





- Application of Laser Surface Treatment Technique for Adhesive Bonding of Carbon Fiber Reinforced Composites
Mun-Young Hwang*, Lae-Hyong Kang**, Mongyoung Huh***†
* Department of Mechatronics Engineering, and LANL-JBNU Engineering Institute-Korea, Jeonbuk National University, Jeonju 54896, Korea
** Department of Mechatronics Engineering, Department of Flexible and Printable Electronics, and LANL-JBNU Engineering Institute-Korea, Jeonbuk National University, Jeonju 54896, Korea
*** Korea Institute of Carbon Convergence Technology, Jeonju 54853, Korea
- 탄소복합재 접착공정을 위한 CFRP의 레이저 표면처리 기법의 적용
황문영* · 강래형** · 허몽영***†
The adhesive strength can be improved through surface treatment. The most common method is to improve physical bonding by varying the surface conditions. This study presents the effect of laser surface treatment on the adhesive strength of CFRP. The surface roughness was patterned using a 1064 nm laser. The effects of the number of laser shots and the direction and length of the pattern on the adhesion of the CFRP/CFRP single joint were investigated through tensile tests. Tests according to ASTM D5868 were performed, and the bonding mechanism was determined by analyzing the damaged surface after a fracture. The optimized number of the laser shots and the optimized depth of the roughness should be required to increase the bonding strength on the CFRP surface. When considering the shear stress in the tensile direction, the roughness pattern in the direction of 45° that increases the length of the fracture path in the adhesive layer resulted in an increase of the adhesive strength. The surface treatment of the bonding surface using a laser is a suitable method to acquire a mechanical bonding mechanism and improve the bonding strength of the CFRP bonding joint. The study on the optimized laser process parameters is required for utilizing the benefits of laser surface processing.
접착강도는 표면처리 기술을 통해 향상시킬 수 있다. 가장 일반적인 방법은 기계적인 결합력을 향상시킬 수 있는 접착 표면의 변화이다. 본 연구는 접착면의 레이저 표면 처리가 기계적 결합력에 미치는 영향과 탄소섬유 강화 복합재료(CFRP)의 접착 결합에 대해 설명한다. 1064 nm의 레이저를 활용하여 표면 조도를 패턴화했다. 레이저 샷의 수, 패턴의 방향, 길이가 CFRP/CFRP 단일 조인트의 접착력에 미치는 영향을 인장 시험을 통해 조사했다. ASTM D5868에 따른 시험을 수행하였으며, 파단 후 손상된 표면을 분석하여 결합 메커니즘을 결정했다. 접착 강도의 증가를 위해서는 CFRP 표면에 최적화된 레이저 샷의 수와 조도 깊이가 구성되어야 한다. 인장방향에서의 전단응력을 고려할 때, 접착층의 파단 경로를 길어지게 하는 45°의 방향의 조도가 접착강도의 증가를 야기했다. 그러나 레이저에 의한 조도의 길이는 접착 강도에 크게 영향을 주지 못했다. 레이저를 이용한 접착면의 표면처리는 기계적 결합 메커니즘을 확보하고 CFRP 접착 조인트의 접착 강도를 향상시키는 적합한 방법이라는 결론을 도출할 수 있다. 레이저 처리를 이용한 이점을 완전히 이용하기 위해서는 최적화된 레이저 공정 변수에 대한 연구가 반드시 필요하다.
Keywords: 접합강도(Adhesion Strength), 탄소강화 복합재(Carbon Fiber Reinforcement Plastic), 레이저(Laser), 표면 처리(Surface Treatment)
복합재료의 우수한 비강도와 비강성 특성 때문에 경량화가 필요한 다양한 구조물 및 부품에서 복합재료의 사용의 빈도가 증가하고 있다[1,2]. 점차 확대되고 있는 복합재료 적용 범위의 증가는 복합재료의 결합 기술의 개발에 대한 중요성을 증가시키고 있다. 접착 결합 조인트는 우수한 내부식성. 감쇠, 절연성, 공기 역학적 특성과 낮은 중량 증가의 이점들 때문에 볼트 체결, 리벳 체결과 같은 기계식 결합 방식을 대체하고 있다[3,4]. 접착 결합은 화학적 결합과 기계적 결합의 두 종류의 결합 메커니즘이 있다. 화학적 결합은 접착제와 접착표면의 화학적 작용기 사이의 특정 결합으로서, 공유결합, 수소결합, Van der Waals, 산화 반응이 대표적이다[5]. 기계적 접착은 접착부에서 형성되는 기계적 결합에 의해 부품에 고정되는 접착제와 접착면의 거친 조도를 가진 표면 사이의 결합이다[6]. 이러한 기계적 접착은 다공성 물질에서만 가능하다. 따라서 기공이나 구멍이 있는 표면을 가진 피착제의 경우, 적용된 접착제가 표면 요철에 침투할 수 있다[7,8]. 그 후 접착제가 경화되면, 접착제와 피착체 사이에서 얻어지는 기계적 결합 메커니즘에 의해 접착제와 피착제가 결합한다[9]. 따라서, 기계적 접착의 경우, 접착면의 충분한 표면 처리가 중요하다. 접착에 적절한 표면을 얻기 위해서, 피착제의 표면의 조도나 표면 자유 에너지를 증가시키는 목적으로 표면처리가 적용된다[10].
접착 결합을 위한 섬유 강화 복합재의 표면 처리 방법들은 연마처리, Peel-ply 적용[11], 블라스팅 처리[12], 플라즈마 처리[13] 그리고 산처리[14]와 같은 방법들이 연구되고 있다. 연마 및 블라스팅 처리와 같은 일반적인 표면처리는 섬유 파단, 수지 박리, 2차 세척 공정의 요구와 같은 단점이 있다. 또한 Peel-ply 적용은 제조 공정의 복잡성과 비용증가의 단점이 있다[15]. 레이저 표면 처리는 언급된 단점을 극복할 수 있는 가능성이 있는 대표적인 표면 처리 방법이다. 또한, 비접촉 기술인 레이저 처리 방법은 시료의 기계적 손상을 최소화할 수 있고, 가공 도구의 마모 및 표면 오염을 방지할 수 있다[16]. 이러한 장점들을 이용하고, CFRP 복합재의 접합 결합을 위한 표면 처리 공정의 효율을 향상시키기 위해 레이저 빔으로 재료를 조사하여 표면에서의 수지 및 섬유를 제거하는 레이저 어블레이션(Ablation) 방법이 주로 연구되었다. Kreling 등은 엑시머 레이저에 의해 처리된 CFRP의 특성을 SEM(Scanning Electron Microscope)과 XPS(X-ray photoelectron spectroscopy)를 활용하여 분석했다 접착면의 클리닝을 위해서 CFRP 표면 전체에 걸쳐 레이저 처리를 수행했다. 또한, 접착면의 이형제, 오염 물질의 제거 및 접착면에서의 섬유 노출을 위해 레이저 처리가 이용되었다[17]. Yokozeki 등은 CFRP의 표면에서의 이형제를 제거하기 위해 레이저 처리에 의한 CFRP의 표면 클리닝을 연구했다[18]. Nattapat 등은 레이저에 의한 CFRP 표면의 개질을 연구했다[19]. 하부의 섬유를 손상시키지 않고, 상부의 수지 층만을 제거하기 위하여 저전력 CO2 레이저의 사용에 대한 가능성을 조사했다. Tao 등은 CFRP 복합재의 접합 조인트에서의 모드 I 파괴 인성에 대하여 CO2 레이저에 의한 표면 처리의 효과를 조사했다[20]. 낮은 펄스 플루언스에서는 표면의 클리닝 효과가 있으며, 높은 펄스 플루언스에서는 탄소 섬유의 노출 효과가 있다.
그러나, CFRP 복합재의 접착 결합에서 기계적 결합의 효율을 향상시키기 위해 규칙적으로 배향된 표면 조도를 준비하기 위한 연구는 부족했다. 따라서, 본 연구에서는 레이저에 의해 생성되는 조도의 라인 패턴이 접착 결합에서의 기계적 결합을 향상시키기 위해서 규칙적으로 생성되었다. 레이저에 생성되는 조도 패턴의 방향, 길이, 깊이의 조건에 따라 CFRP/CFRP 접합 조인트의 접합강도를 비교했다.
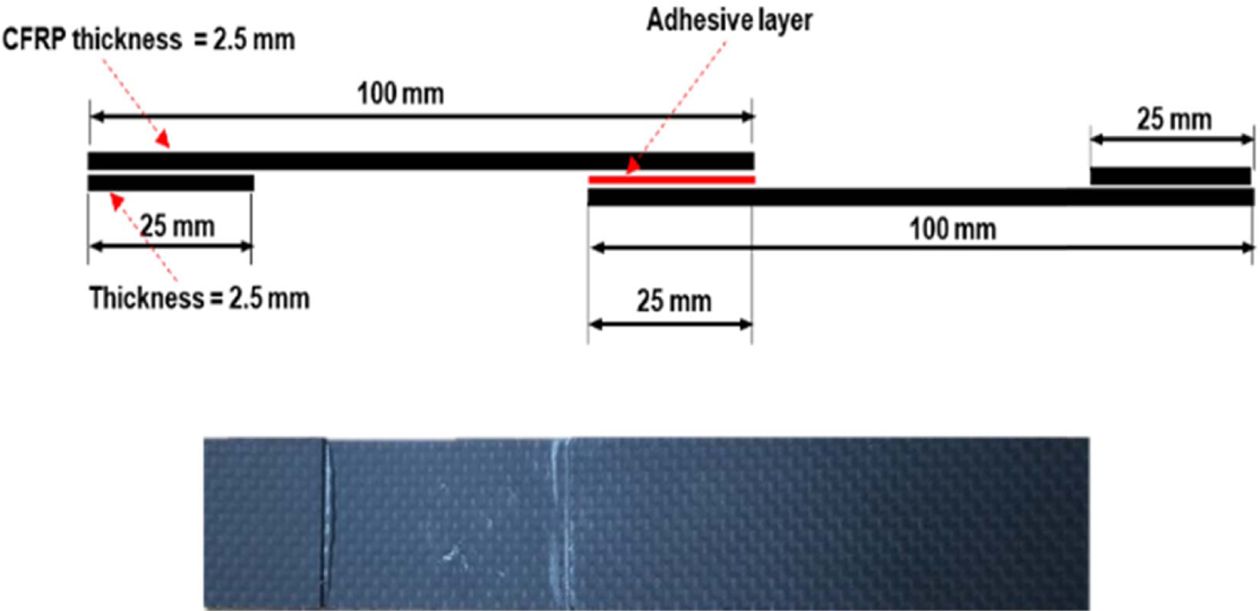
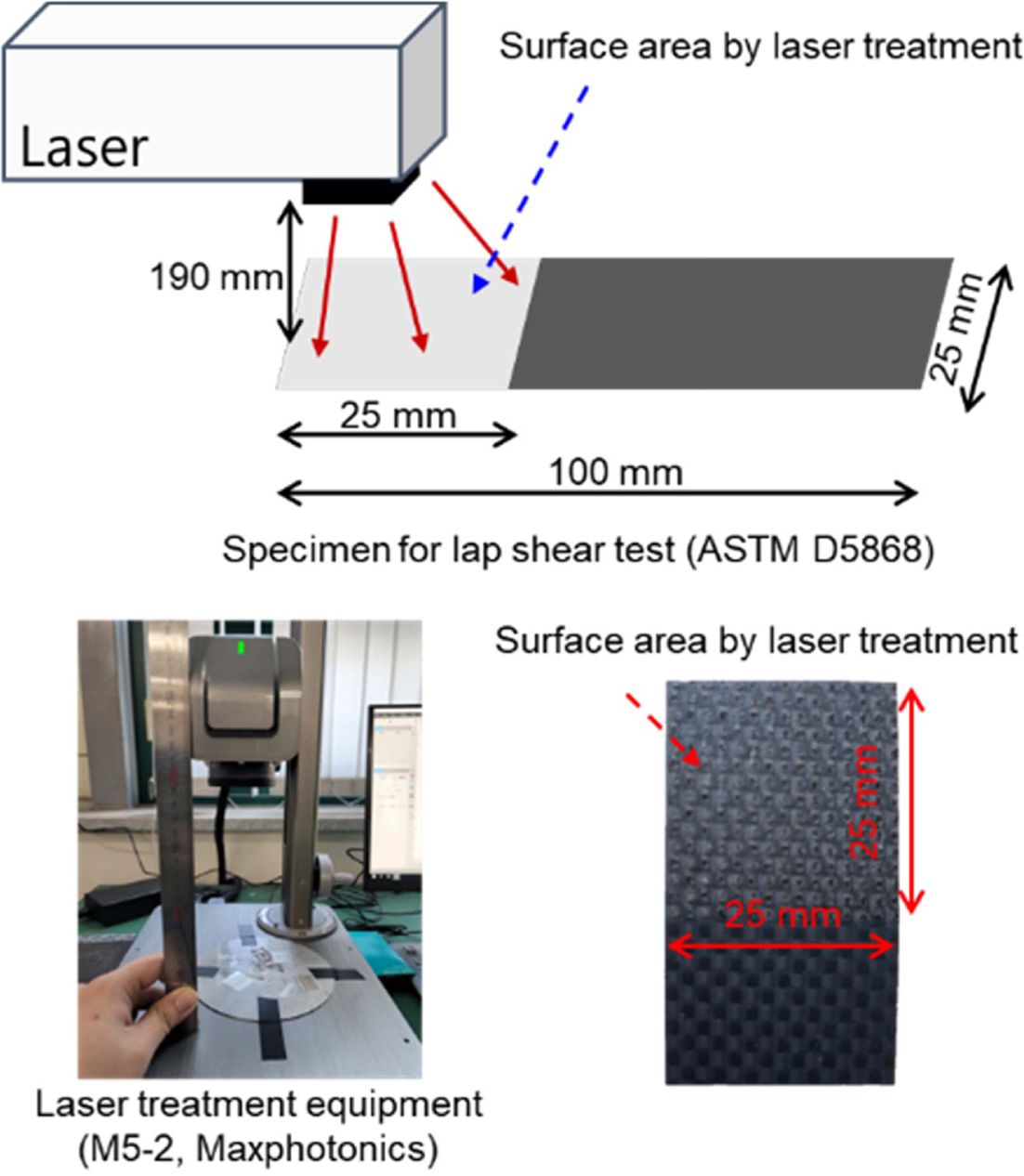
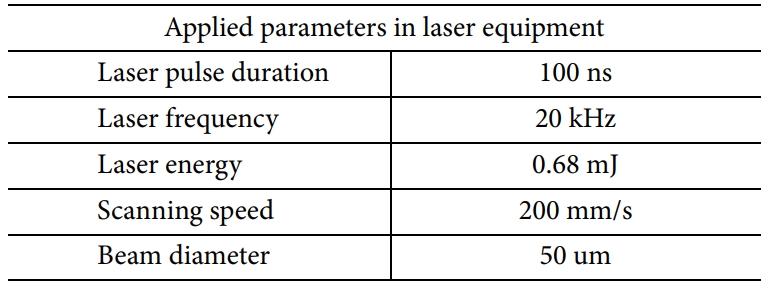
CFRP/CFRP 조인트 접착강도 시험을 위한 CFRP 시편은 Fig. 1과 같이 100 × 25 × 2.5 mm3의 크기로 평직 탄소 섬유/에폭시 복합재료를 사용했다. CFRP 접착부의 표면처리는 1064 nm의 파장의 레이저(20 W)를 이용하여 수행했다. 사용된 레이저는 100 ms의 펄스 지속 시간과 20 kHz의 속도 범위로 작동한다. 사용된 레이저의 자세한 특성은 Table 1에 표시했다. 장비 내부의 갈바노미러 시스템과 F-Theta 렌즈를 사용하여 최적의 출력을 발생시킬 수 있는 초점을 일정하게 유지했다. 25 × 25 mm2 면적의 접합부에 대한 정확한 확인을 위해 빔 트레이서를 활용하여 레이저 처리 표면의 면적을 실시간으로 확인했다. 이러한 레이저 표면 처리에 대한 개념도를 Fig. 2에 나타냈다. 레이저 처리에 의한 표면층의 모폴로지 특성 변화를 확인하기 위해 100배 확대의 광학 현미경을 사용했다.
CFRP간의 접착을 위해서는 2액상의 접착제인 Hysol E-20HP(3M)가 사용되었다. 주제와 경화제의 혼합 비율은 100: 55 중량비가 적용되었으며, 충분한 경화를 위해 상온에서 경화 공정 후 24시간 후에 접착강도 시험을 진행했다.
레이저에 의해 생성되는 조도의 방향, 깊이, 길이, 형태에 따라 CFRP/CFRP 결합에서의 기계적 결합 접착 메커니즘에 미치는 영향을 단일 랩 조인트의 접착 강도시험을 통해 조사했다. 접착강도 시험은 재료 시험기(Instron 4469)를 이용하여 ASTM D5868 규격에 따라 13 mm/min의 크로스 헤드 속도로 인장 방향으로 수행되었다. 시험의 하중이 접착층의 라인에 정확하게 전달될 수 있도록 동일한 두께의 그립을 시편의 양단에 추가하였다. 시험 후에는 접착층의 파단면의 관찰하여 손상 메커니즘을 조사했다.
|
Fig. 1 CFRP sample and standard single lap joint of CFRP/CFRP
adhesive joint |
|
Fig. 2 Images of laser surface treatment setup and the specimen surface with the laser treatment |
|
Table 1 Applied laser parameters for the fabrication of CFRP/
CFRP adhesive joint |
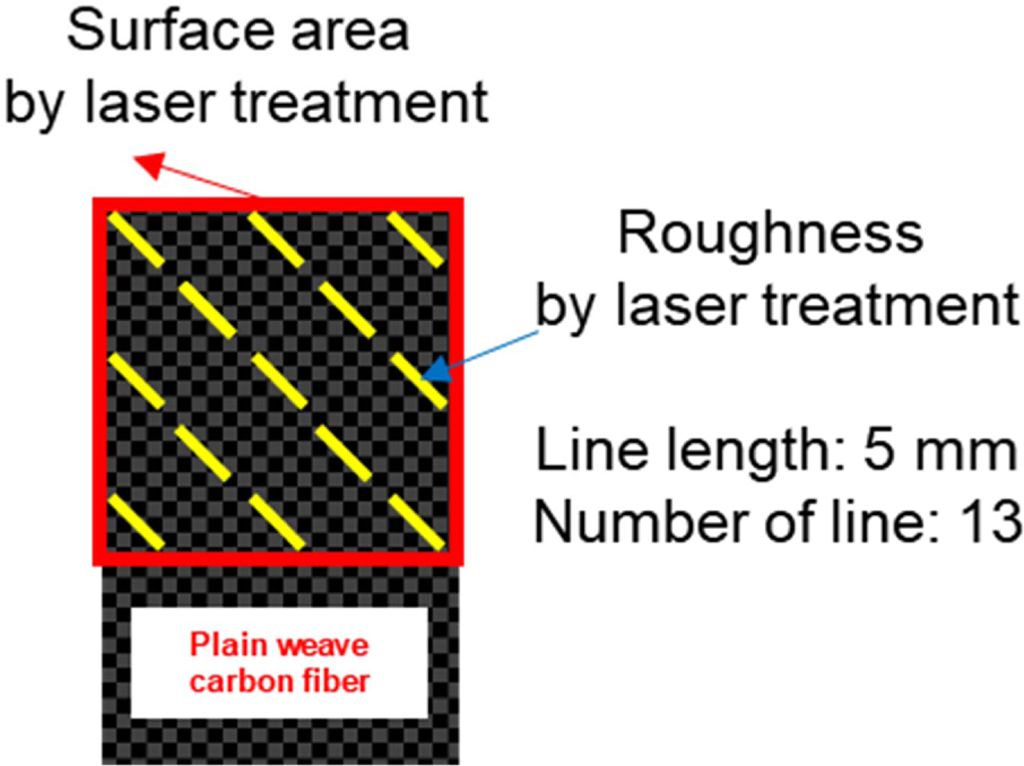
적층 CFRP 접착면의 조도를 조절할 수 있는 기계적 결합에 대한 메커니즘을 얻기 위해 일정한 조건에 따라 조절된 레이저에 의해 생성되는 일직선 형태의 조도가 만들어졌다. Fig. 3과 같이 25 × 25 mm2의 접착층에서 레이저에 의해 생성되는 1개의 조도가 이웃한 조도에 영향을 주지 않기 위해 일정하게 배향되었다.
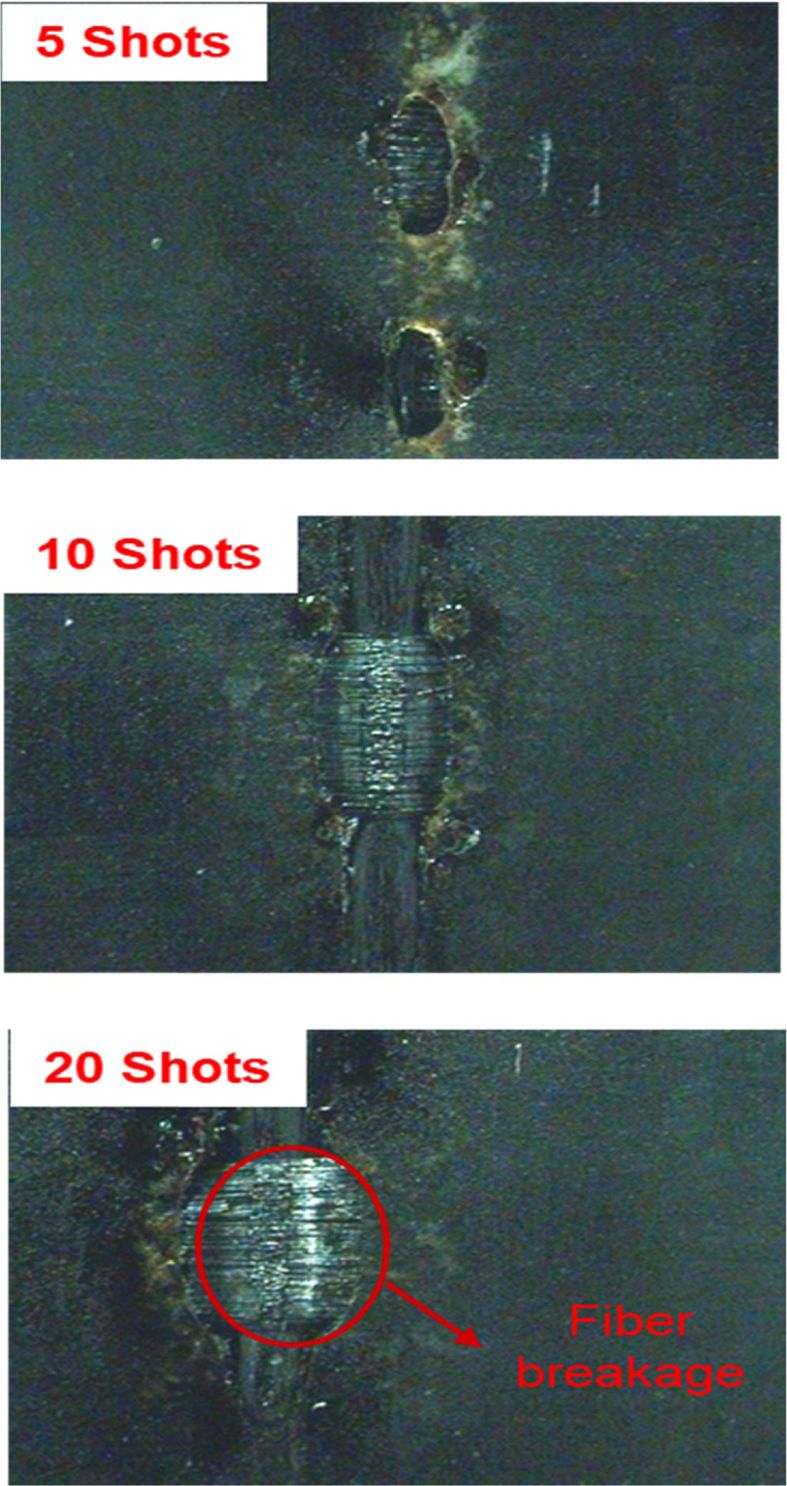
레이저 변수에 대한 영향을 정확하게 분석하고 에너지 소비의 최소화를 위해서 Fig. 3와 같은 형태의 조도 패턴이 선택되었다. 이에 대한 평가를 위해 다양한 깊이의 시편이 1개의 라인에서 반복되는 레이저 샷 수에 따라 구분되었습니다. 레이저 샷 수가 증가할수록 깊은 조도가 생성됨을 Fig. 4의 결과에서 나타냈다.
20회 이상의 샷 수에서 평직 섬유 사이 수지가 기계적 결합을 위해 침투할 수 있는 충분한 공간이 생성됨을 확인했다.
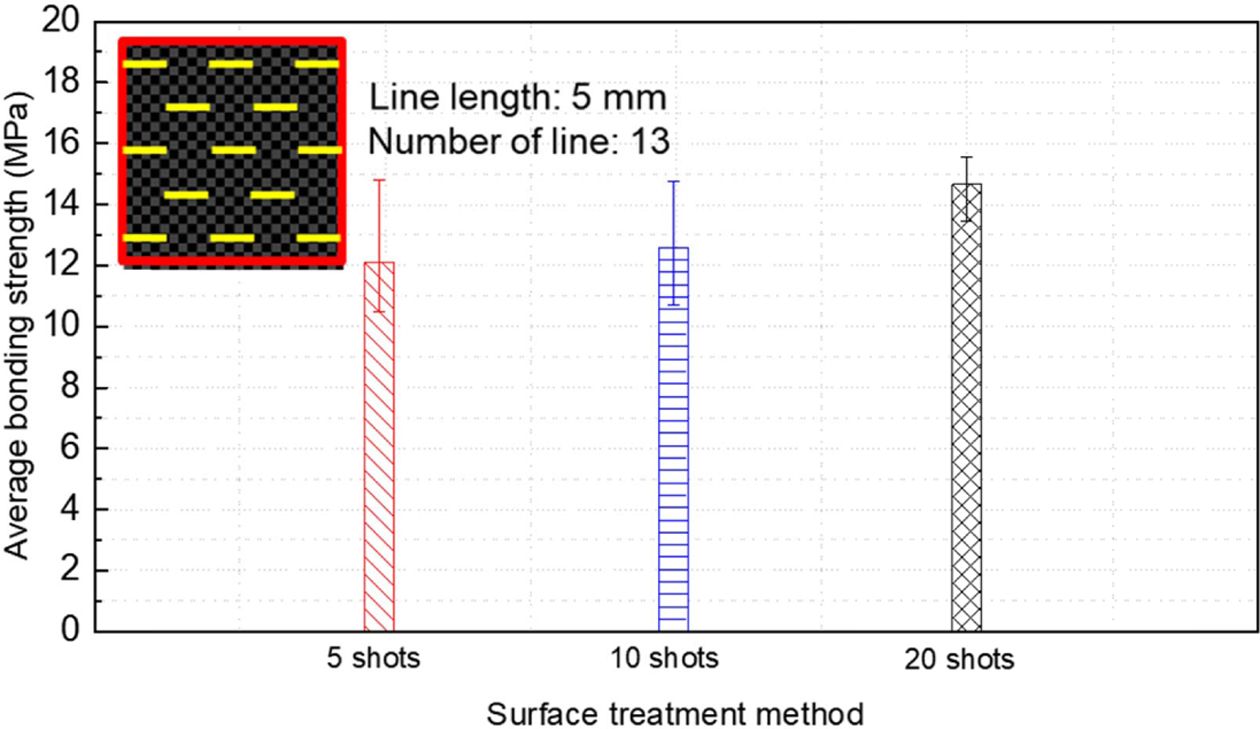
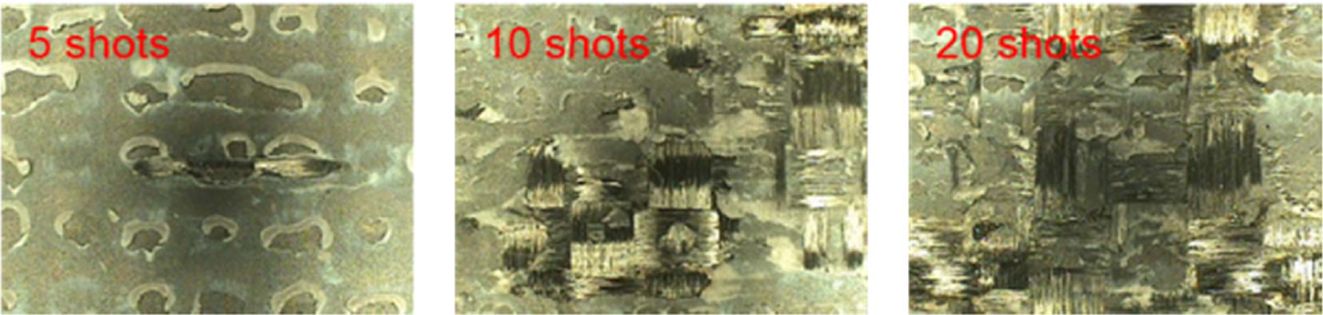
레이저 샷 수에 대한 영향 평가를 위해 접착 결합된 CFRP/CFRP 단일 조인트 시편의 접착강도 시험 결과에 대하여 Fig. 5에 나타냈다. 모든 시험 5개의 시편에 평균 접착강도로 나타냈으며, 최소 및 최대 수준에 대한 오류 범위를 함께 표시했다. Fig. 5에서와 같이 레이저의 의한 조도의 동일한 수, 방향, 길이 조건에 대해서 레이저 샷 수가 증가할수록 접착강도는 증가했다. 접착강도 결과에 대한 보완을 위하여 전단 파손된 시편의 파단면의 확대 이미지를 Fig. 6과 같이 비교했다. 레이저 샷 수가 증가할수록 완전하게 접착되어 섬유층의 파손을 발생키는 면적이 증가하는 것을 확인했다. 5 shots 시편의 경우 충분한 깊이의 조도를 형성하지 못하여 완전하게 접착층을 기계적으로 결합하지 못한 것을 확인했다. 즉, 레이저 표면처리를 통해 접착제와 충분한 기계적 결합을 발생시키는 깊이가 필요함을 나타냈다. 따라서, 응력 전달에 의한 손상메커니즘 측면에서, 레이저에 의한 조도가 인장에 의한 전단 하중의 전달을 방해한다.
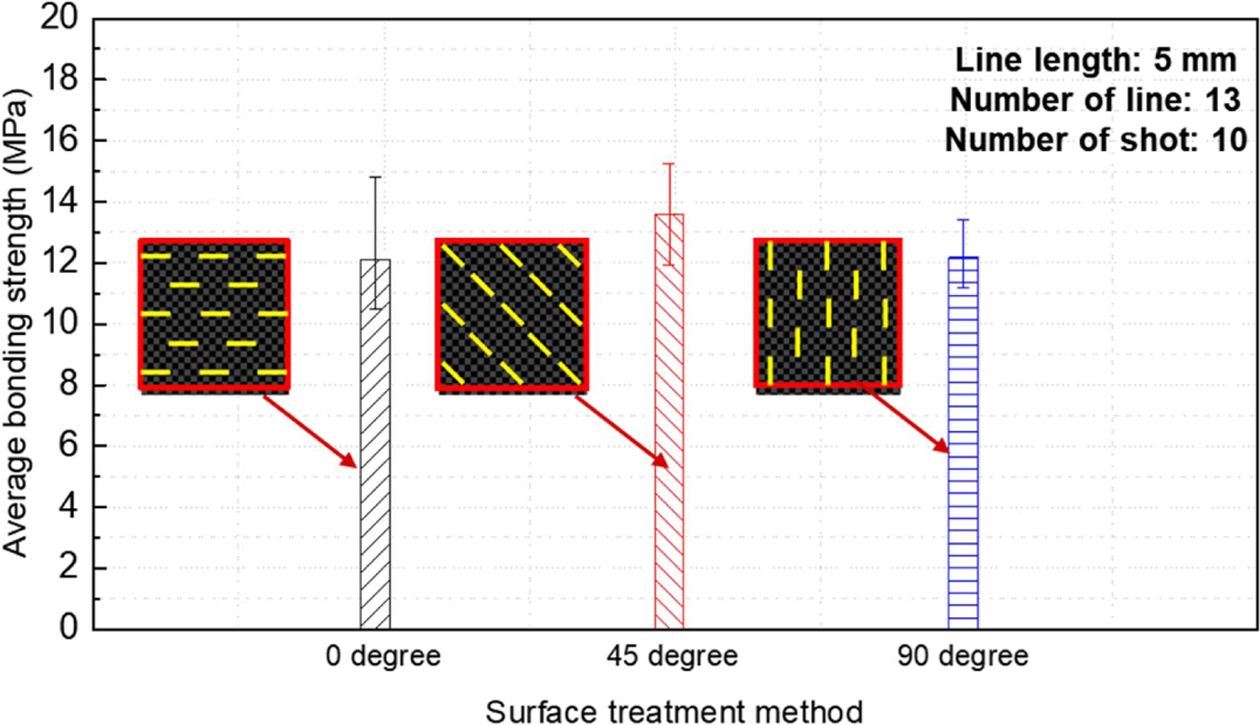
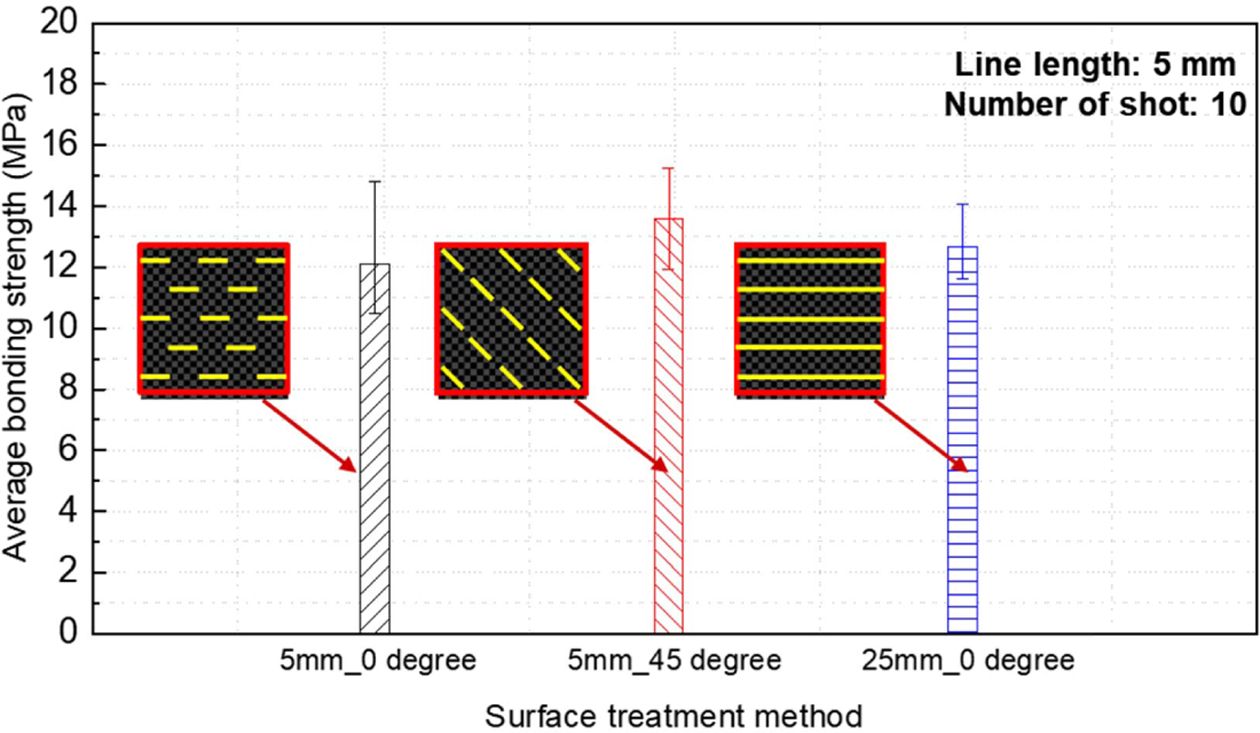
이를 증명하기 위해서, 레이저 샷의 각도를 0°, 45°, 90°로 각각 달리하여 수행한 접착강도 시험의 결과를 Fig. 7에 나타냈다. 레이저에 의한 조도의 각도 45°일 때, 가장 높은 접착강도를 나타냈다. 인장 방향의 응력에 의해 손상되는 접착층의 경로가 45°일 때 가장 길어지기 때문에 이와 같은 결과를 보였다.
레이저 샷의 각도가 지배적인 작용을 한다는 것을 보완하기 위하여 레이저의 각도가 0°에서 레이저에 의한 조도 형상의 길이를 증가시켜 접착강도 시험을 수행한 결과를 Fig. 8에 나타냈다.
각각의 레이저 샷의 길이가 5 mm에서 25 mm로 증가하였음에도 뚜렷한 접착강도의 상승은 나타나지 않았다. 앞서 수행된 5 mm_45° 조건에서의 접착강도가 25 mm_0° 조건에서의 접착강도보다 높은 결과를 보였다.
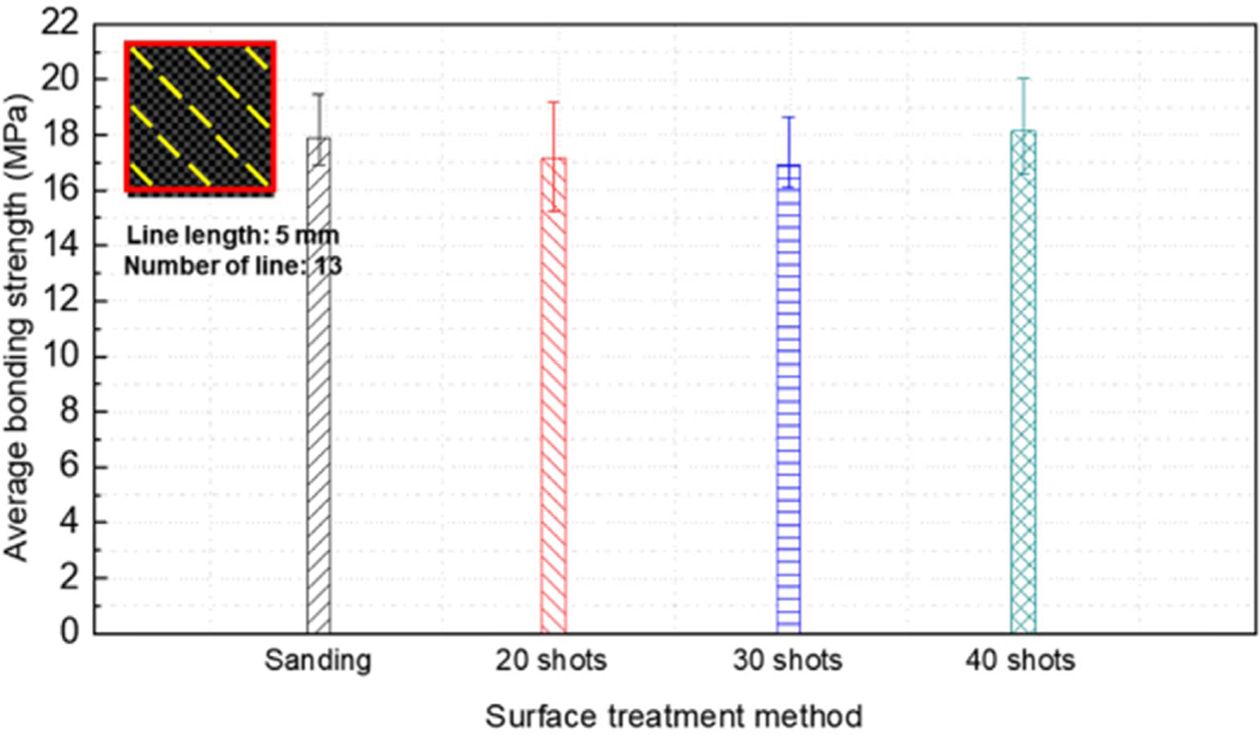
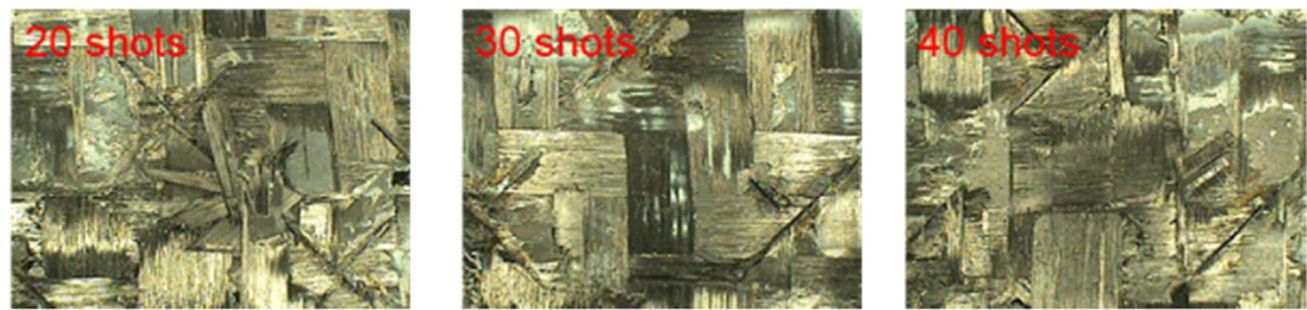
앞서 수행된 접착강도 시험의 결과들로부터, 최적의 레이저 표면 처리 조건은 깊은 조도를 만들기 위해서 하나의 조도 생성시 레이저 샷 수가 많을수록, 생성되는 조도의 각도는 45° 조건을 만족할수록, CFRP 조인트의 접착강도 향상을 나타냈다. 이와 같은 표면처리 조건에서의 접착강도 상승효과를 확인하기 위해서, 일반적인 연마 표면처리가 수행된 CFRP의 단일 조인트 시편과 접착강도를 비교했다. 레이저 처리의 각도는 모두 동일하게 45°조건에서, 레이저 샷 수를 20, 30, 40까지 증가시켜 접착강도를 Fig. 9와 같이 비교했다. 기존 0°_20 shots 조건의 경우 평균 14.68 MPa를 나타내지만, 45°_20 shots 조건의 경우 평균 17.15 MPa로 증가했다. 최적화된 조건에 뚜렷한 접착강도 증가의 효과를 확인하기 위해 파단 시편의 접착면을 Fig. 10과 같이 확인했다.
불완전한 접착층의 분리 없이 모두 전단 파단이 발생한 것을 확인했다. 그러나 샷의 수가 증가하고 있음에도 뚜렷한 접착강도의 증가는 나타나지 않았다.
이러한 경향은 깊고 좁은 조도형상의 바닥부분에는 공기가 갇히고, 넓어진 표면적에 의한 오염물질의 잔존 문제들 때문에 기인할 수 있다[21]. 또한 좁고 깊은 조도의 형상 때문에 완전하게 접착제가 침투를 할 수 없다. 접착제가 완전하게 침투하지 못한 일부분들은 물리적 결합력을 감소시킬 수 있다. 따라서 레이저 표면처리를 위한 최적화된 깊이 측정을 위한 연구가 향후에 필요하다.
|
Fig. 3 Sample of laser induced line type scribes and their pattern on one side of adherend |
|
Fig. 4 Images of laser affected regions on the CFRP surfaces for
varied number of laser shot |
|
Fig. 5 Effect of the number of laser shot on the shear strength
of adhesive bonded CFRP |
|
Fig. 6 Bonded surface of fractured specimen in shear test
according to the number of laser shots |
|
Fig. 7 Effect of the number of laser angle on the shear strength
of adhesive bonded CFRP |
|
Fig. 8 Effect of the number of laser langth on the shear
strength of adhesive bonded CFRP |
|
Fig. 9 Comparison of the adhesive strength of the specimens
by the optimized laser surface treatment condition and
the specimens by the polishing surface treatment |
|
Fig. 10 Bonded surface of fractured specimen in shear test
according to the number of laser shots |
레이저 표면처리를 통해 일정하게 배향된 패턴의 조도를 이용하여 CFRP/CFRP 복합재 조인트의 접착 강도 성능에 대한 실험적 연구를 수행하였다. CFRP/CFRP 복합재 조인트의 접착 강도는 레이저 표면처리에 의한 접착면에서 얻을 수 있는 기계적 결합 메커니즘에 의해 강화되었다. 본 연구를 통해 다음과 같은 결론들을 요약할 수 있다.
각각의 조도를 형성하기 위한 레이저 샷의 수와 그에 따른 조도의 깊이가 접착 강도에 미치는 영향을 조사했다. 접착 강도의 증가를 위해서는 CFRP 표면에 최적화된 레이저 샷의 수와 조도 깊이가 구성되어야 한다.
또한 인장방향에서의 전단응력을 고려할 때, 접착층의 파단 경로를 길어지게 하는 45°의 방향의 조도가 접착강도의 증가를 야기했다. 그러나 레이저에 의한 조도의 길이는 접착 강도에 크게 영향을 주지 못했다.
요약하면 레이저를 이용한 접착면의 표면처리는 기계적 결합 메커니즘을 확보하고 CFRP 접착 조인트의 접착 강도를 향상시키는 적합한 방법이라는 결론을 도출할 수 있다. 레이저 처리를 이용한 이점을 완전히 이용하기 위해서는 최적화된 레이저 공정 변수에 대한 연구가 반드시 필요하다.
본 연구는 산업통산자원부의 소재부품기술개발-소재부품패키지형 사업의 열경화성/열가소성 하이브리드 탄소섬유 복합소재 및 이를 이용한 경량차체 Sub-Frame Assy CTR 개발 과제의 지원으로 수행되었음(과제 번호: 10077480).
- 1. Löbel, T., Holzhüter, D., Sinapius, M., and Hühne, C., “A Hybrid Bondline Concept for Bonded Composite Joints,” International Journal of Adhesion and Adhesives, Vol. 68, 2016, pp. 229-238.
-

- 2. Guo, X., Guan, Z.D., Nie, H.C., Tan, R.M., and Li, Z.S., “Damage Tolerance Analysis of Adhesively Bonded Composite Single Lap Joints Containing a Debond Flaw,” The Journal of Adhesion, Vol. 93, No. 3, 2017, pp. 216-234.
-
- 3. Liu, S., Cheng, X., Zhang, Q., Zhang, J., Bao, J., and Guo, X., “An Investigation of Hygrothermal Effects on Adhesive Materials and Double Lap Shear Joints of CFRP Composite Laminates,” Composites Part B: Engineering, Vol. 91, 2016, pp. 431-440.
-
- 4. Luo, H., Yan, Y., Zhang, T., and Liang, Z., “Progressive Failure And Experimental Study of Adhesively Bonded Composite Sin-gle-lap Joints Subjected to Axial Tensile Loads,” Journal of Adhesion Science and Technology, Vol. 30, No. 8, 2016, pp. 894-914.
-
- 5. Ungureanu, D., Taranu, N., Lupasteanu, V., Rosu, A.R., and Mihai, P., “The Adhesion Theories Applied to Adhesively Bonded Joints of Fiber Reinforced Polymer Composite Elements,” Buletinul Institutului Politehnic din lasi. Sectia Constructii, Arhitectura, Vol. 62, No. 2, 2016, pp. 37.
- 6. Wegman, R.F., and Van Twisk, J., Surface Preparation Techniques for Adhesive Bonding, W. Andrew, Ed., Elsevier, USA, 2012.
- 7. Adams, R.D., Adhesive Bonding: Science, Technology and Applications, Woodhead Publishing Limited, England, 2005.
- 8. Kwon, D.J., Park, S.M., Park, J.M., and Kwon, I.J., “A Study on Bonding Process for Improvement of Adhesion Properties Between CFRP-Metal Dual Materials,” Composites Research, Vol. 30, No. 6, 2017, pp. 416-421.
-
- 9. Deng, S., Djukic, L., Paton, R., and Ye, L., “Thermoplastic–epoxy Interactions and Their Potential Applications in Joining Compo-site Structures–A Review,” Composites Part A: Applied Science and Manufacturing, Vol. 68, 2015, pp. 121-132.
-
- 10. Gude, M.R., Prolongo, S.G., and Ureña, A., “Adhesive Bonding of Carbon Fibre/epoxy Laminates: Correlation between Surface and Mechanical Properties,” Surface and Coatings Technology, Vol. 207, 2012, pp. 602-607.
-
- 11. Bénard, Q., Fois, M., and Grisel, M., “Influence of Fibre Reinforcement and Peel Ply Surface Treatment Towards Adhesion of Com-posite Surfaces,” International Journal of Adhesion and Adhesives, Vol. 25, No. 5, 2005, pp. 404-409.
-
- 12. Cho, T.M., Choo, Y.S., Lee, M.J., Oh, H.C., Lee, B.C., Park, T.H., and Shin, Y.S., “Effect of Surface Roughness on the Adhesive Strength of the Heat-resistant Adhesive RTV88,” Journal of Adhesion Science and Technology, Vol. 23, No. 15, 2009, pp. 1875-1882.
-
- 13. Encinas, N., Oakley, B.R., Belcher, M.A., Blohowiak, K.Y., Dillingham, R.G., Abenojar, J., and Martínez, M.A., “Surface Modifica-tion of Aircraft Used Composites for Adhesive Bonding,” International Journal of Adhesion and Adhesives, Vol. 50, 2014, pp. 157-163.
-
- 14. Wu, G.M., Shyng, Y.T., Kung, S.F., and Wu, C.F., “Oxygen Plasma Processing and Improved Interfacial Adhesion in PBO Fiber Reinforced Epoxy Composites,” Vacuum, Vol. 83, 2009, pp. S271-S274.
-
- 15. Leone, C., and Genna, S., “Effects of Surface Laser Treatment on Direct Co-bonding Strength of CFRP Laminates,” Composite Structures, Vol. 194, 2018, pp. 240-251.
-
- 16. Oliveira, V., Sharma, S.P., De Moura, M.F.S.F., Moreira, R.D.F., and Vilar, R., “Surface Treatment of CFRP Composites Using Femtosecond Laser Radiation,” Optics and Lasers in Engineering, Vol. 94, 2017, pp. 37-43.
-
- 17. Fischer, F., Kreling, S., and Dilger, K., “Surface Structuring of CFRP by Using Modern Excimer Laser Sources,” Physics Procedia, Vol. 39, 2012, pp. 154-160.
-
- 18. Yokozeki, T., Ishibashi, M., Kobayashi, Y., Shamoto, H., and Iwahori, Y., “Evaluation of Adhesively Bonded Joint Strength of CFRP with Laser Treatment,” Advanced Composite Materials, Vol. 25, No. 4, 2016, pp. 317-327.
-
- 19. Wang, H.Q., Sun, J.S., Li, C.N., Geng, S.N., Sun, H.G., and Wang, G.L., “Microstructure and Mechanical Properties of Molyb-denum–iron–boron–chromium Cladding Using Argon arc Welding,” Materials Science and Technology, Vol. 32, No. 16, 2016, pp. 1694-1701.
-
- 20. Tao, R., Alfano, M., and Lubineau, G., “Laser-based Surface Patterning of Composite Plates for Improved Secondary Adhesive Bonding,” Composites Part A: Applied Science and Manufacturing, Vol. 109, 2018, pp. 84-94.
-
- 21. Davis, G.D., “Surface Treatment of Aluminum and Titanium: From Basic Research to Production Failure Analysis,” Surface and Interface Analysis, Vol. 17, No. 7, 1991, pp. 439-447.
-
 This Article
This Article
-
2020; 33(6): 371-376
Published on Dec 31, 2020
- 10.7234/composres.2020.33.6.371
- Received on Oct 30, 2020
- Revised on Dec 2, 2020
- Accepted on Dec 7, 2020
Services
Shared
Correspondence to
- Mongyoung Huh
-
Korea Institute of Carbon Convergence Technology, Jeonju 54853, Korea
- E-mail: herpoly@kctech.re.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr