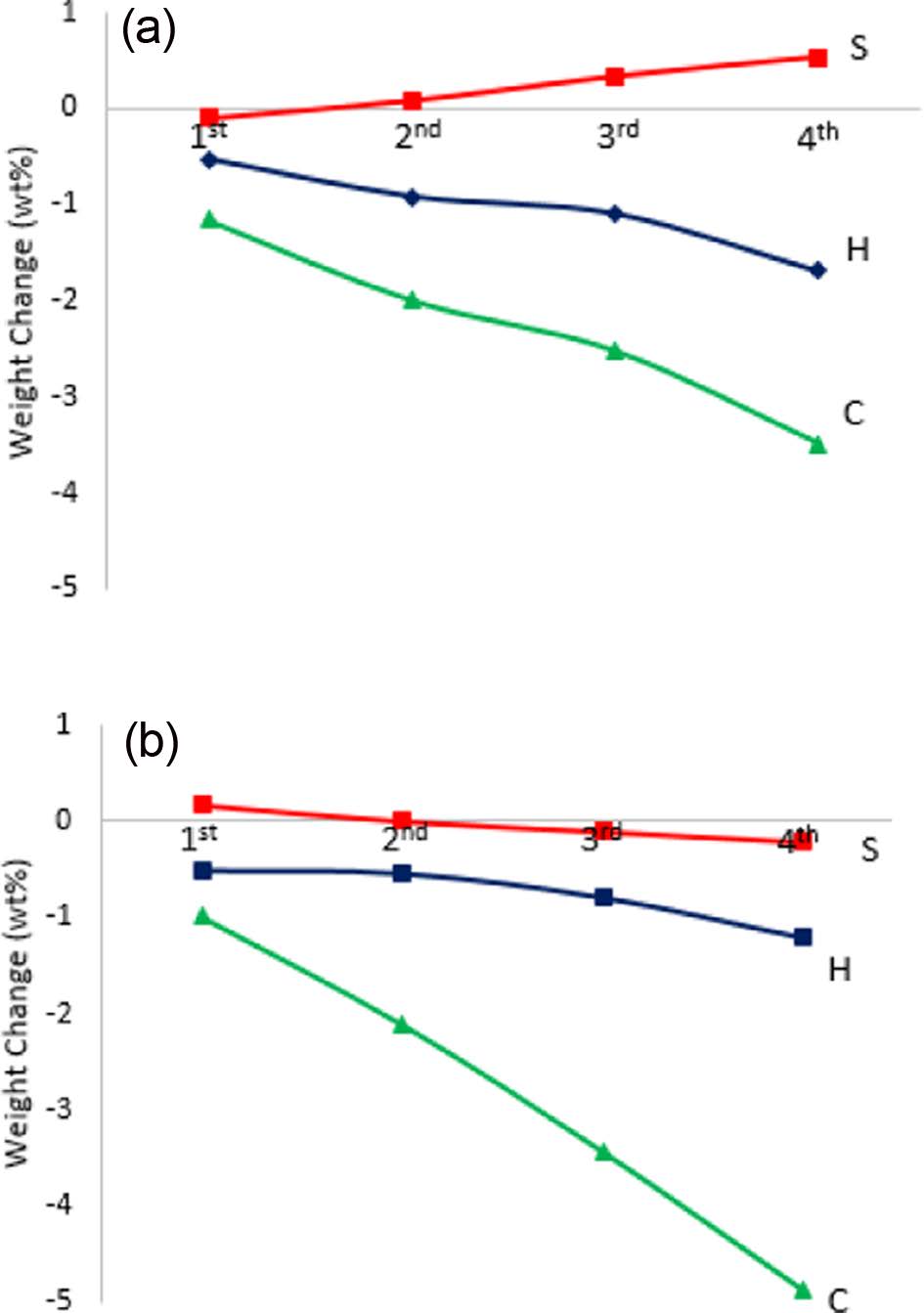
Fig. 7은 650oC와 950oC 공기분위기에 노출한 후에 상온으로 급냉각하는 열충격싸이클을 4회 반복한 조건에서 얻은 중량변화 결과이다. 650℃ 조건(a)에서 C형과 H형 시편은 열충격싸이클이 반복함에 따라서 중량 감소 현상이 뚜렷하게 나타났다. 특히 탄소섬유를 사용한 C형 복합재는 H형에 비하여 약 2배 감소하였다. 반면에 탄화규소섬유로 제작한 시편 S형은 열충격싸이클 횟수가 증가하면 도리어 중량이 증가하고 있다. 950℃(b) 노출 시험 조건에서는 3종류의 시편 모두에서 중량 감소를 보여주었다. 이 조건에서도 C형 시편은 650℃ 조건 보다 더 많은 중량이 감소하였다. 그러나 H형 시편은 650℃시험 조건에 비하여 최종 중량 감소가 약 28% 적게 나타났다. 이는 H형에 탄화규소섬유가 포함되어 있기 때문이다. S형은 650℃ 시험 조건에 비하여 950℃ 조건에서 약 59% 더 감소하였다. 1회 노출시험에서는 중량이 약간 증가하다가 3회 시험부터는 감소 현상이 일어나기 시작했다. 950℃ 노출 시험에서 C형 시편은 4.9%, H형은 1.21%, 그리고 S형은 단지 0.2% 감소하였다. 이는 탄화규소섬유가 산화에 강한 특성을 갖고 있음을 알 수 있다. 하이브리드형에서 특히 950℃의 시험에서는 중량감소가 C형과 큰 차이가 있다. 이는 TGA의 결과와도 일치한다.
따라서 탄소섬유 복합재는 고온 공기분위기에서 산화에 약함을 의미한다. 반면에 탄화규소섬유 복합재는 산화에 강한 저항성을 보여주었다. 탄화규소섬유를 함유한 하이브리드 형은 C형에 비하여 우수한 산화저항성을 보여주었는데, 이는 소량의 탄화규소섬유 사용으로 내산화성을 크게 향상 시킬 수 있음을 의미한다. 각 시편에서 중량 감소 원인에 대해서는 다음에 설명하기로 한다.
|
Fig. 7 Change in weight loss of CMC after thermal shock cycle at 650℃ (a) and 950℃ (b) for 3 different CMC specimen |
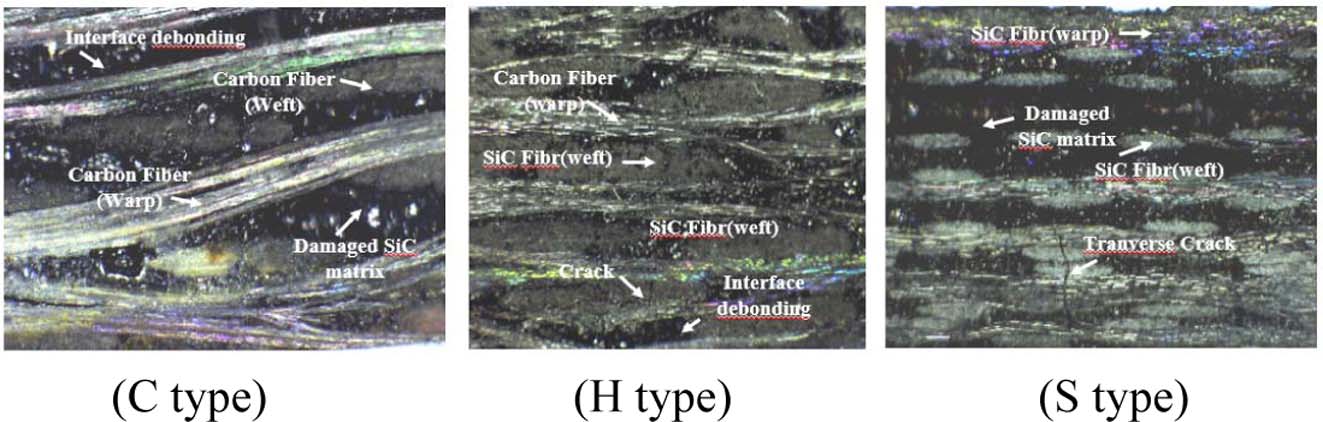
열충격싸이클을 겪은 시편에 대하여 상온에서 3-점 굴곡시험을 하였다. Fig. 8은 950℃ 조건에서 처리한 시편들의 굴곡시험 후의 시편의 광학현미경 사진이다. C형의 시편은 굴곡 하중에 의해 탄소섬유 번들(Bundle)의 변형이 크게 일어난 것을 볼 수 있으며, 가장 아래층에서 섬유 번들이 파단된 상태를 볼 있다. 또한 위사 방향의 섬유 번들과 SiC매트릭스 계면에서 분리가 일어났음도 보인다. H형 시편에서도 섬유 번들의 변형은 크지 않지만 약간 발생하였고, 그리고 C형 시편과 같이 가장 아래층에서 섬유-매트릭스에서 계면 분리가 일어났다. S형 시편에서 섬유 번들의 변형은 보이지 않는다. 경사 방향의 섬유 번들과 매트릭스 사이에서의 계면 분리가 관찰되며, 그리고 하중 방향으로 발생한 크랙이 경사 방향의 섬유 번들을 통과하였음을 볼 수 있다. S형 시편은 변형이 크지 않은 것으로 보인다.
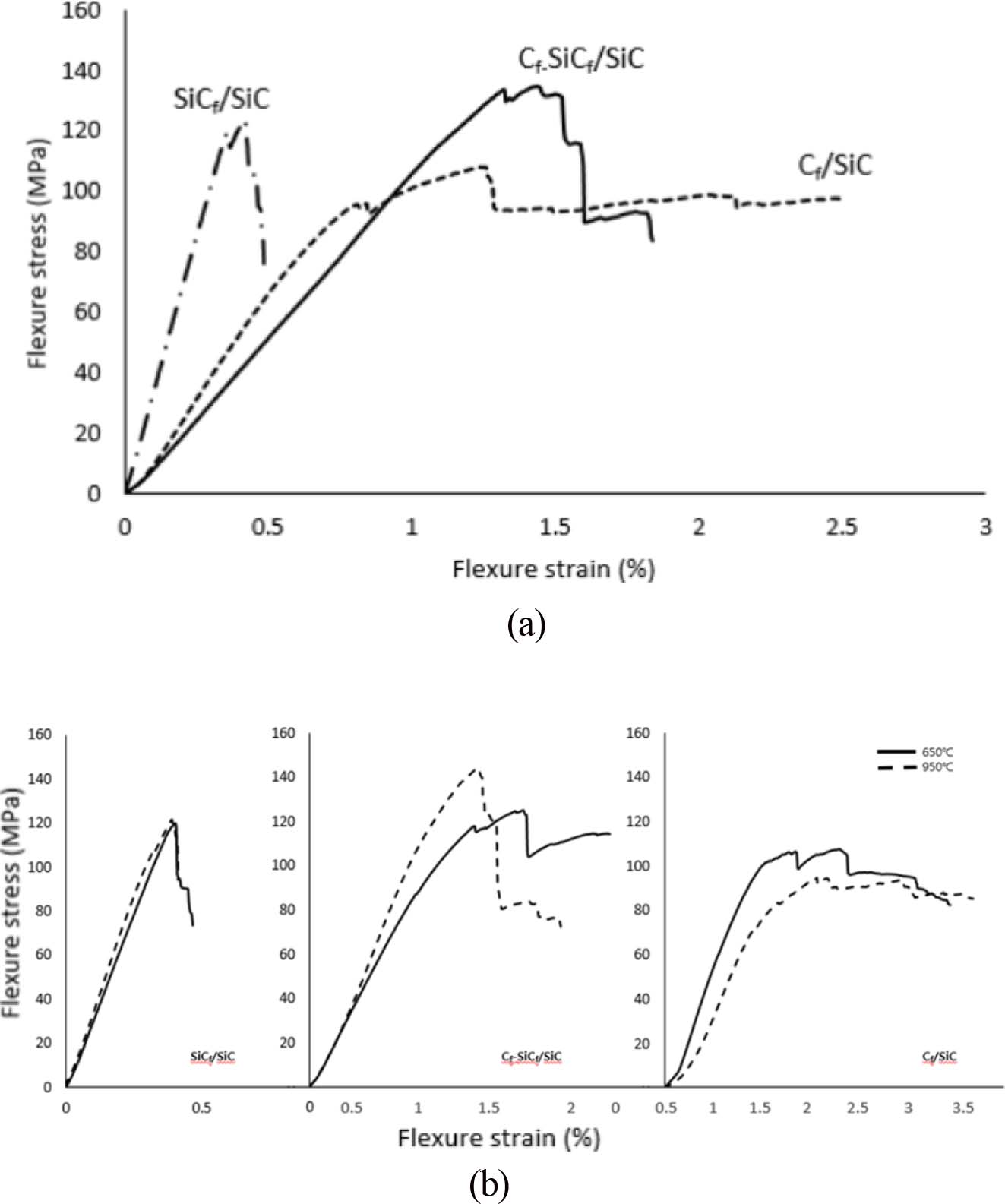
Fig. 9는 열충격싸이클 시험 전과 그리고 650℃와 950℃에서 시험 후에 3-점 굴곡시험에서 얻은 하중-변형률 곡선이다.
3종류의 시편은 열충격싸이클 전, 후에 모두 다른 파단모드를 보여주고 있다. 열충격싸이클을 받지 않은 시편들을 상온에서 C형 시편은 상대적으로 다른 2종류의 시편에 비하여 연성(Ductile)의 파단모드를 나타내었다. 최초 파단이 약 95 MPa에서 발생한 이후 변형율의 증가와 함께 파단하중이 증가하다가 다시 파단이 발생하면서 강도가 감소하고 계속 하중을 유지하는 전형적인 연성 파단모드를 보여주고 있다. 이는 Fig. 8에서 섬유 번들의 큰 변형에 기인하는 것으로 보인다. S형의 시편은 최대의 하중 도달 후에 급격하게 파단이 일어나는 전형적인 취성(Brittle)의 파단모드를 보여주었다. 이는 Fig. 8에서 관찰한 바와 같이 섬유 번들의 변형이 거의 없는 상태에서 하중 방향으로 섬유 번들을 관통하는 크랙 발생에 기인 하는 것으로 보인다. 하이브리드형인 H형 시편은 C형과 유사한 파단모드로서, 최초 파단 이후에 계단형으로 파단이 지속적으로 일어나다가 최종 파단이 일어났다. 이 시편의 파단모드는 취성도 아니고 연성도 아닌 준 연성(Quasi-Ductile)의 파단모드로 보인다. 이는 강도, 탄성율 및 파단 신율의 기계적물성이 다른 탄소섬유와 탄화규소섬유를 하이브리드화 한 강화재를 사용했기 때문이다. 본 연구에서 사용한 CMC 시편들은 고온 공기에 노출시에 온도와 강화재에 따라서도 영향을 받았다.
Table 3은 3-점 굴곡시험의 파단강도와 탄성율의 측정결과이다. 상온에서의 굴곡강도는 Cf/SiC(C형)가 가장 높으며, SiCf/SiC(S형)가 가장 낮은 값을 나타냈다. 반대로 탄성율은 S형이 가장 높다. H형 시편은 C형과 S형의 굴곡강도는 중간 값을 나타내었으나, 탄성율은 낮게 나타났다. 이는 아마도 이 시편이 갖고 있는 많은 기공율과 큰 기공 크기에 기인할 수 있다.
C형 시편은 열충격싸이클 온도가 증가함에 따라서 강도와 탄성율이 크게 감소하였다. 950℃ 노출 시험에서는 강도 값은 상온에 비하여 약 44%, 탄성율은 약 38% 감소를 하였다. 반면에 H와 S형 시편의 강도는 650℃ 조건 보다 도리어 증가하는 결과를 보여주었는데, 이는 상온 강도 값에 비하여 H형은 각각 2.7%, S형은 13.2%에 해당한다. 950℃ 조건에서는 C형의 굴곡강도는 650℃ 조건에 비하여 약 17%, H형은 약 3.7%, 그리고 S형은 5.4% 각각 감소하였는데, 특히 C형의 감소가 뚜렷하다. 950℃ 열충격시험에서 H형 시편의 강도가 상온에 비하여 약 2.7% 높게 나타난 것은 탄소섬유의 산화는 시편 표면에서 주로 발생하였고, 그리고 SiO2가 탄소섬유 표면을 코팅하므로써 추가적인 산화를 억제한 결과로 보이나, 이에 대한 원인은 향후 추가적인 연구가 필요하다. S형의 경우에는 상온에서의 강도에 비하여 약 7.1%증가하였는데, 이는 H형의 경우와 같이 SiO2 성분이 영향을 미친 것으로 본다. 탄성율에 있어서는 C형과 다르게 H형과 S형은 650℃에서는 상온에 비하여 증가하였다. 950℃조건에서는 650℃ 조건에 비하여 S형은 약 24%, H형은 17%약 10.7% 감소를 하였다.
|
Fig. 8 Photographs of CMC specimens after 3-point bending test |
|
Fig. 9 Load vs Displacement curves from 3-point bending test for 3 types of CMC specimens before and after thermal shock cycle test at (a) RT and 650 and 950℃ respectively |
|
Table 3 Bending properties of CMC specimens before and after thermal shock cycle test |

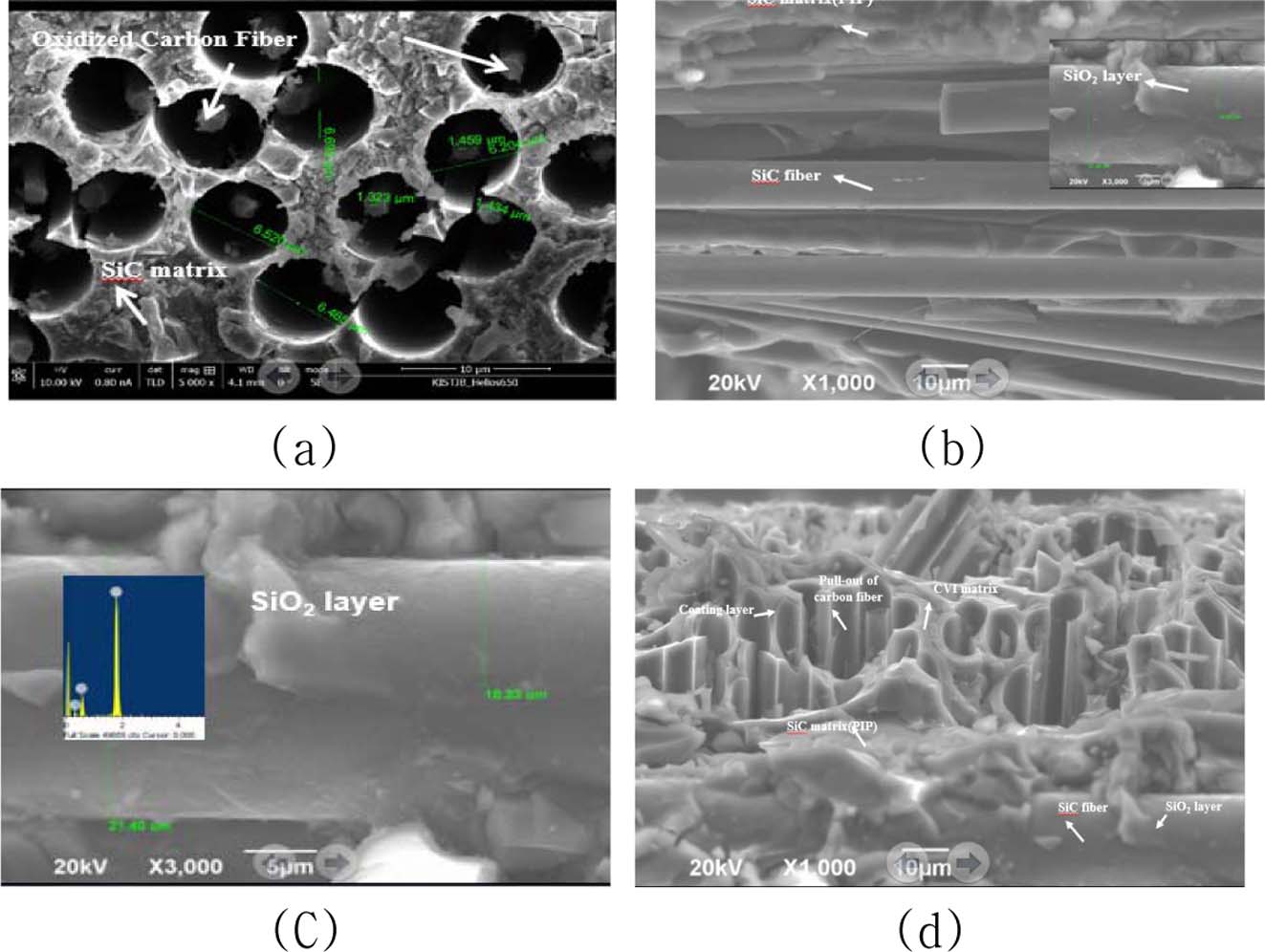
Fig. 10은 950℃에서 열충격싸이클을 받은 굴곡시험 후의 주사전자현미경 사진이다. T-700 탄소섬유를 강화재로 하는 Cf/SiC 복합재의 경우에서 시편의 표면에 노출된 탄소섬유가 산화가 일어나서 직경이 7 μm에서 약 1.4 μm로 약 84%나 감소한 것을 사진(a)에서 관찰 할 수 있다. 이는 탄소성분을 구성하고 있는 탄소섬유가 아래와 같이 산소와 반응하여 CO 가스로 변하는 산화가 일어나기 때문이다[23]. 이같은 이유로 C형 시편은 중량 감소가 크게 일어나면서 굴곡강도도 감소하였다. 따라서 탄소섬유의 낮은 산화저항성을 확인할 수 있다.
C(s) + 1/2 O2(g) → CO(g)
반면에 SiC 섬유를 강화재로 하는 S형 시편에서는 SiC 섬유가 뚜렷한 직경의 손상없이 존재하고 있음을 볼 수 있다(b). 파단면에서 섬유-매트릭스의 계면이 분리가 있음을 관찰 할 수 있다. 특이한 점은 SiC 섬유 표면이 필름으로 덮여 있음을 보았다. 이를 EDAX로 분석한 결과 이층은 SiO2 성분으로 구성되어 있었다(C). 900℃ 이상의 온도에서 SiC매트릭스는 산소와 반응하여 SiO2 필름으로 변하는 것으로 알려져 있다[24]. 이같은 필름 층의 형성은 SiC매트릭스 층이 지속적으로 산소와 반응하여 산화가 일어나는 것을 방지하는 산화보호막으로 역할을 하는 것으로 알려져 있다.
SiC(s) + 2O2(g) →SiO2(s) + CO2(g)
H형 시편(d)에서는 SiC 섬유가 앞에서와 같이 SiO2 필름으로 덮여 있음을 볼 수 있으며, 탄소섬유는 직경이 약 5 μm로 감소하였고, 일부는 파단 시에 pull-out된 것으로 보인다. SiC매트릭스 층도 뚜렷하게 볼 수 있다. SiC 섬유 표면 위에는 PIP 공정에 의한 SiC매트릭스층과 탄소섬유 자리 주위에는 CVI에 의한 코팅층과 SiC매트릭스 층을 관찰할 수 있다.
|
Fig. 10 SEM images of 3 type of CMC specimens after thermal shock cycle test at 950℃ |
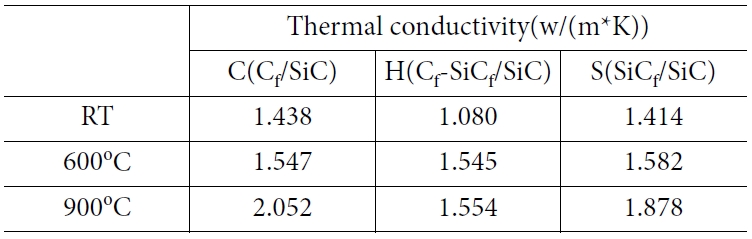
3종류의 CMC 시편을 상온, 600℃와 900℃ 조건에서 열전도도를 두께 방향에서 측정하였다(Table 4). 상온에서 열전도도는 C형과 S형 시편이 유사한 값을 나타내었으나, H형 하이브리드 시편은 낮게 나타났다. 650℃에서는 3 종류의 시편이 유사한 열전도도 값을 보여주었다. 그러나 950℃에서는 C형 시편이 S형 보다 높은 열전도도를 나타내었다. 한편 하이브리드 시편인 H형은 650℃에 비하여 약간 증가하였다. 이는 아마도 Table 2에서 보여준 약 20%에 달하는 높은 기공율의 존재에 기인하는 것으로 보인다.
|
Table 4 Thermal conductivity measured at RT, 600℃ and 900℃ respectively for CMC specimens |
내열성 구조재에서 삭마(Erosion)는 중요한 물성의 하나이다. 고속으로 비행하는 비행체의 구조물의 예리한 부분은 공기와 마찰로 인하여 온도가 상승하며, 이로 인하여 구조재는 공기와 반응하여 산화가 발생함으로써, 표면이 서서히 깎여 나가는 삭마가 발생한다. 삭마량이 증가하면 구조물은 기계적강도의 상실로 구조재로서의 역할이 감소하여 비행에도 영향을 미친다.
Fig. 11은 Oxy-Acetylene 토취 시험 후의 시편의 표면 모습이다. C형 시편은 넓은 면적에서 손상을 많이 입은 것으로 보이며, S형은 가장 적은 손상 상태를 보여주고 있다.
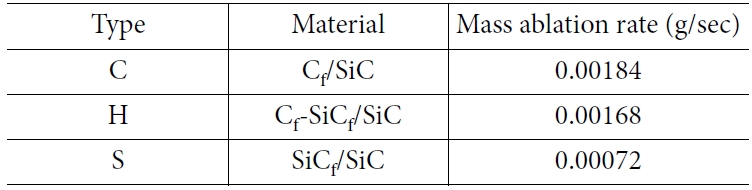
토취 시험에서 삭마량은 무게의 변화로 비교하였다(Table 5). 탄소섬유를 사용한 시편 C는 가장 많은 삭마량을 나타내었으며, SiC 섬유를 혼합하여 사용한 시편 H형은 시편 C에 비하여 약 8.6% 낮은 삭마량을 보여주었다. SiC 섬유로 구성된 S형 시편은 C형 시편에 비하여 약 67% 적은 삭마량을 나타내어 내삭마성이 가장 우수한 것으로 나타났다. 이 같은 경향은 TGA 실험 결과와 일치한다. 그러나 정량적 측면에서는 H 형과 C 형은 중량 감소의 큰 차이로 H형의 우수한 산화저항성을 보여 주었으나, 토취 시험에서는 큰 차이를 나타내지 않고 있다. 이는 앞서 언급한 바와 같이 H형 시편의 기공율이 20%에 달하여, 토취 시험 시에 가스의 고속 및 압력에 의하여 특히 기공 부분을 공격하여 매트릭스의 기계적 삭마를 일으키고 섬유-매트릭스 계면을 분리하고, 노출된 탄소섬유나 코팅층을 기계적 혹은 화학적으로 삭마를 일으킴이 주요 원인으로 본다.
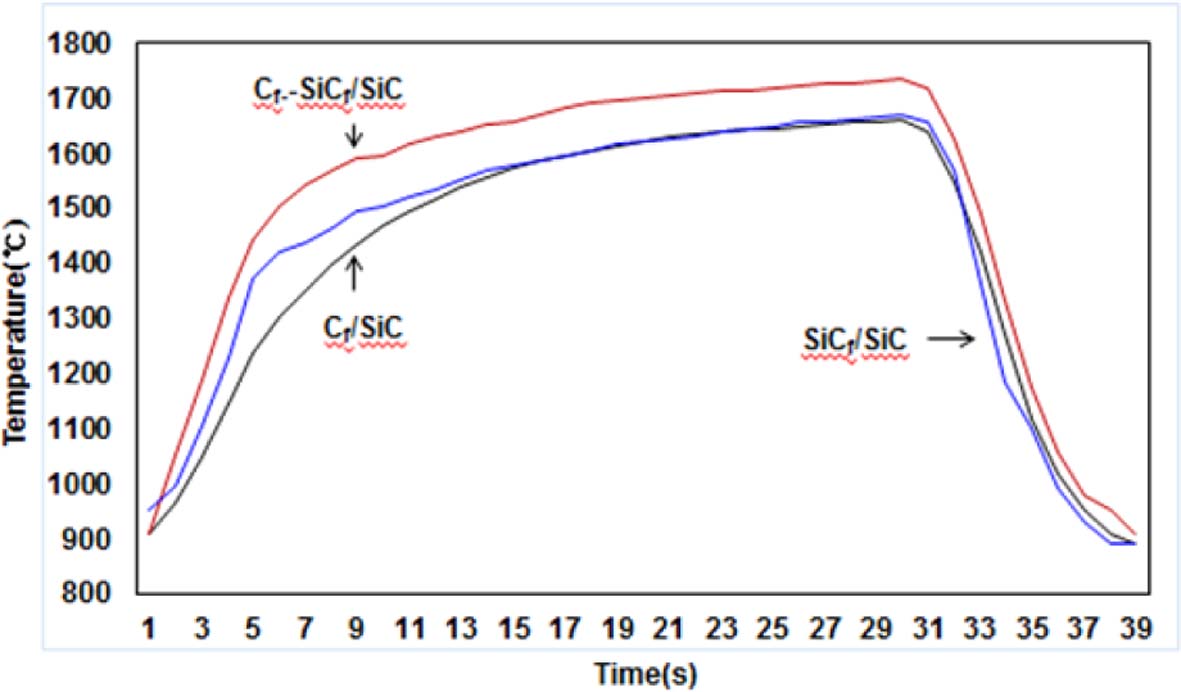
Fig. 12는 Oxy-Acetylene 토취 시험 시에 시편 뒷면에서 Pyromrter로 노출 시간에 따른 온도변화 측정 결과이다. 연소시간 30초 동안 후면의 온도는 9초까지 급격하게 상승하였다. H형 시편의 표면 온도가 가장 빠른 속도로 상승하고, 이어서 S형이 그리고 C형 시편이다. 30초에서 H형 시편의 표면 온도는 약 1756℃에 도달하였으며, 이는 C와 H형 시편에 비하여 약 95℃ 높은 온도를 나타낸다. 노출시간 15초부터는 C형과 S형은 거의 동일한 온도를 유지하고 있다. H형 시편의 표면 온도가 높은 이유는 열전도도가 낮으므로 후면으로의 온도 전달이 적어서 표면 온도가 상승하는 것으로 보인다. 이 또한 H형의 시편의 기공율에 기인한다. 따라서 H형 시편의 기공율이 C나 S형과 유사하였다면 삭마량도 감소하고 표면 온도도 낮아졌을 것으로 예상한다.
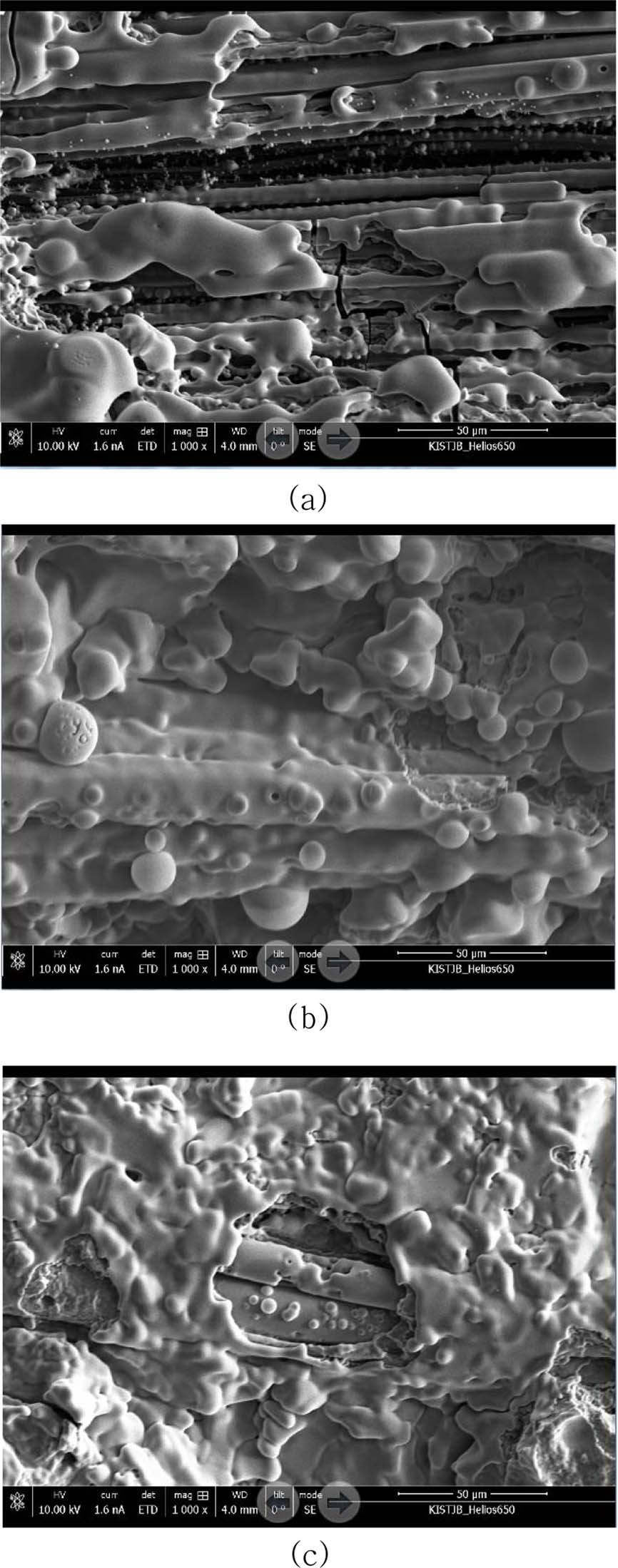
삭마시험 후에 삭마면을 주사전자현미경으로 관찰하였다(Fig. 13). Cf/C 및 Cf/SiC 복합재의 삭마거동에 대한 연구는 그동안 많은 연구자들에 의해서 이루어졌다[25]. 삭마는 화염의 온도, 가스의 압력과 속도에 따라서 열적-기계적, 열적-화학적 그리고 열적-물리적 인자들이 복합화되어 일어나는 아주 복잡한 메커니즘을 갖고 있는 것으로 알려져 있다. Fig. 13은 삭마시험 시편의 중앙에서 관찰한 SEM사진이다. (a)는 C형 시편으로서 가장 큰 특징은 탄소섬유가 산화가 일어나 직경이 2 µm 이하로 크게 감소하였음을 볼 수 있다. SiC는 1,700℃ 이하에서 산소와 반응하여 고상 SiO2를 만들며, 1,700oC 이상의 온도에서는 액상 SiO2를 생성하는 것으로 알려져 있다. SEM 사진에서 탄소섬유 주위에 작은 구형의 입자들을 볼 수 있다. 이는 CVI 공정에 의해서 형성된 SiC 매트릭스가 산소와 반응하여 용융된 SiO2 가 기계적 삭마에 의해서 형성된 것으로 알려져 있다. 표면을 넓게 덮고 있는 흰색 층은 PIP 공정에 의해서 제조된 SiC 매트릭스가 산소와의 반응으로 용융되어 형성된 SiO2 필름이다. 이는 EDAX의 성분 분석 결과로부터 주성분이 Si, O로 구성되어 있음을 확인하였다. 표면에서 섬유가 많이 노출되고 그리고 SiO2층도 표면에 많이 존재하지 않고 있다. 이는 토취 시험시에 고속의 산화성 가스가 기 존재하는 기공으로 침투하거나 또는 표면에 노출된 탄소섬유를 공격하여 산화를 낮은 온도에서 일으킴으로써, 섬유-매트릭스 사이의 계면력을 상실한 SiC 매트릭스 또한 산화로 인하여 형성된 SiO2 층을 쉽게 기계적으로 제거하여 (b)와 (C)와 다른 표면 상태를 보이는 것으로 보인다.
또한 탄소섬유에 수직 방향으로 크랙이 진행되었음을 볼 수 있다. 이같은 크랙은 고온의 화염에 노출시에 탄소섬유와 SiC 매트릭스 사이의 열팽창계수의 큰 차이 때문이다. 탄소섬유는 SiC 매트릭스에 비하여 약 2배 이상의 큰 열팽창계수를 갖고 있다.
H형 (b) 시편에서의 표면은 SiO2 필름으로 덮여있음을 볼 수 있다. C형 (a) 시편의 삭마면과 같이 CVI와 PIP 공정에 의하여 만들어진 SiC매트릭스가 산소와의 반응으로 형성된 SiO2 층이 기계적, 화학적 인자에 의한 삭마로 구형과 필름층을 형성하고 있다. SiC 섬유 표면은 SiO2 필름층으로 덮여 있다. S형 (C) 시편은 크게 2가지 특징을 보여주고 있다. 첫째는 표면이 앞의 (b)시편과 같이 SiO2 필름으로 덮여있음을 볼 수 있다. 둘째는 SiC 섬유는 큰 손상없이 존재하고 있는 것이다. 그러나 화염에 집중적으로 노출된 SiC 섬유의 일부 부분이 손상 받은 것으로 보이며, 섬유 표면에서 작은 기공이 존재하고 있다. 본 실험에서 사용한 SiC 섬유는 산소를 15 wt% 정도 함유하고 있는 무정형의 SiCxOy구조를 갖고 있는 섬유이다. 이 섬유는 Si-C-O 상을 갖고 있다. Nicalon SiC 섬유가 공기분위기에서 1,000℃ 이상의 온도에 1시간 노출시에 섬유는 Si-C-O상의 열분해로 인하여 강도가 급격하게 감소한다. 1,400℃에서는 약 50%만의 강도 만을 유지한다[26]. 따라서 본 실험에 사용한 섬유가 고온의 산화성 가스에 노출 시에 아래와 같이 열분해가 발생하여 SiO와 CO 가스를 방출함으로써 작은 구멍이 발생한 것으로 보인다. 또한 이 섬유는 산소와 반응하여 섬유의 표면에 SiO2 층을 형성한다. 이와 같은 SiO2 층은 산화방지를 보호막으로 작용하기 때문에 특히 SiCf/SiC 복합재인 S형의 삭마량이 C형에 비하여 약 2.6배 적은 결과가 나탄난 것으로 보인다.
SiCxOy → SiO↑ + CO↑ + SiC (2)
SiCxOy + O2 → SiO2 + CO↑ (3)

|
Fig. 11 Photographs of eroded surface of 3 different CMC test specimens after Oxy-Acetylene torch test |
|
Fig. 12 Surface temperature recording for 30 s ablation test of 3 kind of CMC specimens |
|
Fig. 13 Ablation morphologies of CMC reinforced with carbon fiber (a), SiC fiber (b) and hybrid fiber (c) by Oxy-Acetylene torch testing |
본 연구는 탄소섬유와 탄화규소섬유, 그리고 이 2종류의 섬유를 하이브리드로 제직한 직물을 강화재로 하여 TGCVI와 PIP 혼합 공정으로 Cf/SiC(C형), Cf-SiCf/SiC(H형)와 SiCf/SiC(S형) 세라믹복합재를 제조하였다. 공기분위기에서 1,000℃까지의 TGA 실험에서 C형 복합재는 가장 많은 중량감소를, S형은 가장 적은 감소를 그리고 H형은 C형 보다 훨씬 적은 중량감소를 나타냈다. 650℃와 950℃에서의 4회 열충격싸이클 시험 후 3-점 굴곡시험을 수행한 결과 C형 복합재는 온도 증가에 따라 강도와 탄성율이 감소하는 경향을 보여주었고, H형과 S형은 650℃까지는 강도와 탄성율이 증가하였으며, 950℃에서는 약간 감소하는 경향을 보여주어 SiC 섬유의 영향이 있음을 보았다. 이 결과는 C형은 탄소섬유의 산화에 기인하고, H형과 S형에 있어서는 SiC 섬유는 산화가 나타나지 않았고, SiC매트릭스 또한 산소와 반응하여 SiO2 필름 층을 형성하여 섬유 강하재의 지속적인 산화를 방지하였기 때문이다. 파단모드에 있어서 C형은 연성모드를, S형은 취성모드를 보여주었다. 그러나 H형은 SiCf/SiC에 비하여 연성모드를 나타내어 하이브리드 섬유의 영향이 나타났다. Oxy-Acetylene 토취 시험 후 무게 변화에 있어서 C형의 소재가 가장 많은 삭마량을 보여주었고, S형은 가장 적은 삭마를 나타내었다. H형은 20%의 기공율과 큰 기공의 존재로 인하여 C형 보다는 적지만 TGA와 열충격싸이클 결과에 비하여 다소 많은 삭마가 일어났다. 결론적으로 탄소섬유와 탄화규소섬유를 하이브리드로 제직할 때 프리폼의 기공을 균일하고 작게 만들면, 이는 Cf/SiC와 SiCf/SiC 복합재 보다도 우수한 기계적, 열적 및 내삭마성을 갖는 복합재를 얻을 수 있을 것으로 기대한다.
본 연구는 산업통상자원부가 지원하는 연구과제(10065691)로 수행된 것이며, 지원에 대해 진심으로 감사드립니다.
- 1. Haillon, R.P., “The Hypersonic Revolution : Case Studies in the History of Hypersonic Technology,” Vol.1, Air Force History and Museums Program Boilling AFB, DC 20332-1111, 1998.
-

- 2. Glass, D.E., “Ceramic Matrix Composite (CMC) Thermal Protection Systems (TPS) and Hot Structures for Hypersonic Vehicles,” Proceeding of the 4th International Conference on Sensors, Measurement and Intelligent Materials, 2015.
- 3. Tandon, R., Dumm, H.P., Corral, E.L., Loehman, R.E., and Kotula, P.G., “Ultra High Temperature Ceramics for Hypersonic Vehicle Applications,” Journal of Sandia Reprot, 2006.
-
- 4. Yang, Y.-Z., Yang, J.-L., and Fang, D.-N., “Research Progress on Thermal Protection Materials and Structures of Hypersonic Vehicles,” Journal of Applied Mathematics and Mechanics (English Edition), Vol. 29, No. 1, 2008, pp. 51-60.
-
- 5. Steelant, J., and Langener, T., “The Lapcat-MR2 Hypersonic Cruiser Concept,” Proceeding of the 29th Congress of the International Council of the Aeronautical Sciences, Sep.7-12, 2014.
- 6. Waltrup, P.J., White, M.E., Zarlingo, F., and Gravlin, E.S., “History of Ramjet and Scramjet Propulsion Development for U.S. Navy Missiles,” Journal of Johns Hopkins APL Technical Digest, Vol. 18, No. 2, 1997.
- 7. Wright, M., and Brockmeyer, J., “Advanced CMC Leading Edge Materials and Processing for Hypersonic Vehicles,” Materials for Extreme Environments Program Review, Arlington, Virginia, May 18-22, 2015.
- 8. Naslanin, L.R., “Fiber-reinforced Ceramic Matrix Composites: State of the Art, Challenge and Perspective,” Journal of Materials Science Forum, Vol. 546-549, 2007, pp. 1501-1504.
- 9. Grady, J.E., “CMC Technology Advancements of Gas Turbine Engine Applications,” NASA Technical Reports Server.
- 10. Schmidt, S., and Beyer, S., “Use of Advanced Ceramic Matrix Composite Aterialsofr Current and Future Propulsion Technology Applications At Eads-st,” EADS.
- 11. Opila, E.J., and Serra, J.L., “Oxidation of Carbon Fiber-Reinforced Silicon Carbide Matrix Composites at Reduced Oxygen Partial Pressures,” Journal of the American Ceramic Society, Vol. 94, Issue. 7, Mar. 2011.
-
- 12. Srivastava, V.K., “Micro-Structural Characterization of Si-SiC Ceramic Derived from C/C-SiC Composite,” Journal of Materials Science, Vol. 2, No. 1, 2012, pp. 1-4.
-
- 13. Glime, W.H., and Cawley, J.D., “Oxidation of Carbon Fibers and Films in Ceramic Matrix Composites: A Weak Link Process,” Journal of Carbon, Vol. 33, Issue 8, 1995, pp. 1053-1060.
-
- 14. Yang, X., Zhao-hui, C., and Feng, C., “High-temperature Protective Coatings for C/SiC Composites,” Journal of Asian Ceramic Societies, Vol. 2, Issue 4, Dec. 2014, pp. 305-309.
-
- 15. Wilson, M., and Opila, E., “A Review of SiC Fiber Oxidation with a New Study of Hi-Nicalon SiC Fiber Oxidation,” Journal of Advanced Engineering Materials, Vol. 18, Issue 10, Jun. 2016.
-
- 16. Takeda, M., “Silicon Carbide Fiberand Its Application to Ceramic Matrix Composites,” NGS Advanced Fibers Co., Ltd., 2018.
- 17. DiCarlo, J.A., “Advances in SiC/SiC Comporites for Aero-Propulsion,” Journal of American Ceramic Society Bulletin, Vol. 95, No. 5, 2013.
- 18. Yajima, S., Hayasi, J., Omori, M., and Okamura, K., “Development of a Silicon Carbide Fiber with High Tensile Strength,” Nature, Vol. 261, 1976, pp. 683-685.
-
- 19. Yajima, S., Okamura, K., Hayashi, J., and Omori, M., “Synthesis of Continuous SiC Fiber with High Tensile Strength,” Journal of the American Ceramic Society, Vol. 59, 1976, pp. 324.
-
- 20. Okamura, K., and Seguchi, T., “Application of Radiation Curing in the Preparation of Polycarbosilane-derived SiC Fibers,” Journal of Inorganic and Organometallic Polymers, Vol. 2, No. 1, 1992, pp. 171-179.
-
- 21. Krenkel, W., “Ceramic Matrix Composites: Fiber Reinforced Ceramics and Their Applications,” 2008 WILEY-VCH Verlag GmbH & Co. KGaA.
-
- 22. Yoon, B.I., Choi, W.C., Kim, J.I., Kim, J.S., Kang, H.G., and Kim, M.J., “Development of Pilot-Scale Manufacturing Process of SiC Fiber from Polycarbosilane Precursor with Excellent Mechanical Property at Highly Oxidation Condition and High Temperature,” Composites Research, Vol. 18, No. 2, 2017, pp. 116-125.
-
- 23. Yin, Y., Binner, J.G.P., Cross, T.E., and Marsa, S.J., “The Oxidation Behavior of Carbon Fiber,” Journal of Materials Science, Vol. 29, 1994 pp. 2250-2254.
- 24. Al Nasifi, N., Parta, N., Ni, N., Jayaseelan, D.D., and Lee, W.E., “Oxidation Behavior of SiC/SiC Ceramic Matrix Composites in Air,” Journal of the European Ceramic Society, Vol. 36, No. 14, 2016, pp. 3293-3302.
-
- 25. Wang, Y., Chen, Z., and Yu, S., “Ablation Behavior and Mechanism Analysis of Cf/SiC Composites,” Journal of Materials Research and Technology, Vol. 5, No. 2, 2016, pp. 170-182.
-
- 26. Li, L., Jian, K., and Wang, Y., “Oxidation Behavior of Continuous SiC Fibers in Static Air,” ICSMIM, 2015, pp. 526-539.
 This Article
This Article
-
2019; 32(3): 148-157
Published on Jun 30, 2019
- 10.7234/composres.2019.32.3.148
- Received on Apr 15, 2019
- Revised on Jun 27, 2019
- Accepted on Jun 28, 2019
Services
Shared
Correspondence to
- Byungil Yoon
-
Dacc Carbon Co., Ltd
- E-mail: ybiadd@hanmail.net
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr