





- Selective Laser Melting of Metal Matrix Composites: A Review of Materials and Process Design
Min-Kyeom Kim*,1, Taehwan Kim*,1, Ju-won Kim*, Dongwon Kim*, Yongjian Fang*, Jonghwan No*,**, Jonghwan Suhr*‚***†
* Department of Mechanical Engineering, Sungkyunkwan University, Suwon 16419, Korea
** Global Technology Center (GTC) Mold Solution, Samsung Electronics, Kwangju 61010, Korea
*** Department of Polymer Science & Engineering, Sungkyunkwan University, Suwon 16419, Korea- 레이저로 적층 제조한 금속 기지재 복합재료의 설계 및 제조 연구동향
김민겸*,1 · 김태환*,1 · 김주원* · 김동원* · 방영젠* · 노종환*,** · 서종환*,***†
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Metal matrix composites (MMCs) were widely used in various industries, due to the excellent properties: high strength, stiffness, wear resistance, hardness, thermal conductivity, electrical conductivity, etc. With additive manufacturing (AM) technology rapidly developed, AM MMCs have been actively investigated thanks to the cost- and time-saving manufacturing. However, several issues still need to be addressed before fabricating AM MMCs. Here, several types of MMCs were introduced and MMCs’ design methods to tackle the issues were suggested in a powder bed fusion (PBF) technique. The paper could come up with a guideline for the material and process design of MMCs in the PBF technique
금속 기지재 복합재료들(MMCs, Metal matrix composites)은 우수한 기계적 물성(강성, 강도, 마모 저항성, 경도 등)과 뛰어난 특성(열전도, 전기전도도, 부식 저항 등)으로 다양한 산업군에 활용되고 있다. 적층제조 기술이 발달함에 따라 복잡한 형상을 시간과 비용을 절약하여 제조할 수 있다는 이점으로, 적층 제조한 MMCs에 관한 연구가 활발하게 이루어지고 있다. 하지만 MMCs를 적층 제조할 경우, 다양한 원인들에 의해 여러 문제들이 발생할 수 있다. 따라서 본 연구에서는 다양한 MMCs의 특징들을 소개하고, 위의 문제들이 발생하는 원인을 고찰하여 소재와 Powder bed fusion (PBF) 공정 설계 관점에서 해결책을 제시하고자 한다. 본 논문은 향후 PBF 방식으로 적층 제조한 MMCs를 개발할 때 설계 및 제조 가이드라인을 제시하여 줄 수 있을 것이다
Keywords: 금속 기지재 복합재료(Metal matrix composites), 적층제조(Additive manufacturing), 설계(Design), 품질(Qualities), 기계적 물성(Mechanical properties)
금속 기지재 복합재료(MMCs, Metal matrix composites)란 티타늄(Ti), 알루미늄(Al), 니켈(Ni), 철(Fe) 등을 기지재(Matrix)로 하여 SiC, TiC, TiB, Al2O3 등의 세라믹과 탄소나노튜브(CNT, Carbon nanotube), 그래핀(Gr, Graphene), 그리고 몰리브덴(Mo), 텅스텐(W) 등의 금속을 보강재로 한 복합소재이다[1-5]. 이러한 금속 기지재 복합재료는 기존 소재의 기계적 물성 혹은 열적 특성을 향상시켜 항공우주, 선박, 자동차 등 고부가가치를 창출하는 산업에 적용할 수 있다.
MMCs의 기지재인 티타늄, 알루미늄, 니켈 등의 금속과 이들의 합금은 산업에서 전반적으로 활용되고 있다. 그 예로, Ti과 그 합금은 경량, 높은 비강성, 화학적 저항성, 생체적합성을 지니어 구조, 화학, 석유화학, 해양, 생의학 분야에서 많이 활용되고 있으며, 알루미늄과 알루미늄 합금 역시 가벼운 무게, 뛰어난 열전도 특성으로 자동차, 항공, 광물 가공 등에 활용되고 있다[6-8]. 또한, 니켈과 니켈 합금은 고온에서의 우수한 기계적 마찰 특성을 보여 항공, 해양, 터빈 엔진에 널리 적용되고 있다[9]. 이외에도 많은 금속 및 합금들이 산업 전반에 적용되고 있다.
위 금속들을 기지재로 활용하는 MMCs는 티타늄, 알루미늄, 니켈, 철 기반 MMCs가 주로 활용되며, 그중에서 Ti MMCs는 높은 강성과 경량화를 요구하는 비행체의 엔진과 기체, 동력 전달 장치, 자동차, 스포츠 산업 등에 활용된다 [7,10-13]. Al MMCs는 가벼운 무게, 우수한 열적/전기적 전도성, 강성과 부식 저항 특성을 보여, 자동차, 항공, 비행, 화물, 해양, 철로, 포장, 열 관리(Thermal management) 시스템, 건설 건축, 스포츠 등 전반적인 산업에 활용된다. 니켈 MMCs는 기존 니켈 합금 대비, 낮은 밀도와 우수한 고온 물성을 지니어, 펌프, 밸브, 해양, 항공 산업 등에 활용된다[8,14,15].
이러한 MMCs는 티타늄, 알루미늄, 니켈과 같은 금속들을 세라믹이나 탄소(C), 그래핀 등의 보강재를 합성하여 주로 주조 또는 분말야금(Powder metallurgy) 방식으로 제작된다[9,16]. 금속 기지재에서의 보강재 첨가는 금속 기지재의 미세결정을 강화하고, 결정 경계와 보강재들 사이의 강한 결합이 복합재의 강성을 증가시키는 등, 여러 메커니즘으로 기계적 물성을 향상시킬 수 있다[17-19]. 하지만, 앞서 언급한 기존의 제조공법들은 그 과정이 복잡하여 많은 시간을 요하고, 값비싼 주물이 필요하며, 공정 시 결정 크기가 불균일해지는 문제점이 있다. 게다가 제작 공정 온도가 낮아 입자와 입자 간 계면 접착력이 약화되고, 이로 인해 물성이 감소하는 현상도 발생하며 이를 해결하기 위한 후처리(표면 또는 열처리)가 필요하기도 하다[16].
현재 앞서 언급한 MMCs의 장점 덕분에, 금속 분말을 활용하는 금속 적층제조 기술에서도 MMCs를 적층제조에 활용하는 연구가 진행되고 있다. MMCs를 적층제조할 경우 MMCs의 분말이 유동성과 레이저 흡수성을 높여 강성, 강도, 피로 수명, 마모 저항성, 경도 등의 기계적 물성을 향상 시킬 수 있다[20]. 하지만, 적층제조 공정을 적절하게 설계하지 않을 경우, 금속 기반의 MMCs의 적층제조 도중 여러 문제점이 발생한다. Entrapped gas, Lack of fusion, Keyhole mode에 의한 기공 발생 현상, 기판(Baseplate) 또는 이전 적층부(Layer) 소재 및 공정조건에 따라 습윤성(Wettability)이 낮아 발생하는 Balling 현상, Stair step effect나 불충분한 분말 용융으로 인해 표면 조도가 높은 현상, 잔류응력으로 인한 균열 발생 현상이 그 예이다[21-26].
금속 적층제조는 주로 레이저를 이용하는 Powder bed fusion (PBF) 기법을 활용하며, 레이저 출력, 레이저 직경, 스캔 속도(Scan speed), 분말 적층 두께(Powder layer thickness), 경로 간 간격(Line spacing), 스캔 패턴(Scan pattern) 등 고려해야 할 공정 변수가 많아 출력 결과물의 품질을 예측하는 데 어려움이 있다[27]. 이외에도 낮은 열전도율, 높은 chemical affinity로 인해 예측하지 못한 화학적 반응이나 가공성에 영향을 미치는 등, 여러 문제들이 발생할 수 있다[28]. 그럼에도 불구하고 금속 적층제조 기술은 형상 자유도가 기존 공법에 비해 뛰어나기 때문에, 적절하게 공정 및 소재가 설계된다면, 기존 공법으로 제작이 불가능한 복잡한 제품들을 시간과 비용을 절감하여 생산 가능할 것이다, 이를 통해 향후 MMCs가 항공, 우주, 자동차, 의료 등 전반적인 산업에 활용될 수 있을 것으로 기대된다[29].
본문에서는 MMCs를 적층 제조할 시 발생하는 문제점들을 논의하고, 극복 방안을 소재 설계 및 제조 관점으로 제시하고자 한다. 높은 정밀도와 복잡한 형상 구현이 가능한 PBF 방식의 적층제조 공정에서 발생하는 문제점들을 다루고, 소재 및 공정설계 시 고려해야 할 변수들을 고려한 향후 연구 방향을 제시하고자 한다.
2.1 MMCs/기지재/보강재 종류 및 특징
MMCs에 주로 사용되는 기지재는 티타늄, 알루미늄, 니켈 등의 순금속과 그 합금이 있다. 티타늄은 높은 비강도와 내부식성, 생체 적합성으로 인해 항공 및 의료용으로 사용되며 보강재의 첨가를 통해 경도와 내마모성을 개선할 수 있다[9]. 알루미늄은 낮은 밀도와 연성으로 항공 및 자동차 산업 전반에 사용되고 있으며 보강재를 통해 높은 강도 및 강성과 낮은 열팽창 계수를 달성할 수 있다[30]. 또한, 니켈은 기반 소재보다 고온 특성이 탁월하다[2].
MMCs의 보강재로는 SiC, AlN, Al2O3, SiO2와 같은 세라믹 등이 주로 사용되며, 탄소나노튜브 또는 그래핀 같은 탄소 기반 소재, 그리고 몰디브덴과 텅스텐 같은 금속 소재와 실리콘(Si) 등의 순물질을 사용하기도 한다[27,31]. PBF 방식 적층 제조 시 기지재와 보강재를 분말(Powder) 형태가 아닌 섬유(Fiber), 판(Plate), Whisker형을 활용할 경우 응집(Agglomeration) 현상으로 인한 품질저하 문제를 발생시킬 수 있다[32-38]. 따라서 PBF 방식으로 MMCs를 적층 제조할 시, 품질 확보 측면에서 구형의 금속 기지재와 보강재가 주로 활용되고 있다.
MMCs는 다른 복합소재들과는 달리 고온, 습기, 방사선, 열/전기 전도성, 기계적 물성 등에서 탁월한 이점을 보인다[39]. 대표적으로 앞서 언급한 티타늄, 알루미늄, 니켈 기반의 MMCs 중에서, 티타늄 MMCs는 우수한 경량 특성을 보이며, 알루미늄 MMCs는 경량, 부식 저항성, 높은 강성, 열/전기 전도성을 보이고, 니켈 MMCs는 기존 니켈 소재/합금보다 고온 상태에서의 우수한 물성을 지닌다[7,8,10-15].
하지만, 기지재와 보강재 간 열팽창계수, 용융점(Melting point) 등의 물성 차이가 심할 경우, 계면에서의 응력장(Stress field) 형성으로 인해 균열과 박리 등이 발생할 수 있다. 또한, 불균일한 보강재 입자들로 인해 소성 항복이 발생하여 소재 내부에 잔류 응력이 발생하기도 한다[32]. 기지재와 보강재 간 호환성(Compatibility)이 좋지 않은 경우 제조 공정 중에 서로 분리되거나 기계적/열적 물성이 저하되는 현상이 발생한다[40,41]. 구형이 아닌 보강재나 분산성이 낮은 보강재는 부분적으로 보강재들이 응집되어 품질 및 물성저하 문제를 야기시킨다[32-38]. 이러한 문제들을 방지하기 위해 사전에 MMCs의 기지재 및 보강재 특성과 둘 사이의 호환성을 이해한 후, 설계하는 것이 중요하다.
2.2 보강재의 형상/크기 설계방안
MMCs의 특성 및 기지재의 물성 향상 정도는 보강재의 종류, 형상, 크기에 크게 의존한다. 보강재 형상은 대표적으로 구형, 판형, 섬유형, Whiker형이 있으며, PBF 제조공정에 활용되는 보강재 크기는 나노(Nano)에서 마이크로(Micro) 스케일에 이르기까지 다양하다. MMCs 물성 향상을 위해서 적층 품질을 확보하고 물성향상 메커니즘을 역학적으로 이해한 후, 적절하게 보강재를 설계해야 한다. 따라서 본문에서는 보강재 형상 및 크기에 따른 MMCs의 적층 품질과 파단 메커니즘을 논의하고자 한다.
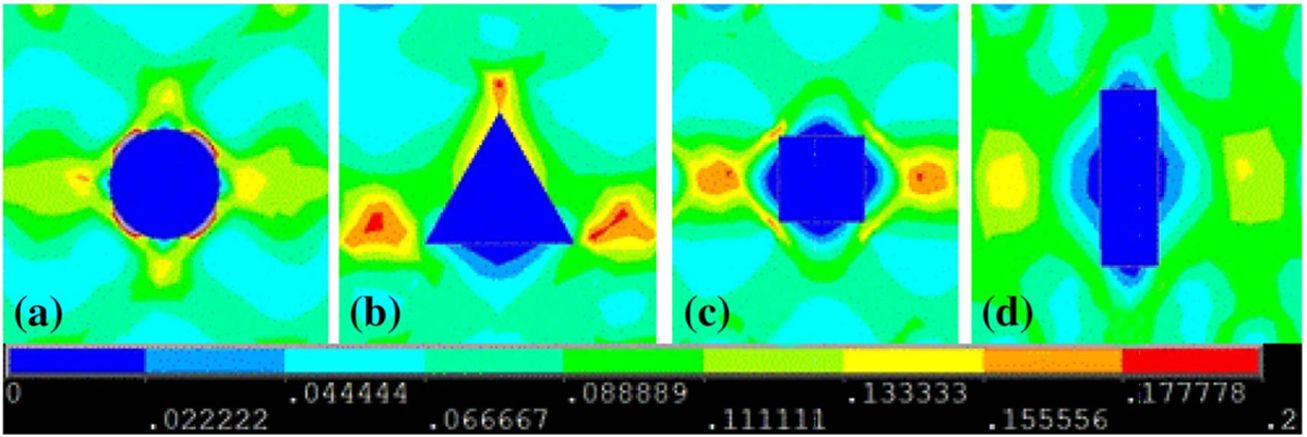
보강재 형상 및 크기는 MMCs에서 기지재의 노치형상(Notch geometry)를 결정하여 보강재 주위의 응력장을 변화시킨다. 이는 보강재와 기지재 간 Debonding 지점(point) 및 응력(Stress) 변화에 영향을 준다[42]. A Paknia는 수치적으로 보강재 형상이 응력장 및 계면에서의 Debonding에 영향을 미치는 메커니즘을 유한요소해석 모델을 통해 정량적으로 분석하였다[42]. Fig. 1에서 보여지듯 SiC 보강재의 형상(원형, 삼각형, 사각형, 기둥형)에 따라 6061 Al에서 Debonding 지점 및 응력이 변화하는 것을 확인할 수 있다. 본 연구의 수치해석 결과에 따르면 von Mises 응력분산이 좋은 기둥형, 정사각형, 삼각형, 원형 보강재 순으로 인장 물성 또한 좋은 것을 실험 및 해석을 통해 관측하였다(Fig. 1).
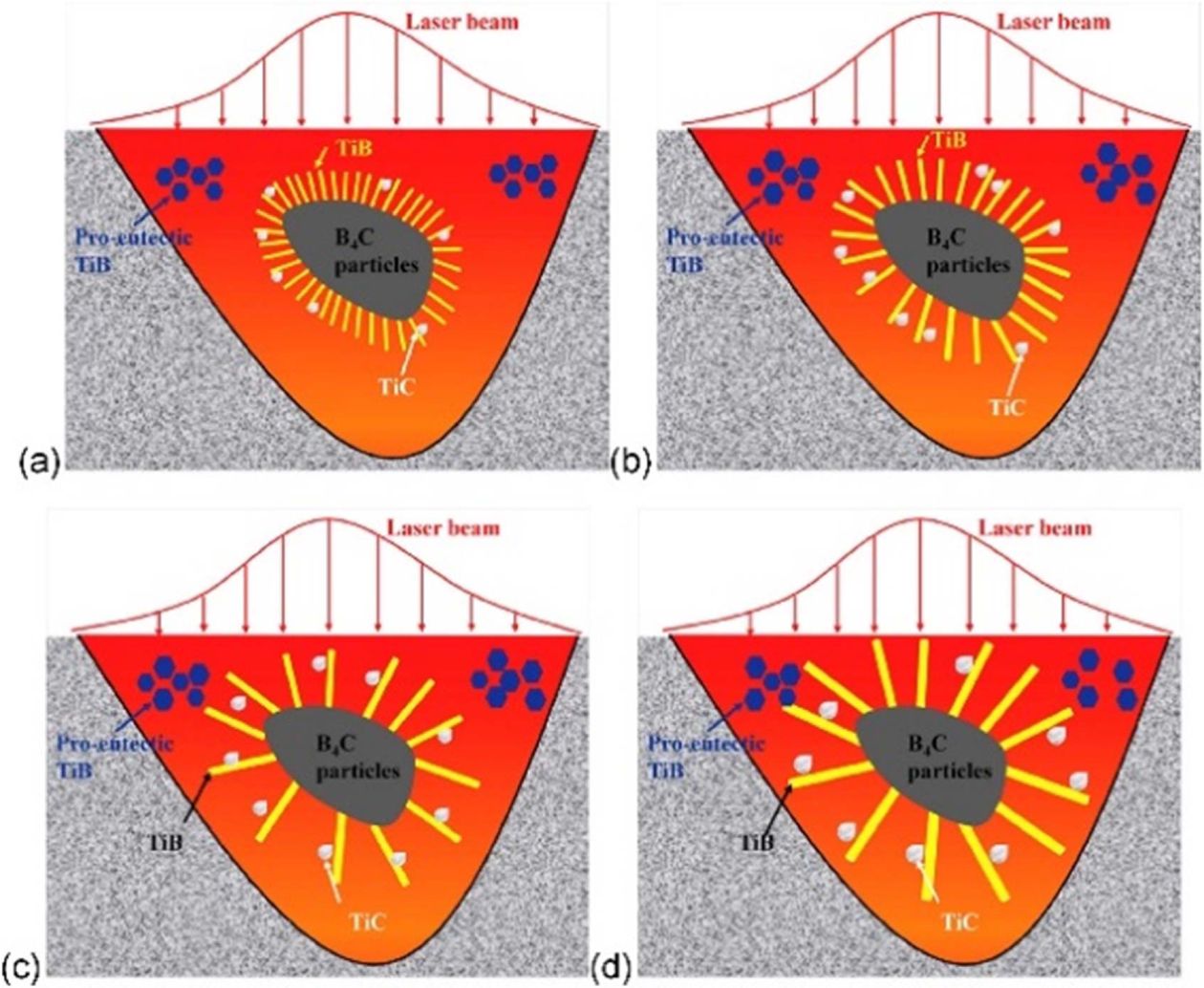
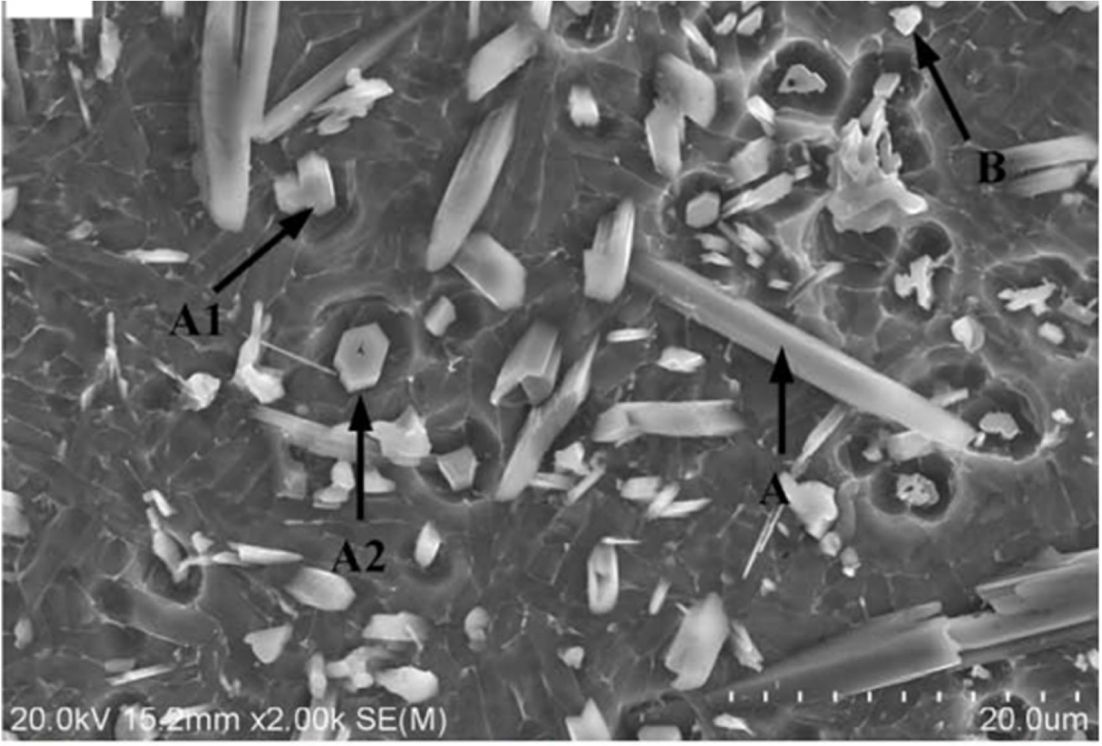
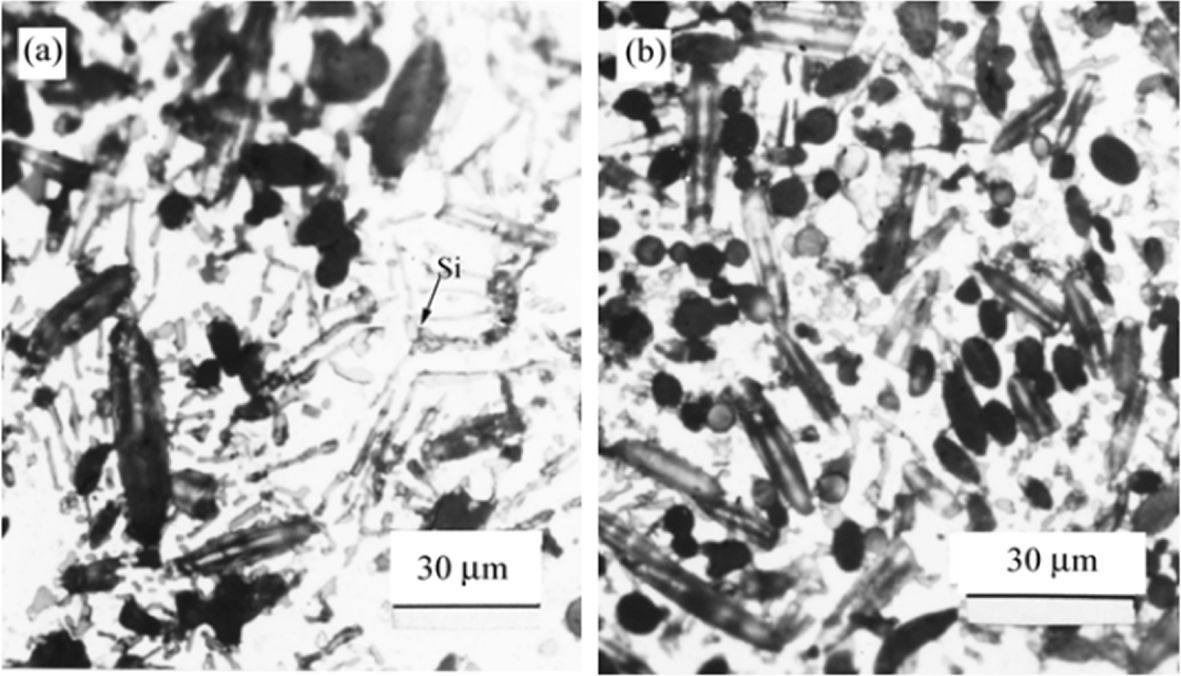
보강재 형상은 균열진전(Crack propagation)과 전위(Dislocation) 움직임에도 영향을 준다[43]. 구형 보강재는 금속 내 전위의 움직임을 방해하여 크립 저항성(Creep resistance) 또는 강도를 향상시킬 수 있고, 판형 보강재는 계면에서의 전위 방출로 연성을 향상시킬 수 있다[44,45]. 섬유형 보강재는 구와 판형의 중간 특성을 보이며, 이 외에도 용융풀 내 화학반응으로 생성된 Whisker 형태의 공정상(Eutectic phase)이 보강재 역할을 하기도 한다(Fig. 3, 4) [45-48]. 이는 MMCs의 경도 및 인장 물성을 향상시키고, 우수한 기지재-Whisker 계면 형성을 통해 잔류응력 등의 결함을 최소화할 수 있다.
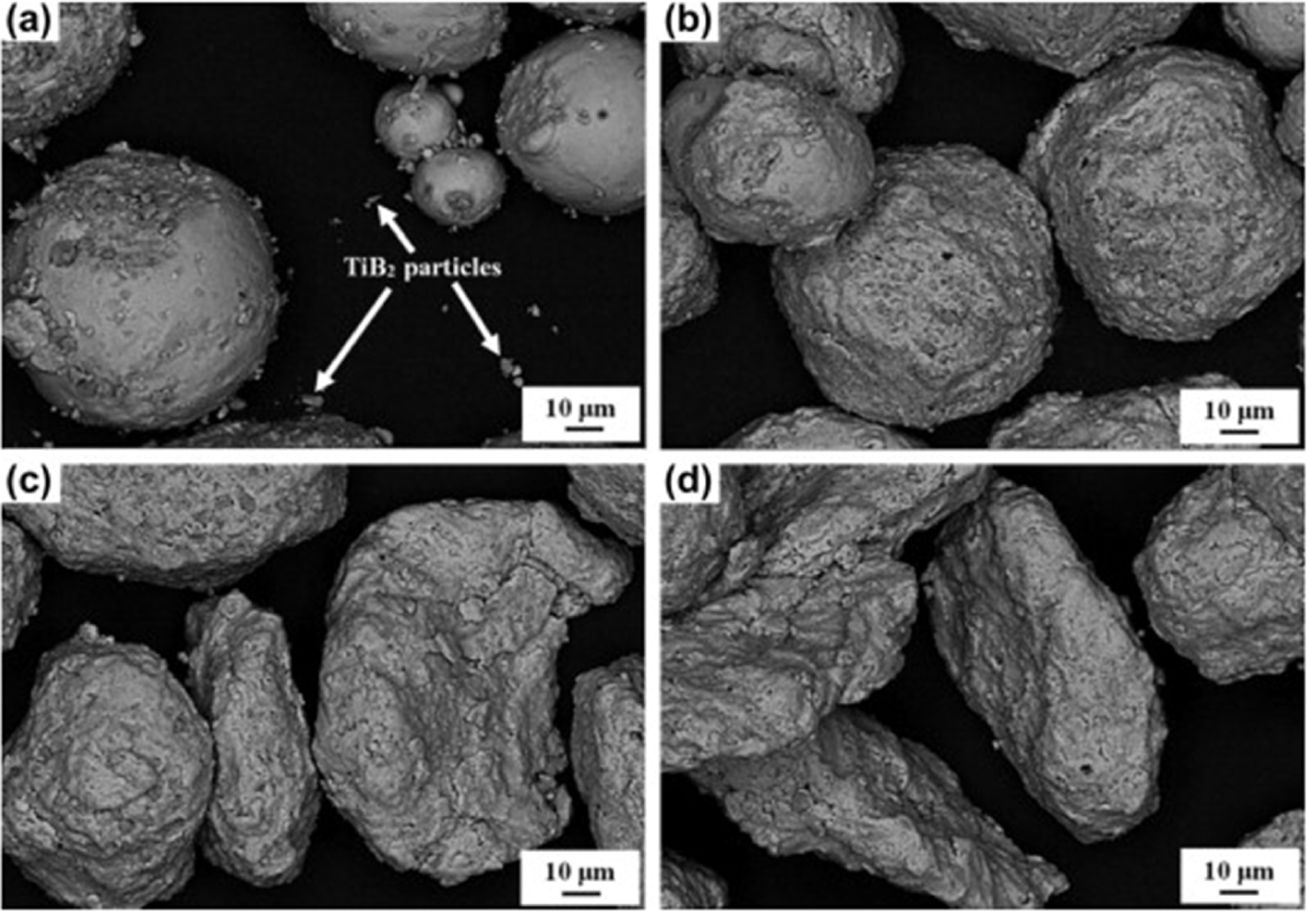
하지만 앞서 언급하였듯이 PBF 공정에서 구 형태의 분말이 아닌 보강재 및 기지재를 활용할 경우, 분말 도포 및 용융 도중 Fig. 5와 같이 응집 현상이 일어나 품질 및 물성을 저하시킨다[34-38]. 보강재 형상은 분말 패킹 밀도(Packing density) 및 도포(Powder spreading)율에 영향을 주기 때문에, 적층 품질을 결정하는 주요 변수 중의 하나이다[49]. 이에 PBF 공정에서는 품질을 향상시키기 위해 주로 구형의 분말을 활용하며, 불균일한 분말 형상을 이상적인 구 형상으로 제조하는 연구도 진행되고 있다[50]. 그 예로 적절한 볼 밀링(Ball milling) 공정조건을 설계하여 Fig. 6과 같은 불균일한 Ti-TiB2 분말 형상을 구 형상에 가깝게 개선하여 적층 품질 및 물성을 향상시킨 사례가 있다[21,51].
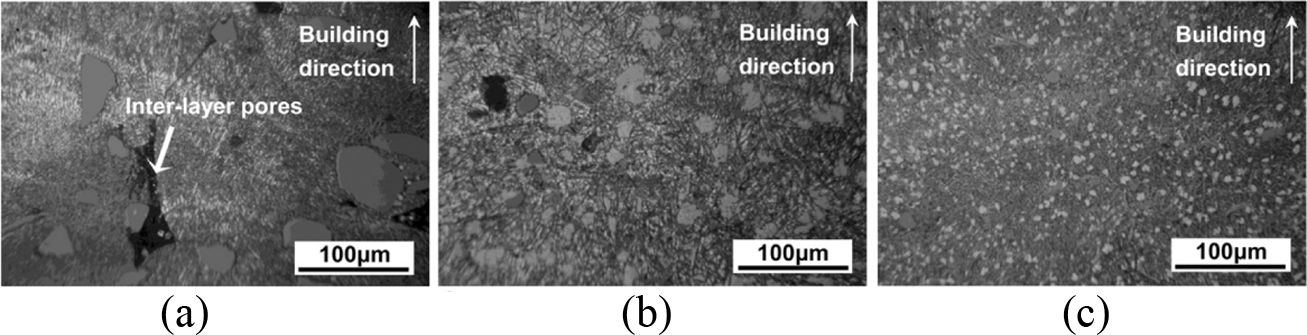
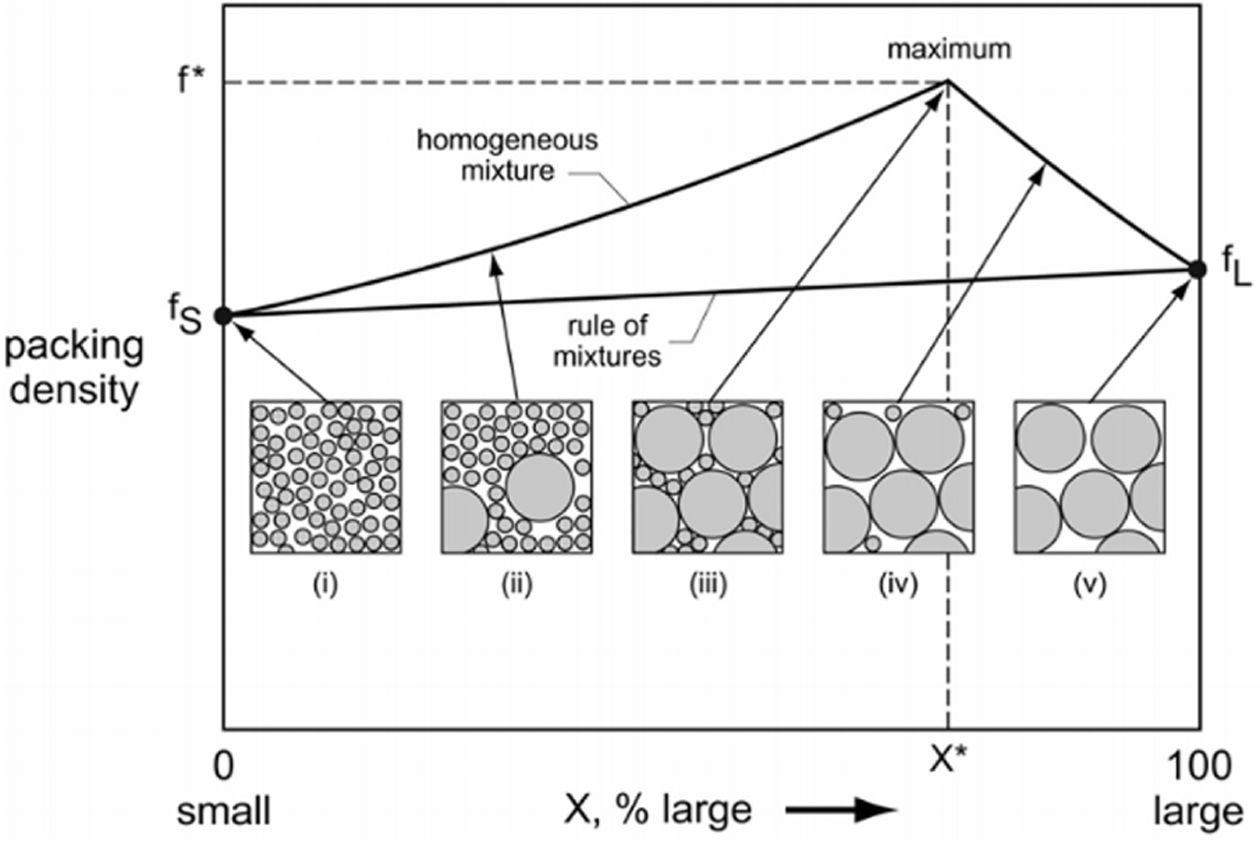
분말의 크기 또한 적층 품질을 결정짓는 분말 도포 균일도와 균열 진전 및 전위 움직임에도 주요한 영향을 미친다. 분말 도포 시 리코터 속도와 적층 두께뿐만 아니라 분말의 밀도와 직경 분포가 분말 유동성과 도포율을 결정한다[52-54]. Fig. 5에 보여지듯 보강재 분말의 평균 직경이 작을수록 분말 패킹 밀도(Packing density)가 커지므로 Fig. 7과 같이 기지재의 분말 사이의 공극을 감소시켜 기공 생성률을 감소시킨다[55]. 또한 평균 분말 입도가 작을수록 레이저 흡수율이 증가하여 Lack of fusion 현상을 방지할 수도 있다. 하지만 분말 사이 마찰 및 표면장력에 의한 습기 흡수(Water absorption) 등에 의해 분말 혼합(Blending) 및 도포 과정에서 응집 현상이 관측될 수도 있기에, 분말 혼합공정을 적절하게 설계하여야 한다[52,54]. 분말의 균일도 또한 Fig. 8에 보여지듯 균일한 입도 보다 불균일한 분말 입도 분포가 패킹 밀도뿐만 아니라 분말 유동성을 향상시킬 수 있다[53]. 따라서 불균일하고 평균 입도가 낮은 분말 형태의 기지재 및 보강재를 활용하여 적층제조를 할 경우 보다 좋은 품질의 출력물을 제조할 수 있을 것으로 판단된다.
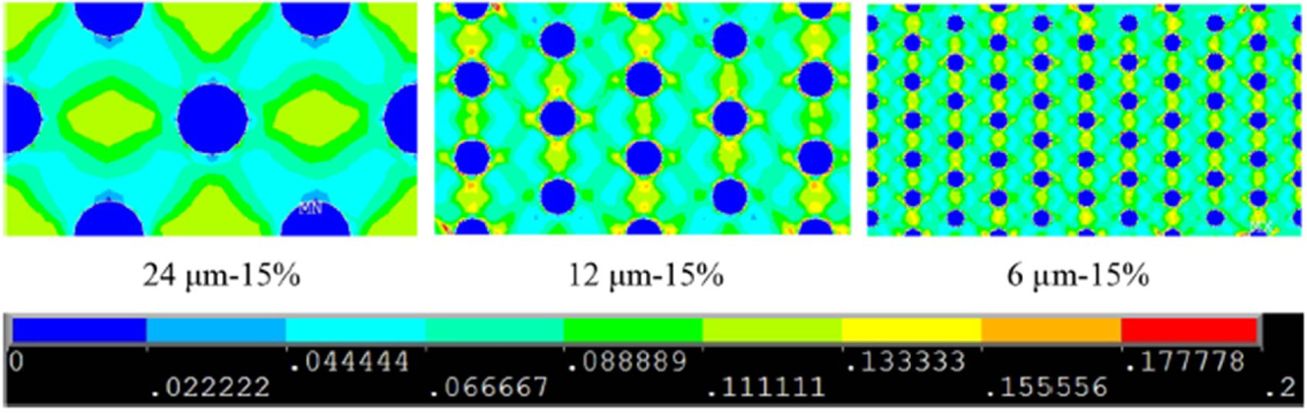
분말의 크기는 도포 균일도뿐만 아니라 보강재 주위의 응력장 형성에도 영향을 주어, 물성 향상을 위해 MMCs 설계 시 필수적으로 고려해야 할 변수이다[42]. Fig. 9와 같이 동일한 보강재의 부피분율 하에 보강재의 입자가 작을수록 인장 물성(강성, 강도)이 향상되는 것을 확인할 수 있다 [42]. Fig. 10은 보강재(SiC)의 강성/강도가 기지재(6061 Al) 보다 높고 보강재 분산성이 좋을 경우, 높은 부피분율이 MMCs의 강성/강도를 향상시키는 것을 보여준다. 이를 통해 보편적으로 MMCs의 보강재의 입자가 작고 입자 함유량이 많을수록 인장 물성이 향상되는 것을 확인할 수 있다[33,42]. 이는 동일한 보강재의 무게분율 하에, 작은 입도와 높은 보강재 함유량이 von Mises 분산성에 긍정적인 영향을 주기 때문이다(Fig. 11).
2.3 보강재 무게분율 설계방안
Rule of mixture는 기지재와 보강재의 충전율을 고려한 단순한 복합재료의 물성 예측모델로, 기지재와 보강재의 물성을 통해 MMCs의 물성을 예측할 수 있다[56]. A Paknia는 6061 Al 기지재(71.6 GPa 영률)에 10, 15, 20%의 TiC 보강재(400 GPa 영률)를 첨가하였을 때, 위 모델을 활용하여 MMCs의 영률(100.44, 120.86, 137.28 GPa) 향상 정도를 정량적으로 예측하였다[42]. 이처럼 기지재와 혼합되는 보강재의 무게분율을 기반으로 한 수치모델을 활용한다면 MMCs의 탄성율뿐만 아니라 항복 응력과 밀도 등도 예측할 수 있다.
그러나 위의 수치모델을 통해 보강재의 비율에 따른 물성을 예측하는 것은 기지재와 보강재간 상호작용을 통한 강화 메커니즘을 고려하지 않기 때문에, 실제 MMCs의 물성과 차이가 발생한다[57]. 따라서 분말 보강재의 무게, 부피분율에 따라 복합재료의 물성을 정확하게 예측하기 위해 Orowan 강화, Hall-Petch 강화, 전위 강화, 결정립 미세화등의 강화 메커니즘을 고려한 수치모델들이 개발되어왔다 [17,58,59]. 하지만 이러한 기법들은 PBF 적층 제조가 아닌 기존의 공법으로 제조된 MMCs를 위한 예측모델이다. PBF 공법은 기존 제조공법과 달리 불균일한(Heterogeneous) 미세조직과 결함(잔류응력, 기공 등)이 생성되기에, PBF 방식으로 적층 제조한 MMCs는 시행착오 방식으로 무게분율을 설계하는 실정이다[60].
앞서 언급하였듯이 보강재의 무게분율은 미세조직뿐만 아니라 균열 진전, 전위 움직임 등에도 영향을 주기에, 예측이 불가능하여 다양한 연구들에서 시행착오 방식으로 무게분율을 달리하여 MMCs를 설계하였다[61-63]. AlMangour 등은 SUS316L의 기지재와 입도가 50 nm와 1 mm인 TiC 보강재의 부피분율(5, 10, 15 vol%)을 달리하여, 구조적인 상변화(Phase transformation), 상대밀도(Relative density), 미세조직, 미세경도(Micro-hardness), 내마모성(Wear resistance) 등을 제어하였다[61].
열처리를 할 경우 보강재의 무게분율은 미세조직 재결정에도 영향을 준다[64,65]. Mandal 등은 SUS316L을 기지재에 그래핀 보강재의 무게분율을 달리하여 MMCs 시편들의 풀림(Annealing) 전/후 미세조직 변화를 관찰하였다[65]. 풀림 후 그래핀의 무게분율 0, 0.1, 0.2 wt% 순서대로 SUS316L 또는 MMCs 시편의 평균 결정 입도(Grain size)가 11.8, 14.3, 52.9% 상승하였다. 이는 그래핀 보강재가 열처리 도중 결정 형성(Grain nucleation) 및 성장(Grain growth)에 중심점 역할을 한 것으로 사료된다. 위와 같이 열처리를 통해 보강재 주위의 미세조직 재결정을 유도하여 MMCs의 특성 및 물성을 개선시킬 수도 있을 것이다.
MMCs를 설계할 때 앞서 언급한 기지재 및 보강재의 특성, 기지재와 보강재 간의 호환성을 고려하여, 사용환경에 적합한 소재 종류, 형상, 크기 및 무게분율을 설계하는 것이 중요하다. 이를 고려하여 MMCs를 설계한다면, 설계하고자 하는 물성에 적합한 기지재와 보강재 활용이 가능하여, 다양한 산업 분야에 적층제조한 MMCs가 적용 가능할 것으로 기대된다.
|
Fig. 1 Distribution of Von Mises Strain according to reinforcement morphology of Al6061/SiC (15%): (a) round, (b) triangle, (c) square, (d) rectangle [42] |
|
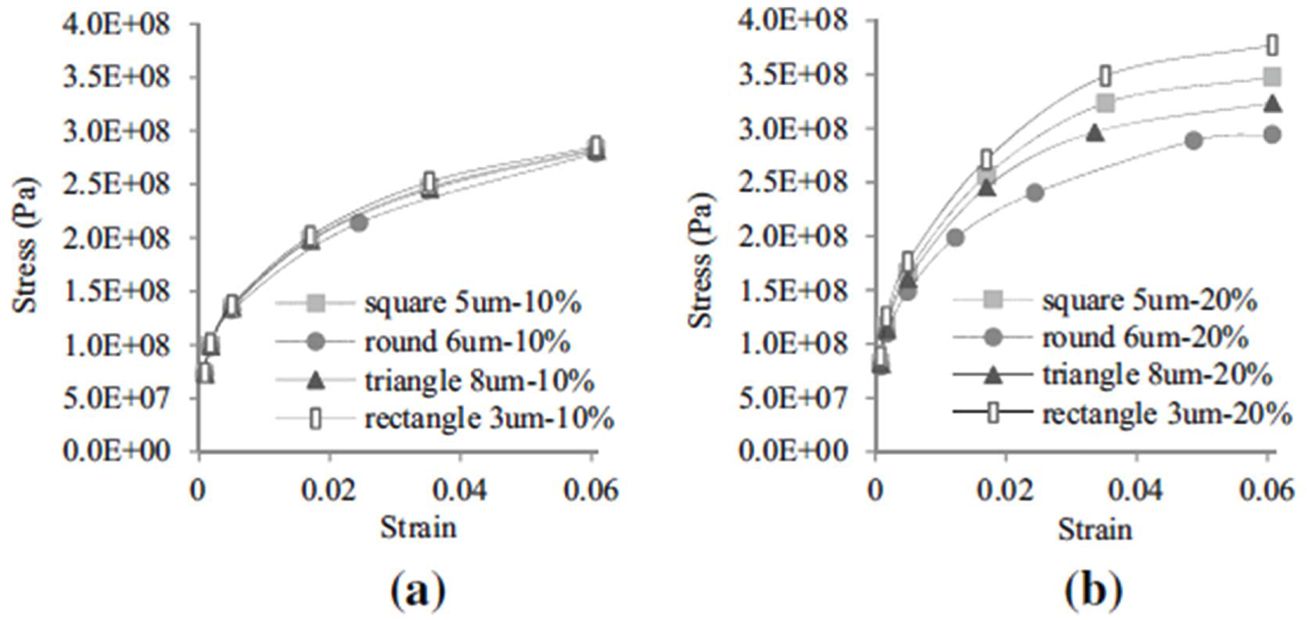
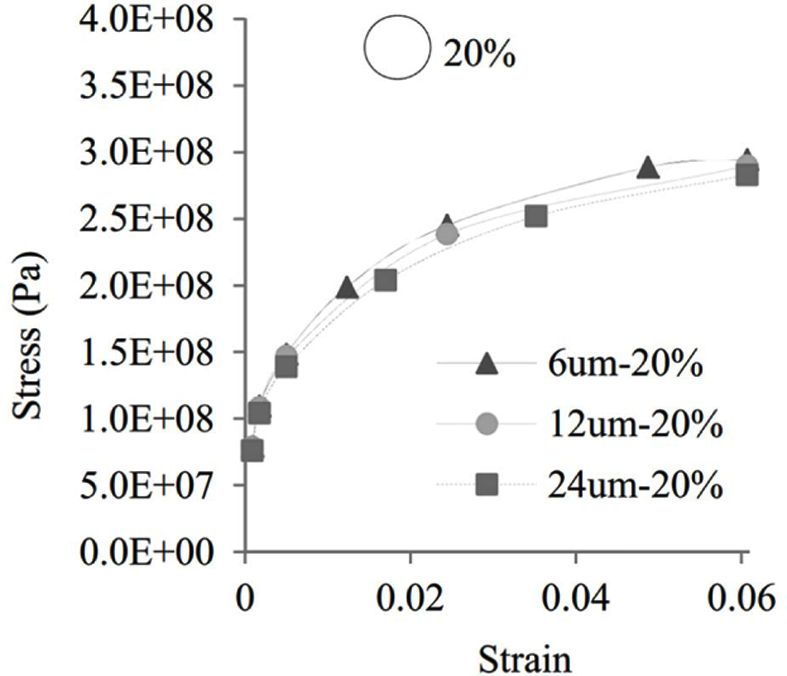
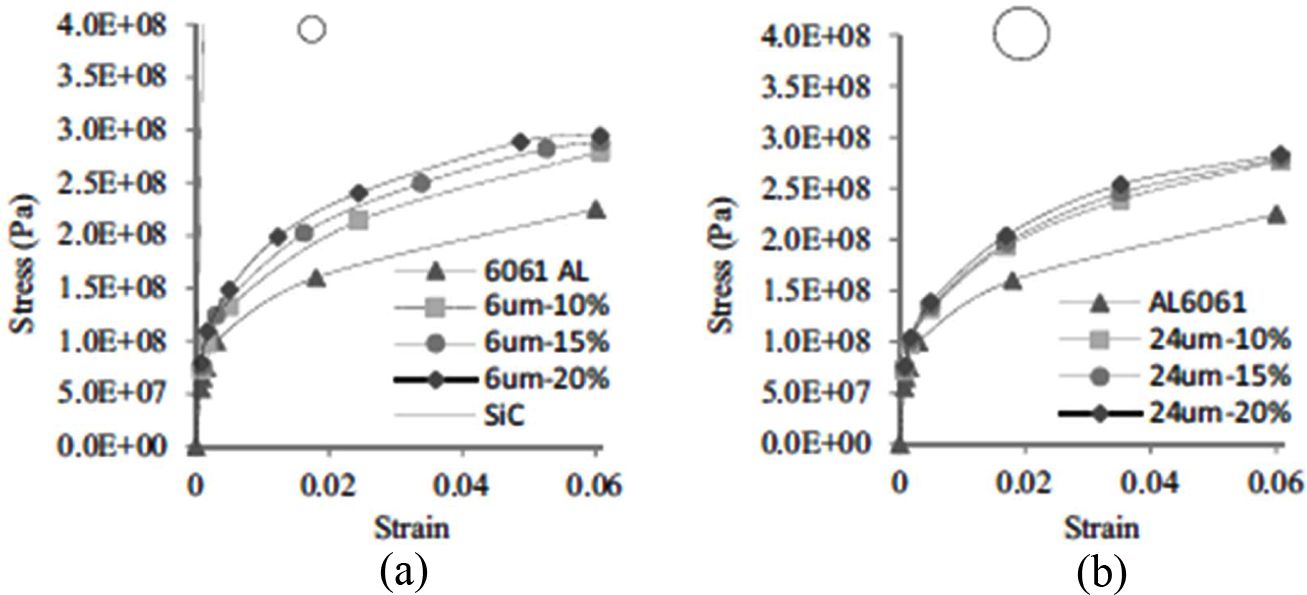
Fig. 2 Stress-strain curves for MMCs with large particles and (a) 10% and (b) 20% contents and varying reinforcement morphology [42] |
|
Fig. 3 The evolution mechanism of SLM-processed B4C/Ti composite parts’ reinforcement at variable laser power: (a) 125 W, 800 mm/s; (b) 150 W, 800 mm/s; (c) 175 W, 800 mm/s; (d) 200 W, 800 mm/s [46] |
|
Fig. 4 SEM morphology of TiC, TiB Whisker (A/A1/A2: TiB, B: TiC) inside Ti matrix [47] |
|
Fig. 5 Optical microstructures of Al-Si MMCs with different contents of Pr: (a) 0 wt.%; (b) 0.19 wt.%, and (c) 0.73 wt.% [36] |
|
Fig. 6 SEM backscatter electron images illustrating the particle morphology of Ti-TiB2 powders ball-milled for different times: (a) 1 h, (b) 2 h, (c) 3 h and (d) 4 h [51] |
|
Fig. 7 OM micrographs observed on the etched cross-sections of samples showing the variation of microstructural homogeneity of SLM-processed (Al4SiC4+SiC)/Al hybrid reinforced composites using different particle sizes of the starting SiC powder: (a) coarse SiC particles (D50=50 μm); (b) medium SiC particles (D50=15 μm); and (c) fine SiC particles (D50=5 μm) [52] |
|
Fig. 8 Packing density vs composition for bimodal mixtures of fine and coarse (large) spheres [53] |
|
Fig. 9 Stress-strain curves for Al6061/SiC MMC with 20% reinforcement contents with varying SiC particle diameter [42] |
|
Fig. 10 Stress-strain curves for Al6061/SiC MMC with varying volume percentage of SiC reinforcement [42] |
|
Fig. 11 von Mises total strain plot for Al6061/SiC MMC with 15% volume percentage of circular particles with varying particle diameter [42] |
3.1 PBF 적층제조 공정 특징 및 결함
PBF 적층 제조 시 고려해야 할 공정조건은 레이저 출력, 레이저 직경, 스캔 속도, 분말 적층 두께, 경로 간 간격, 스캔 패턴 등이 있다. PBF 공정을 설계하기 위해, PBF 적층 제조 시 부피당 에너지밀도인 Volume energy density (VED)를 설계변수로 설정하여 부품의 품질을 확보하고, 물성을 개선시키는 연구가 활발하게 진행되고 있다[27,66-69]. VED는 식 (1)로 표기될 수 있으며, P는 레이저 출력, v는 스캔 속도, h는 경로 간 간격, t는 분말 층의 두께를 의미한다[27].

조사하는 에너지양은 P에 비례하고 v에 반비례하며 에너지 밀도는 h 및 t에 반비례하기에, VED가 증가 또는 감소할 때 품질 및 물성도 비슷하게 개선되거나 저하되는 경향을 보인다. 일반적으로 VED가 증가할수록 일정 수준까지 출력물의 상대밀도는 증가하고, 미세조직은 미세한 주형결정(Fine columnar grain)을 지닌 비늘 형태(Fish-scale)에서 굵은 주형결정(Coarse columnar grain)을 지닌 판 형태로 변한다[66,67]. 이는 용융 부족(Lack of fusion) 현상이 높은 VED로 인해 개선되고, 높은 온도구배 및 응고율 때문이다 [68]. 따라서 VED 값에 따라 출력물(As-built product)의 품질 및 미세조직이 달라지기에, 출력물의 물성 또한 변하게 된다.
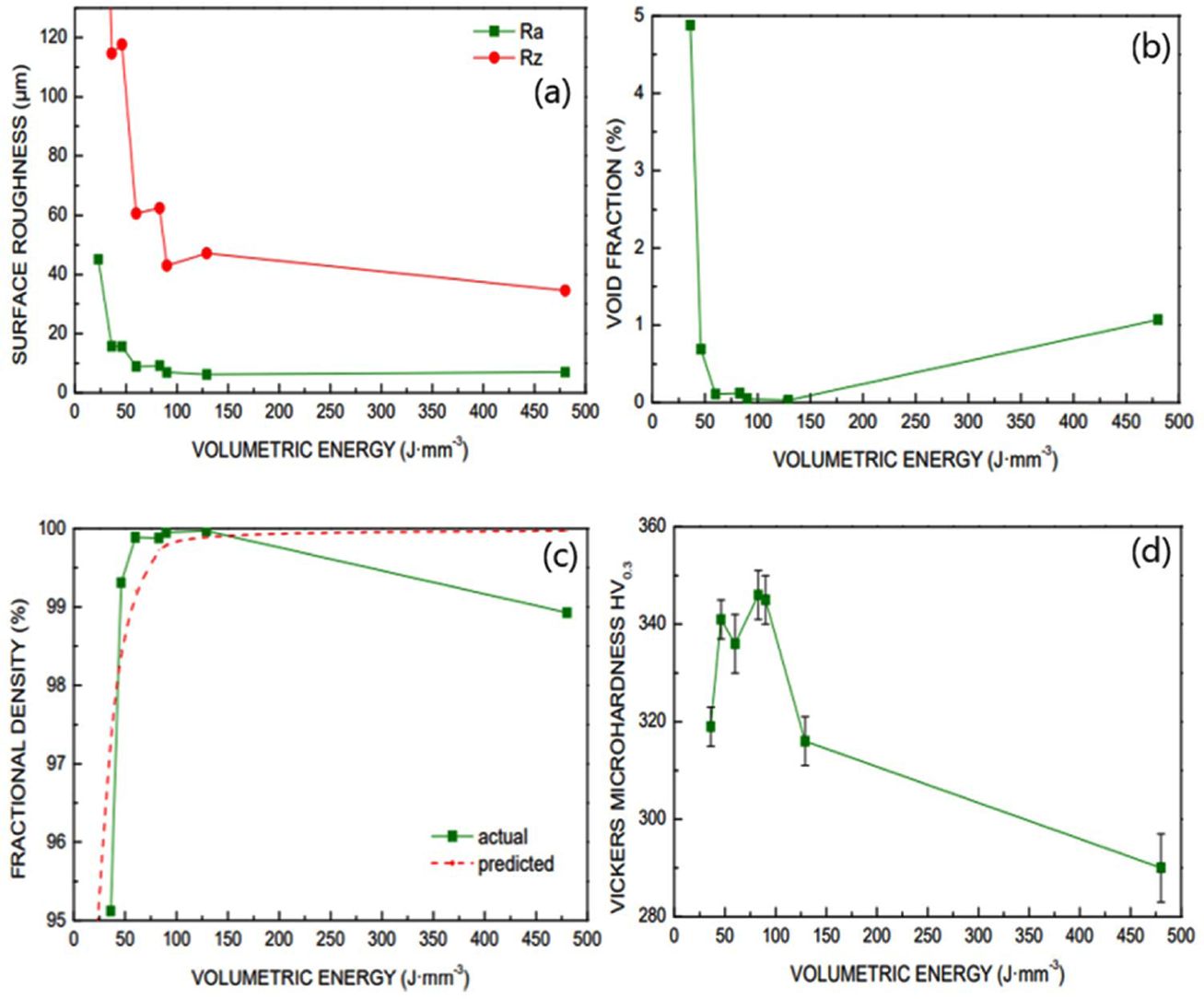
Fabrizia 등은 VED와 표면 거칠기(Surface roughness), 기공의 부피분율, 상대밀도, 비커스 경도와의 상관관계를 규명하였다[69]. 36 J/mm3부터 480 J/mm3 범위의 VED를 조사하였을 때 약 130 J/mm3 값을 기준으로, 낮은 VED에는 용융 부족 현상과 높은 VED에서는 키홀에 의한 공극(Keyhole induced pore) 형성으로 인해, 기공의 부피분율이 높아지고 상대밀도가 감소했다(Fig. 12). 비커스 경도 또한 130 J/mm3 부근에서 높은 상대밀도로 인해 증가하여, 위 공정조건에서 강성 및 강도도 향상될 것으로 추정된다.
VED를 설계변수로 설정하여 PBF 공정을 설계하는 것은 출력물의 품질을 단기간에 확보할 수 있는 이점이 있다. 하지만 동일한 VED 조건에도 P와 v에 따라 금속분말의 에너지 흡수율이 달라져 용융풀의 형상 및 크기가 변하게 된다 [70,71]. Q. Guo 등은 동일한 VED 조건에서도 P와 v에 따라 용융풀이 비용융 영역(no melt pool regime)에서 전도 영역(conduction regime), 전이 영역(transition regime)을 거쳐 키홀 영역(keyhole regime)으로 변화하는 것을 확인하였다[70]. 또한 용융풀 형상을 고려하여 Lack of fusion 현상을 예방할 수 있는 h와 t를 설계해야 높은 품질 및 물성을 지닌 부품을 제조할 수 있다[72].
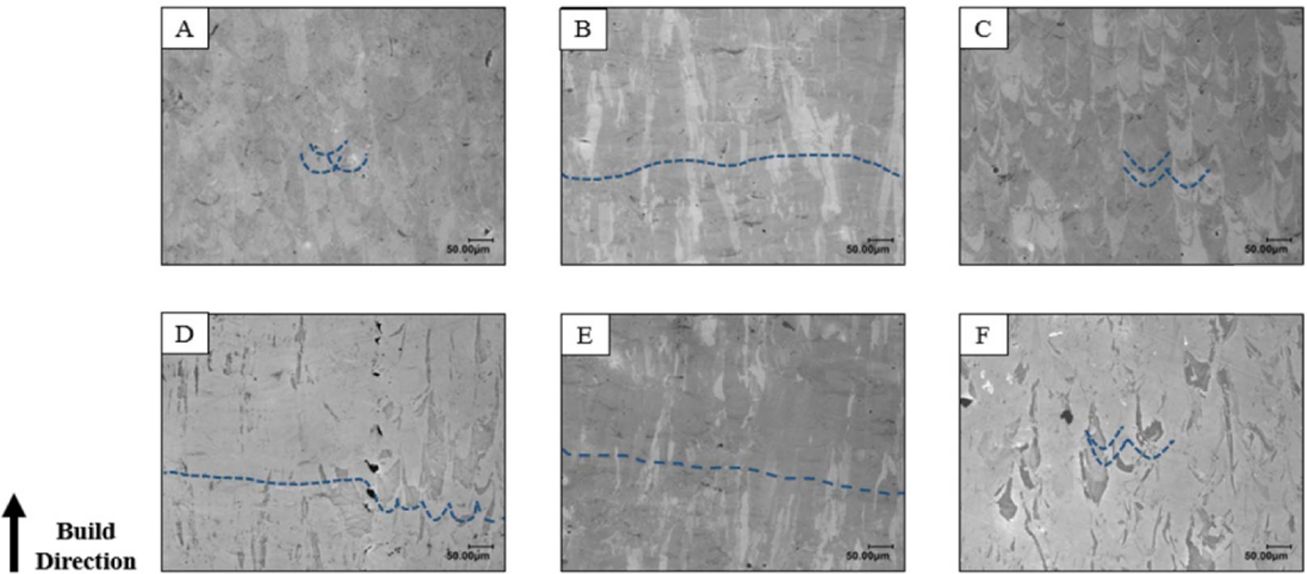
VED 외에도 스캔 패턴, 적층 방향, 기판 예열 온도, 비활성화 기체 종류 등의 공정조건들이 출력물의 품질 및 물성에 영향을 준다[73-76]. A. Kudzal 등은 PBF 방식으로 17-4P 소재를 적층 제조할 때, 스캔 패턴에 따라 미세조직과 물성치가 변화하는 것을 X선 회절법(X-ray diffraction)과 광학 현미경(OM, Optical microscope)을 통해 관측하였다[73]. 이는 스캔 패턴이 오스테나이트(Austenite) 부피분율 뿐만 아니라 여러 결함들(Keyhole induced pore, melt pool boundary delamination porosity)이 생성되는 데 영향을 주었기 때문이다. 따라서 높은 품질 및 물성을 지닌 출력물을 제조하기 위해, PBF 공정을 이해하고 사용 소재와 장비에 적합한 공정조건을 설계하는 것이 필수적이다. Fig. 13
3.2 MMCs용 PBF 적층제조 공정 설계방안
MMCs는 금속 기지재에 탄화물, 질화물, 산화물 등의 보강재를 첨가하기 때문에, 기지재-보강재 경계면에서의 약한 결합력과 균열 발생, 보강재의 불균일한 분포, 열적/기계적 물성의 차이로 인한 잔류응력 및 경화 등의 문제가 발생할 수 있다[2,27,33,65].
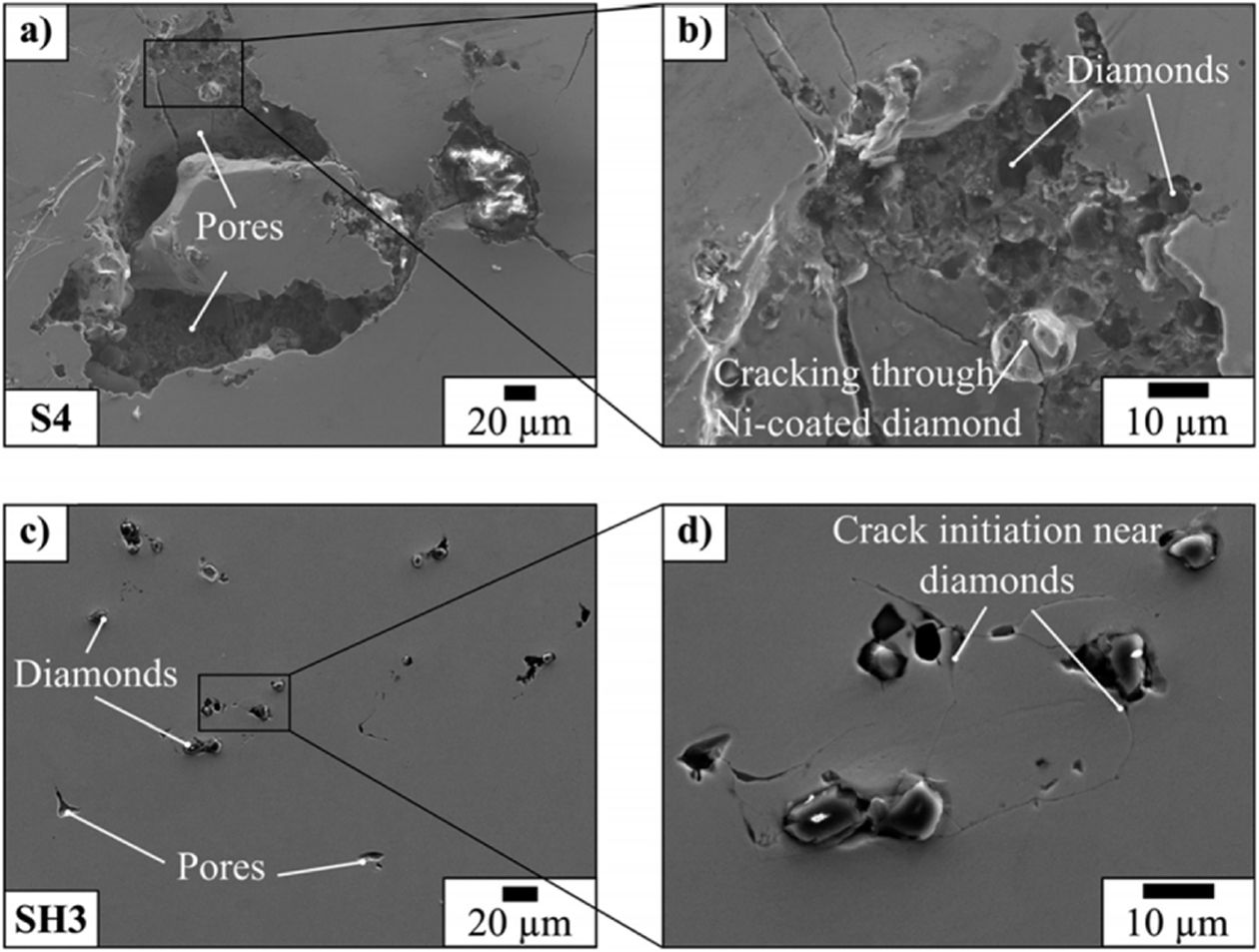
Wegner 등은 Fig. 14와 같이 SUS 316L(316L stainless steel) 기지재에 니켈로 코팅한 다이아몬드를 5 vol% 첨가할 때, 깊은 용융풀과 짧은 냉각/가열 시간(Dwell time)로 인해 다이아몬드가 응집되는 것을 관측하였다[33]. 이는 응집된 보강재 주위에서 높은 잔류응력으로 인해, 균열이 쉽게 생성되고 진전하여 물성을 저하시켰다. 따라서 보강재 응집 현상을 방지하기 위해, P 또는/그리고 v를 낮추어 용융풀 제어할 필요가 있다.
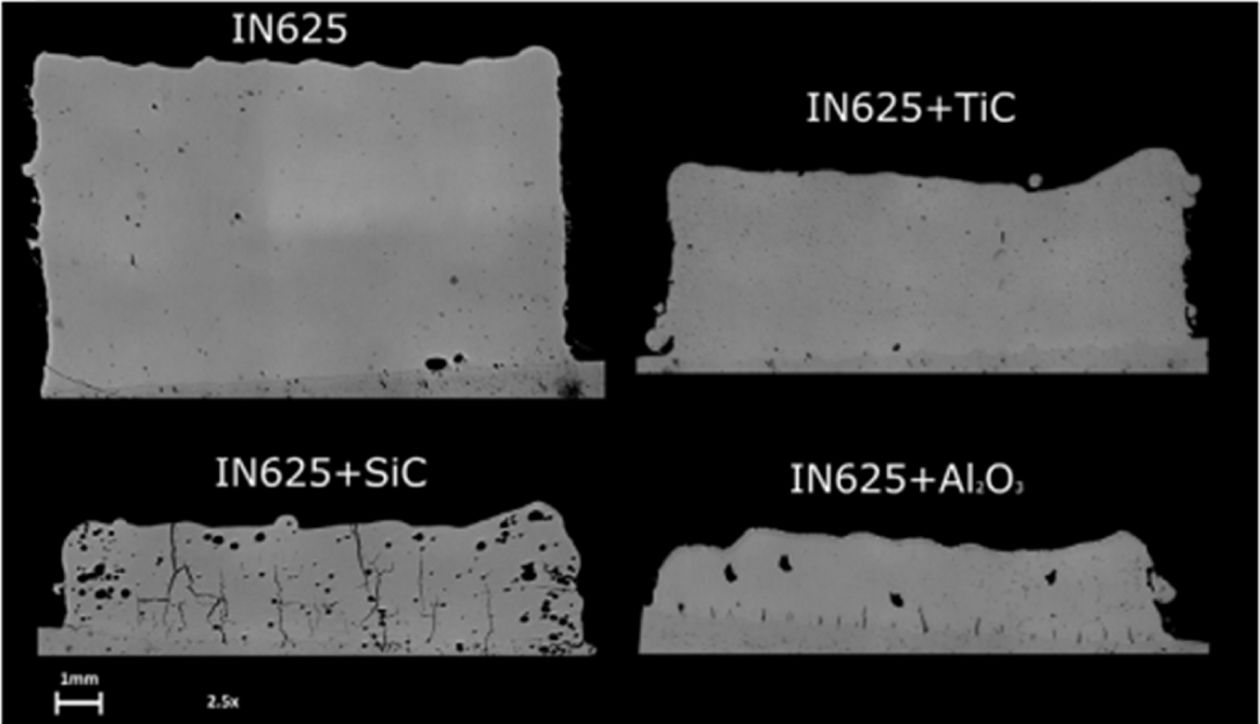
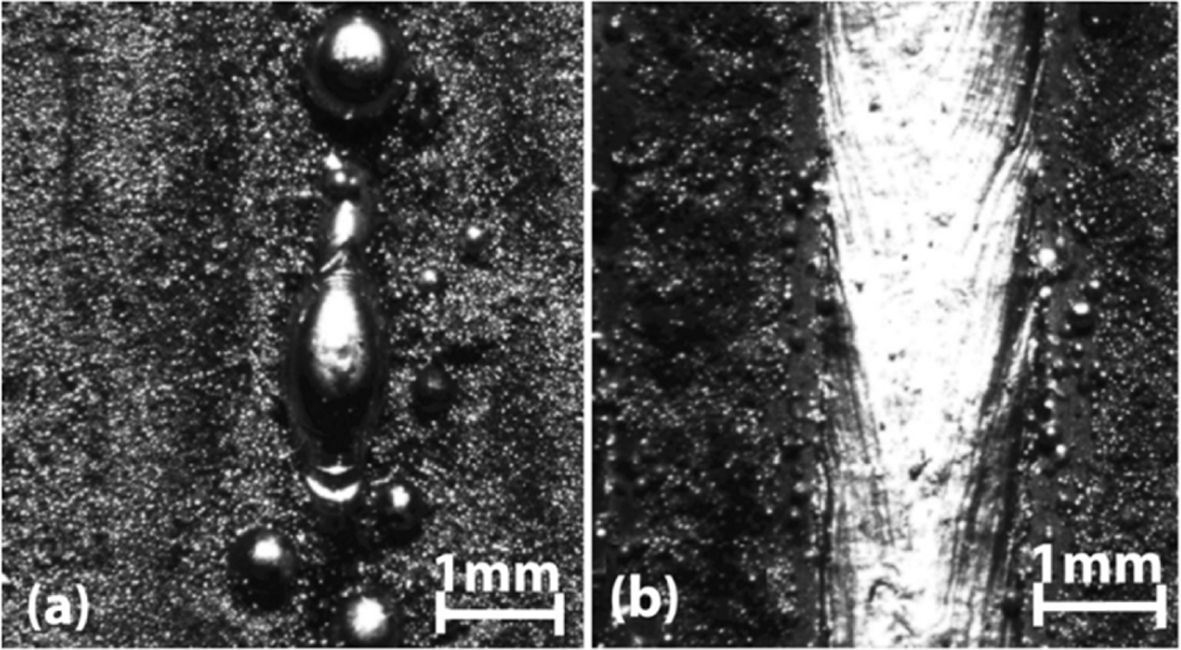
Cooper 등은 보강재의 종류에 따라 같은 기지재 및 공정조건으로 적층 제조하더라도, 품질이 달라지는 것을 확인하였다[2]. Fig. 15는 Inconel 625 기지재에 5 wt%의 세라믹 보강재들(SiC, Al2O3, TiC)을 첨가한 후, 동일한 VED로 출력했을 때의 출력물 단면을 보여준다. 보강재를 첨가할 경우, 출력물의 부피가 크게 감소하였고, 특히 SiC와 Al2O3 보강재를 첨가한 시편에서 균열 및 기공이 많이 발생하였다. 이는 기지재에 보강재를 첨가하면 열적, 점도, 표면장력 등의 물성이 변하고, 이는 용융풀 거동에 영향을 주기 때문이다. 그 예로 같은 VED(P=2500 W, v=4000 mm/s)로 IN 625와 TiC를 5 wt% 첨가한 MMC를 적층할 때, 용융풀이 Balling 모드에서 안정적으로 형성된 것을 확인할 수 있다 (Fig. 16). 따라서 보강재를 기지재에 첨가할 때, 보강재의 종류 및 형상, 열적/기계적 물성, 무게분율 등을 고려해, MMCs에 적합한 공정조건을 용융풀 안정도와 형상/크기에 근거하여 설계해야 한다.
|
Fig. 12 Mechanical properties of IN718 according to VED: (a) surface roughness, (b) void fraction, (c) fractional density, (d) Vickers hardness [69] |
|
Fig. 13 Optical micrographs of etched AM parts with lines indicating melt pool boundaries: (A) Hexagon, (B) 90o , (C) 0o , (D) Concentric, (E) 90/270°, (F) 0/180o [73] |
|
Fig. 14 SEM image of polished cross-sections of SUS316L sample without (a-b) and with (c-d) substrate heating |
|
Fig. 15 Optical microscope montages of Inconel MMC sample sections, at 2.5× magnification [2] |
|
Fig. 16 Stereoscope images of (a) Inconel 625, (b) Inconel 625- TiC 5 wt% both at 2500 W and 4 m/min [2] |
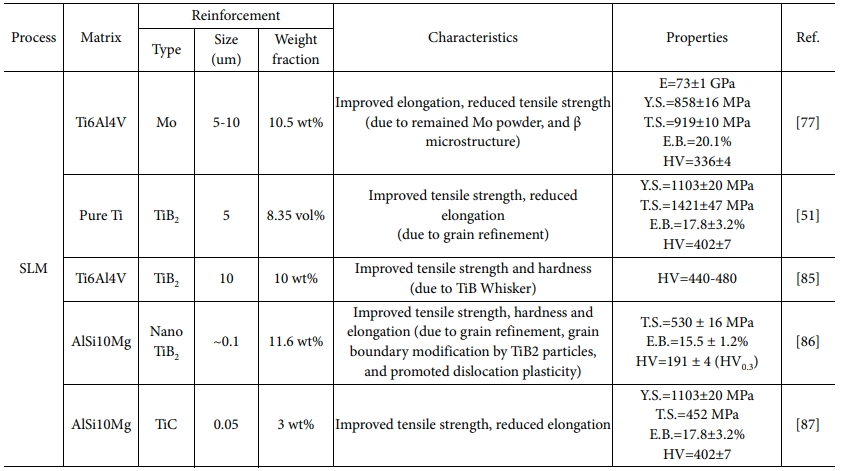
소재에서 강도(Strength)와 연성(Toughness)은 보편적으로 상반(Trade-off) 특성을 보이기 때문에, 합금을 개발하거나 보강재를 첨가한 MMCs를 개발하여, 위의 상반 특성을 극복하려는 연구가 지속되고 있다(Table 2)[51,61-63,77-80]. 본문에서는 주로 활용되는 알루미늄, 티타늄, 니켈, 철을 기지재로 활용하는 MMCs의 물성을 개선하는 연구 동향을 소개하고자 한다. 그리고 MMCs의 강화 메커니즘 중에 고강성의 보강재가 하중전달(Load transfer)을 하는 직접적 강화와 보강재로 인한 금속 기지재의 미세조직 변화에 의한 간접적 강화 관점에서 물성 개선에 관해 논하고자 한다[81,82].
4.1 알루미늄 MMCs의 물성개선 연구 동향
알루미늄 혹은 AlSi10Mg 등의 알루미늄 합금은 약 200~ 350 MPa 범위의 인장강도를 지닌 소재로, 연성을 유지하면서 재료의 강도를 향상시키기 위해 주로 TiN, TiC 등의 보강재가 사용된다[27]. AlSi10Mg에 TiN을 보강재로 사용한 경우 알루미늄 MMCs는 최대 491.8 ± 5.5 MPa의 인장강도를 가지며 순수 알루미늄에 TiC를 보강재로 사용한 경우 최대 1400 MPa의 인장강도를 가지는 것으로 보고되었다[79].
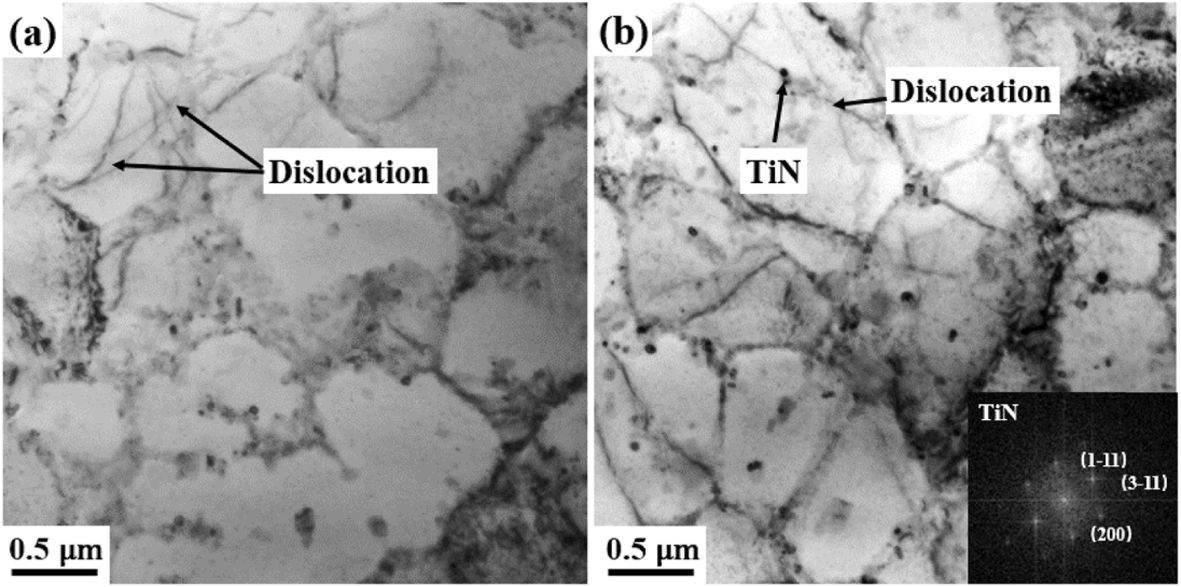
Gao 등은 AlSi10Mg 내 TiN의 무게분율을 0, 2, 4, 6 wt%으로 설계하여 MMCs의 기계적 물성의 변화를 관측하였다[62]. 미세조직 분석 결과 TiN 입자가 결정립계에서 중점적으로 분포하고, 결정립 미세화(Grain refinement)와 전위 얽힘(Dislocation tangle) 현상이 MMCs의 강도를 향상시키는 것을 확인하였다. 또한, 이러한 강화 효과는 AlSi10Mg-TiN 복합재에서 TiN의 무게분율이 4 wt%일 때 최대이고 그 이상의 TiN 무게분율에서는 TiN 분말이 응집하여 내부에 결함을 유발하고, 물성이 취성으로 바뀌는 것을 확인하였다.
4.2 티타늄 MMCs의 물성개선 연구 동향
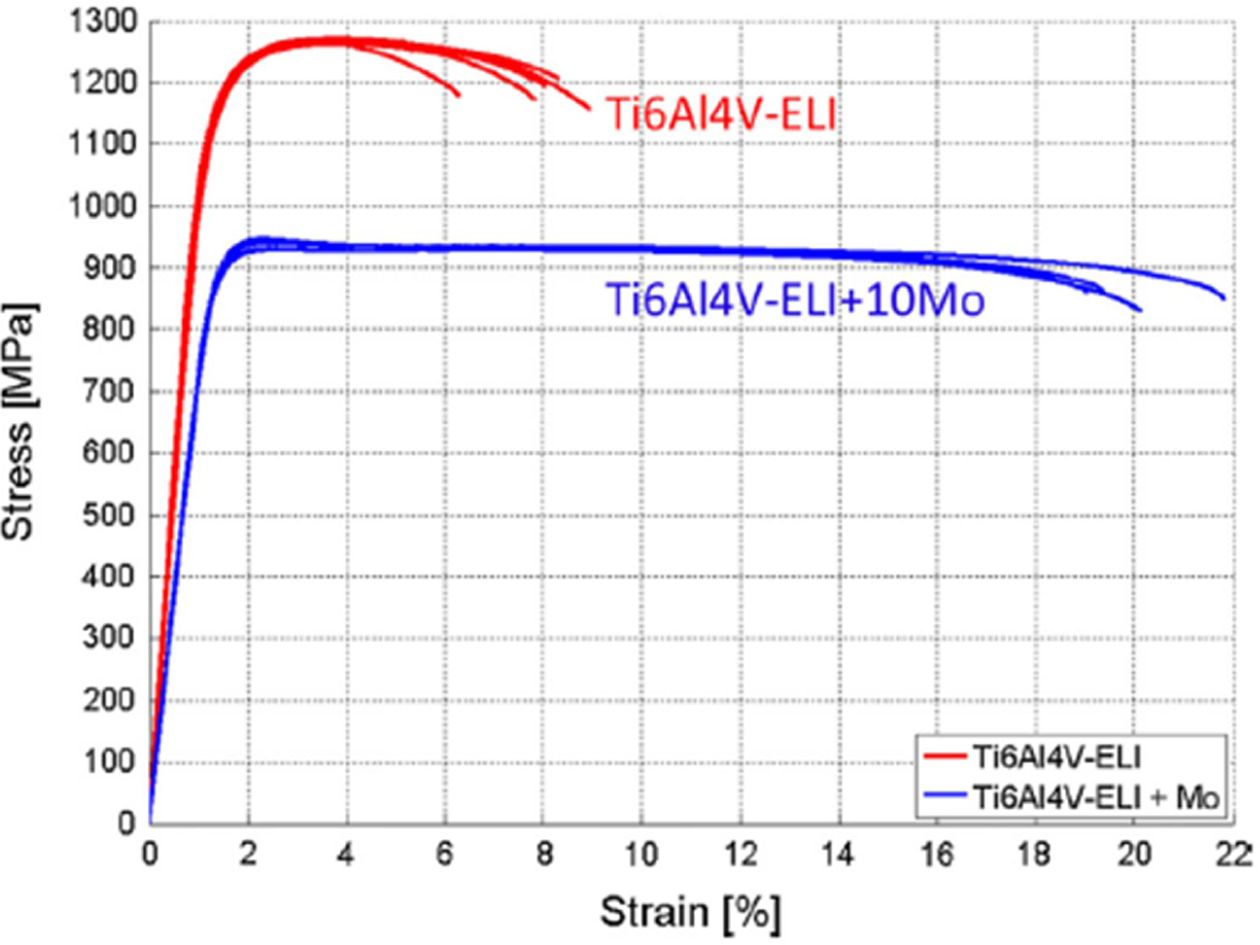
Ti 합금에는 낮은 연성을 개선하기 위해 연성이 강한 β상을 안정화시키는 보강재를 사용한 사례도 있다[83]. Vrancken 등은 적층제조에 주로 사용되는 Ti6Al4V-ELI (Extra low interstitial) 분말에 10 wt%의 몰리브덴 분말을 첨가하여 제조한 티타늄 MMCs의 인장시험을 수행하였다[77]. 그 결과 Fig. 18과 같이 기존 합금 대비 항복강도가 1,110 MPa에서 858 MPa로 감소하였으나, 연신율이 7.3 ± 1.1%에서 0.1 ± 2.0%까지 크게 증가한 티타늄 MMCs를 개발하였다. 위 소재는 기존의 Ti15Mo, Ti12Mo6Zr2Fe 같은 β상 단조 티타늄 합금과 유사한 강도를 가지면서 더 높은 연성 물성을 보였다. 이는 Mo 첨가에 따라 α상으로의 전환을 억제하고 연성의 β상이 유지되어 연신율의 증가한 것으로 판단하였다.
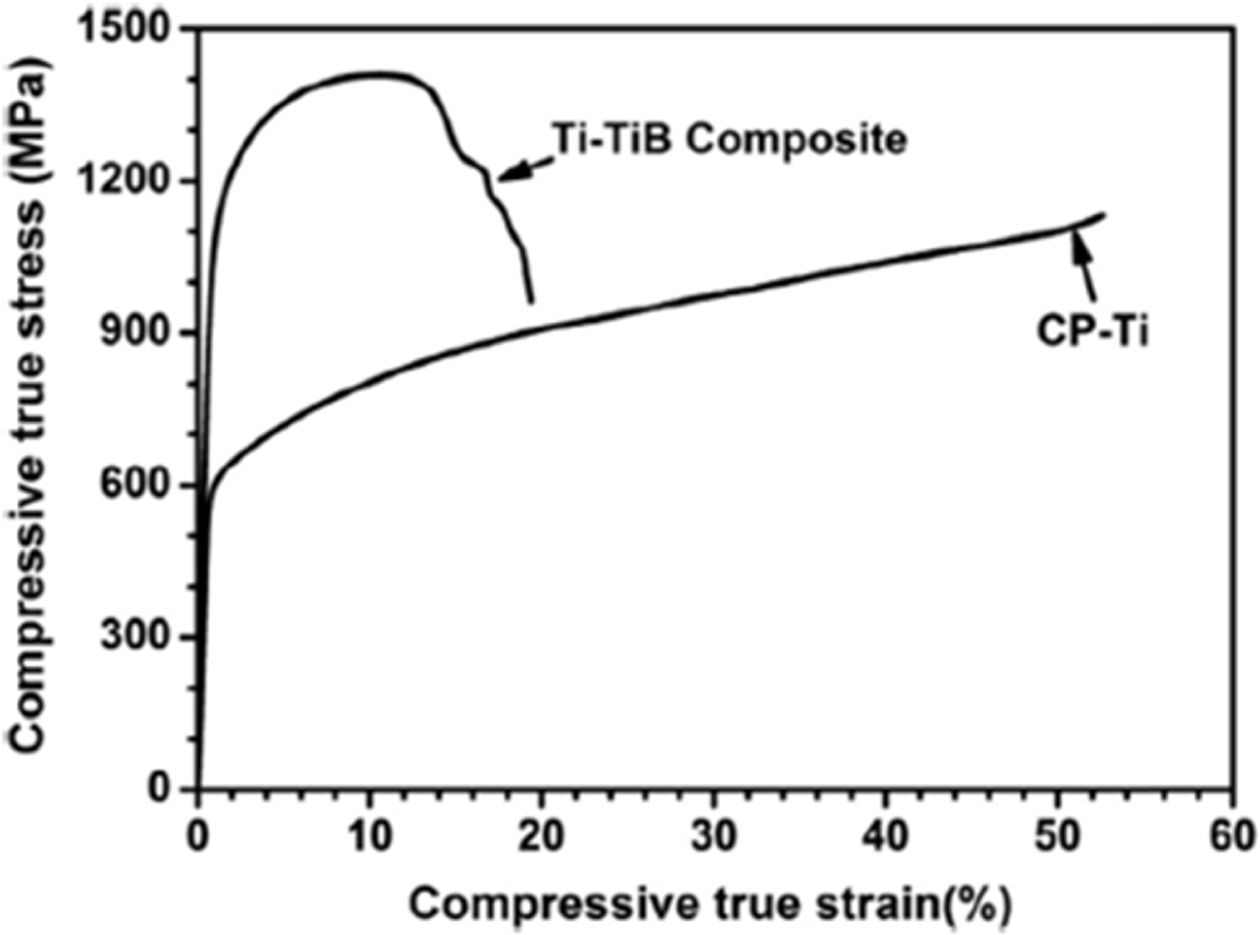
한편, Hooyar 등은 순수 티타늄의 낮은 강도를 향상을 위해 티타늄 분말에 8.35 wt%의 TiB를 첨가하여 Ti-TiB 복합재료를 제조하였는데, 기존의 순수 티타늄 대비 항복강도가 560 MPa에서 1104 MPa로 크게 증가하였지만, 연성은 감소한 것을 확인하였다 [51]. 이는 a-Ti 기지재의 결정립 미세화(Grain refinement)와 TiB 보강재로 인한 보강(Strengthening effect) 및 경화효과(hardening effect)에 기인된 것으로 판단된다. Fig. 19 Fig. 20
4.3 니켈 MMCs의 물성개선 연구 동향
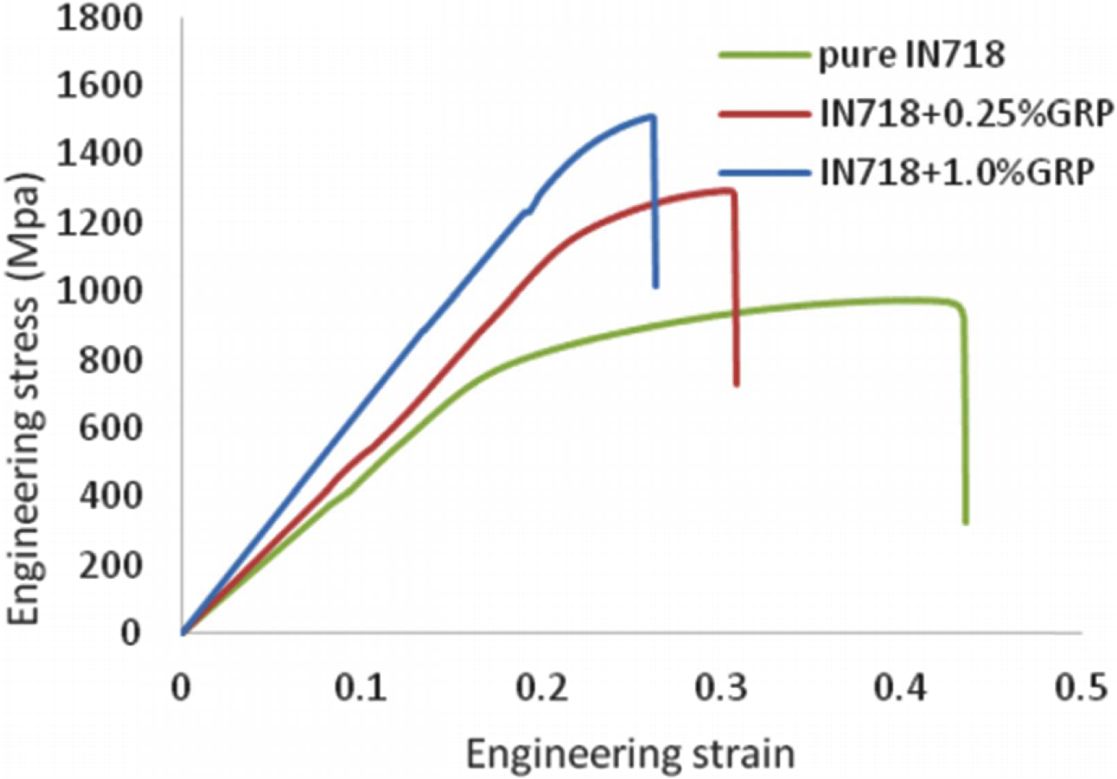
Wang 등은 높은 강도와 기지재(IN718)와 친화성이 있는 그래핀을 보강재로 활용한 MMCs를 개발하였다. 5-50 mm의 두께와 6-10 탄소원자층 수준의 두께를 지닌 원판형 그래핀을 첨가하여 MMCs의 물성을 관측하였다. 그래핀의 함량을 0, 0.25, 1.0 wt%로 증가시킬 때 항복강도는 800, 1180, 1451 MPa로 향상되었으며, 이는 다른 보강재의 함량 대비 매우 적은 양으로 인장물성을 향상시켰다[63]. 위 물성향상 메커니즘은 그래핀과 IN718간 열팽창 계수 차이(그래핀: 8 × 10-6/K, IN718: 12.8 × 10-6/K) 로 인한 계면 사이에서 높은 전위 밀도가 형성되어 변형 경화율이 증가하는 것과 슬립의 저해, 그리고 그래핀의 하중 분담인 것으로 예측된다[80,84].
4.4 철 MMCs의 물성개선 연구 동향
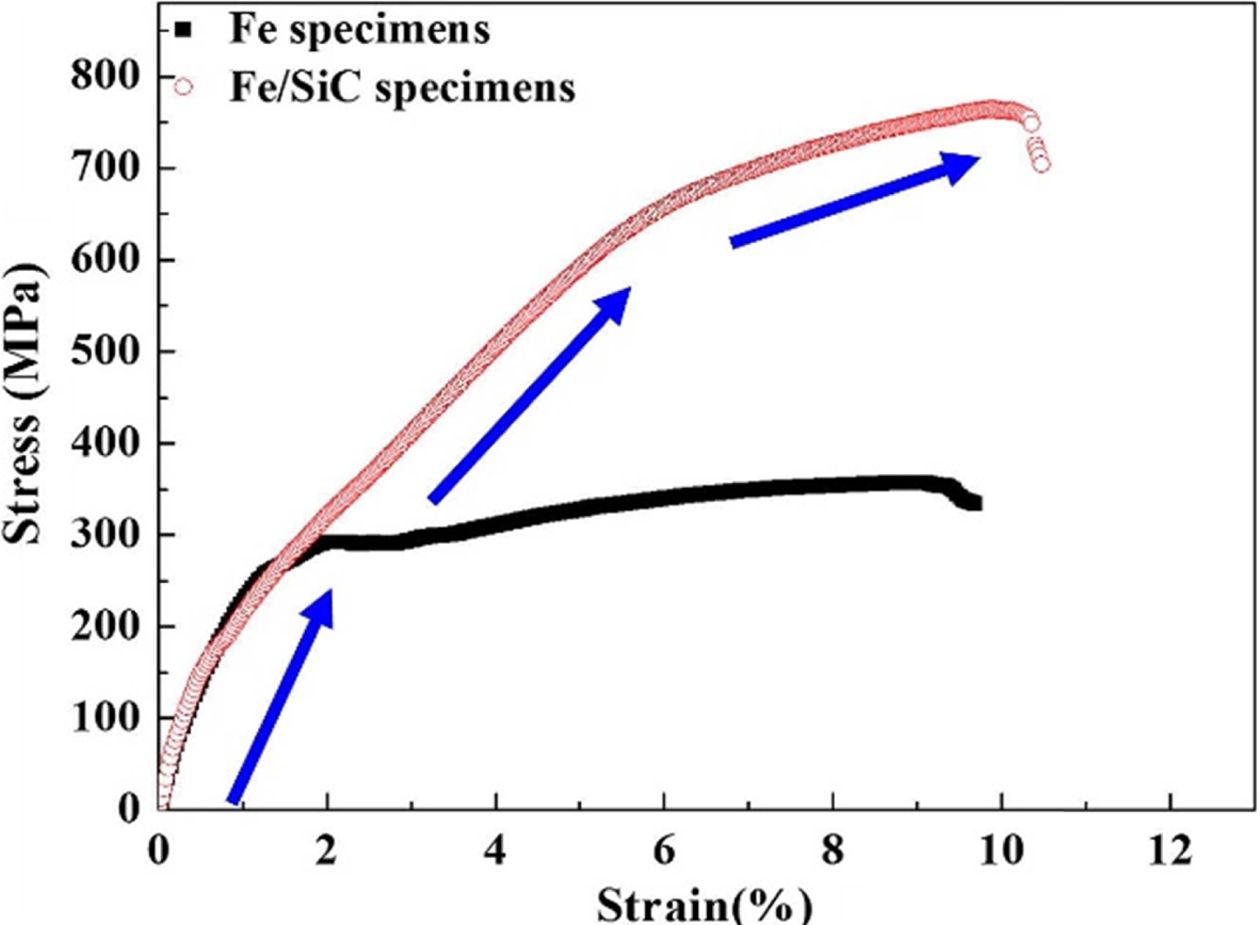
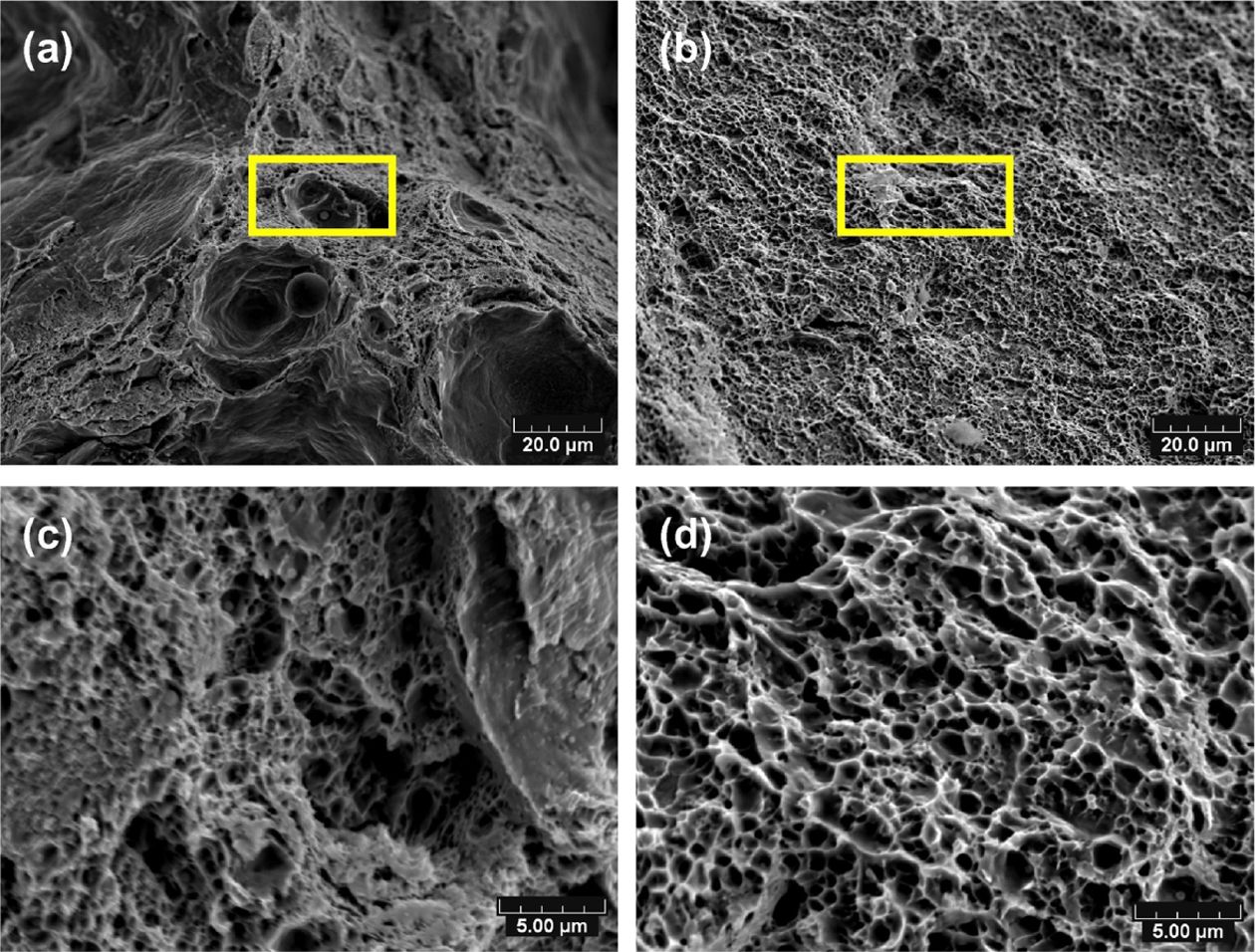
철을 기지재로 하는 복합재료 역시 보강재의 재질에 따라 다양한 특성 및 거동을 보인다. Song 등은 순수한 철과 SiC를 보강재로 혼합한 복합재료로 시편을 적층 제조한 후, 특성 및 기계적 물성을 분석하였다[78]. Fig. 21과 같이 인장시험을 수행한 결과, 철 MMCs는 SiC 입자에 의한 전위 Pinning 현상으로 인해, 순수 철과 달리 항복점 이후 급격한 변형 경화(Strain hardening) 현상을 보였다. 위 인장물성으로 예측할 수 있듯이, Fig. 22에서는 PBF 공법으로 제조된 순철과 Fe/SiC MMCs의 파단면 모두 딤플과 같이 소성변형에 의한 연성파괴 특징을 보였다. SiC 보강재의 경우에는 기지재와 달리 취성 파괴된 것을 관측할 수 있다.
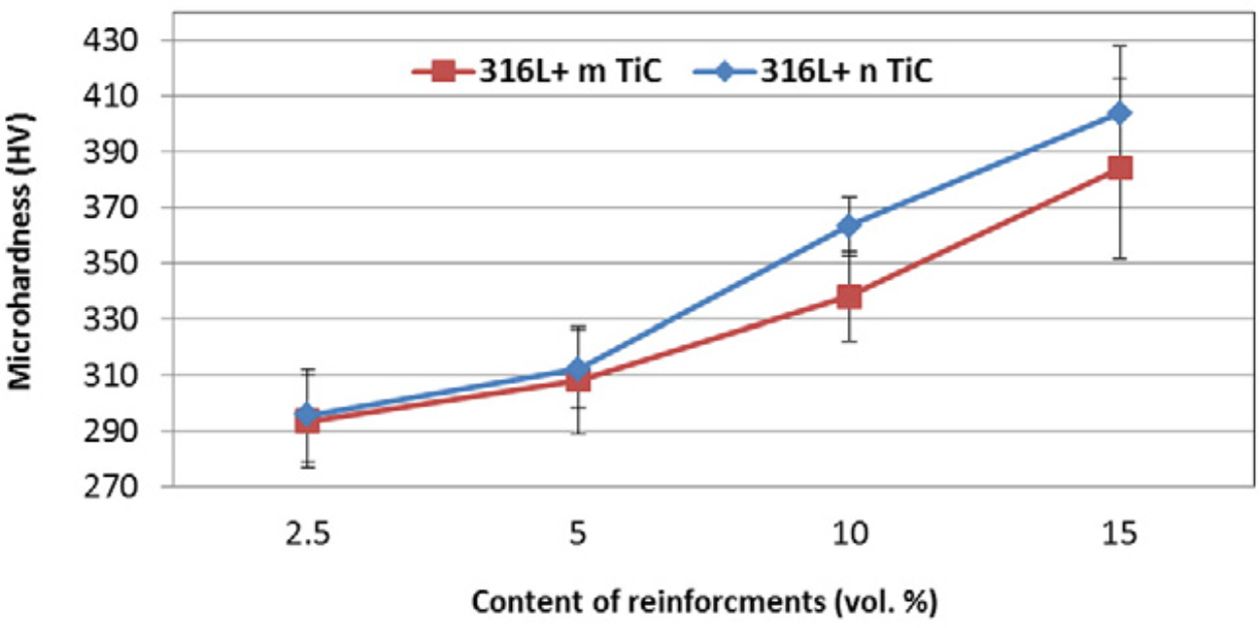
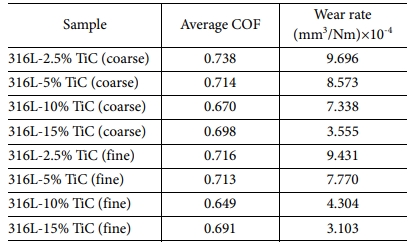
Almangour 등은 SUS316L에 TiC의 부피분율을 2.5, 5, 10, 15 vol%, 크기를 50 nm, 1 um로 다양화하여 혼합한 SUS316L/TiC 복합재료를 제조하여 구조적인 상변화, 밀도, 미세조직 특징, 미세경도, 내마모성 등을 평가했다. 그 중 미세경도와 내마모성은 첨가되지 않은 SUS316L에 비해 크게 증가하였으며, 그 결과는 Fig. 23, Table 1에서 각각 확인할 수 있다[61].
|
Fig. 17 (a) TEM BF images showing the dislocation tangles inside the grains and (b) dislocations interacting with intragranular TiN nanoparticles [62] |
|
Fig. 18 Engineering stress-strain curves for Ti6Al4V and Ti6Al4V10Mo, as produced by SLM [77] |
|
Fig. 19 Compressive true stress-strain curves for CP (Commercially pure)-Ti and Ti-TiB composite produced by SLM [51] |
|
Fig. 20 Strain-stress curves obtained from tensile tests of In718/GNP MMC [63] |
|
Fig. 21 Stress-strain curves of as-fabricated Fe/SiC composite and as-fabricated pure Fe specimen [78] |
|
Fig. 22 SEM micrographs of the tensile fracture surfaces of SLM-fabricated (a) Fe specimen and (b) Fe/SiC specimen, (c) high magnification of the frame in (a), and (d) high magnification of the frame in (b) [78] |
|
Fig. 23 Influence of the starting particle sizes and volume contents of the TiC powder on the variation of microhardness of SLM-processed nanocomposites [61] |
|
Table 1 Average coefficient of friction (COF) and wear rate of the 316L nanocomposite parts [61] |
MMCs는 기존 금속 대비 우수한 기계적/열적/전기적 특성으로 주요 산업군에 전반적으로 활용될 수 있다. 이에 따라 특성 및 물성을 개선하기 위한 연구들이 지속적으로 이루어지고 있다. 최근 들어 금속 적층제조 기술이 발전함에 따라, 적층 제조한 MMCs 또한 소재설계, 제조공정, 후처리 기법 등의 연구들이 다방면으로 진행되고 있다. 하지만 적층 제조한 MMCs를 실제 주요 산업에 적용하기 위해서는 해결해야 할 이슈들이 있다.
MMCs 기지재 및 보강재의 특성/물성을 고려하지 않은 소재 선정은 다양한 문제를 야기할 수 있다. 보강재 부근의 잔류응력으로 인한 물성저하, 낮은 기지재-보강재 간의 호환성으로 인한 계면 결합력 저하 및 박리현상, 보강재 응집으로 인한 품질 및 물성저하 등이 그 예이다. 따라서 출력물의 품질 및 물성을 확보하기 위해 기지재와 보강재의 특성과 상호간의 호환성을 고려하여, 적합한 구형의 보강재 입도와 무게분율을 실험 및 분석에 기반하여 설계하는 것이 필수적이다.
설계한 MMCs를 PBF 방식으로 적층 제조할 경우, 고려해야 할 공정조건들(레이저 출력, 스캔 속도, 경로 간 간격, 적층 두께, 스캔 패턴 등)은 매우 많다. 위의 PBF 공정조건을 적절하게 선정하지 않을 경우, 보강재의 응집 현상뿐만 아니라 다양한 결함들(Lack of fusion, Keyhole induced pore, Balling)로 인해 품질 및 물성저하 문제가 발생하다. 따라서 기지재 적층제조용 공정조건과 별개로, 첨가한 보강재의 종류 및 무게분율에 따라 공정조건을 재설계해야 한다. 즉, 안정적인 용융풀 및 용융풀 형상/크기를 고려한 PBF 공정 설계가 이루어지지 않을 경우, 품질저하 문제는 불가피하다. 따라서 설계한 MMCs의 품질확보(Densification)를 위해 사전에 분말 패킹율과 도포율을 검토하고, 용융풀의 거동을 분석하여 PBF 공정조건을 설계해야 할 필요가 있다.
위의 MMCs 및 PBF 공정조건 설계방안에 기반하여 MMCs를 제조할 경우, 다양한 요구 특성들을 부여할 수 있을 뿐만 아니라, 기지재의 강도 또는/그리고 연성 등의 기계적 물성 또한 향상시킬 수 있을 것으로 사료된다. 하지만 PBF 공정 특성 상 보강재 부근의 불균질한 미세조직 형성, 결함 및 잔류응력 형성 등, 물성에 영향을 주는 예측 불가능한 변수들이 많기에, 정확한 물성 예측모델을 개발하기는 어려운 실정이다. 따라서 앞서 언급한 설계방안을 고려하여 우선적으로 MMCs의 품질을 확보한 후, 제조된 MMCs의 미세조직, 물성 등을 평가하면서 강화 메커니즘을 실험적으로 규명하면, 우수한 특성 및 물성을 지닌 MMCs 개발이 가능할 것으로 기대된다.
본 논문은 국토교통부/국토교통과학기술진흥원의 지원으로 수행(과제번호 21CTAP-C157949-02)된 것이며, 한국수력원자력㈜에서 재원을 부담하여 성균관대에서 수행한 연구 결과입니다(제 2020-기술-08호).
- 1. M. Jäcklein, A. Pfaff, and K. Hoschke, “Developing Tungsten-Filled Metal Matrix Composite Materials Using Laser Powder Bed Fu-sion,” Applied Sciences, Vol. 10, No. 24, 2020, 8869.
-

- 2. D.E. Cooper, N. Blundell, S. Maggs, and G.J. Gibbons, “Additive Layer Manufacture of Inconel 625 Metal Matrix Composites, Re-inforcement Material Evaluation,” Journal of Materials Processing Technology, Vol. 213, No. 12, 2013, pp. 2191-2200.
-
- 3. W. Zhou, X. Sun, K. Kikuchi, N. Nomura, K. Yoshimi, and A. Kawasaki, “In situ Synthesized TiC/Mo-based Composites via Laser Powder Bed Fusion,” Materials & Design, Vol. 146, 2018, pp. 116-124.
-
- 4. S.K. Ghosh, P. Saha, and S. Kishore, “Influence of Size and Volume Fraction of SiC Particulates on Properties of ex situ Reinforced Al-4.5Cu-3Mg Metal Matrix Composite Prepared by Direct Metal Laser Sintering Process,” Materials Science and Engineering: A, Vol. 527, No. 18-19, 2010, pp. 4694-4701.
-
- 5. J.K. Tiwari, A. Mandal, N. Sathish, A.K. Agrawal, and A.K. Srivastava, “Investigation of Porosity, Microstructure and Mechanical Properties of Additively Manufactured Graphene Reinforced AlSi10Mg Composite,” Additive Manufacturing, Vol. 33, 2020, 101095.
-
- 6. G. Welsch, R. Boyer, and E. Collings, “Materials Properties Handbook: Titanium Alloys,” ASM International, 1993.
- 7. S. Singerman, J. Jackson, and M. Lynn, “Titanium Metal Matrix Composites for Aerospace Applications, Superalloys 1996,” Pro-ceedings of Eighth International Symposium on Superalloys, 1996.
-
- 8. B.K. Anil Kumar, M.G. Ananthaprasad, and K. GopalaKrishna, “A Review on Mechanical and Tribological Behaviors of Nickel Ma-trix Composites,” Indian Journal of Science and Technology, Vol. 9, No. 2, 2016, pp. 1-7.
-
- 9. L.-C. Zhang and H. Attar, “Selective Laser Melting of Titanium Alloys and Titanium Matrix Composites for Biomedical Applica-tions: A Review,” Advanced Engineering Materials, Vol. 18, No. 4, 2016, pp. 463-475.
-
- 10. A. Hanson, J. Runkle, R. Widmer, and J. Hebeissen, “Titanium Near Net Shapes from Elemental Powder Blends,” International Journal of Powder Metallurgy (1986), Vol. 26, No. 2, 1990, pp. 157-164.
- 11. Y. Liu, L.F. Chen, H.P. Tang, C.T. Liu, B. Liu, and B.Y. Huang, “Design of Powder Metallurgy Titanium Alloys and Composites,” Materials Science and Engineering: A, Vol. 418, No. 1-2, 2006, pp. 25-35.
-
- 12. F. Froes, “The Titanium Image: Facing the Realities of Life,” JOM, Vol. 52, No. 5, 2000, p.12.
-
- 13. D. Eylon and F. Froes, “Titanium Net-shape Technologies,” JOM, Vol. 36, No. 6, 1984, pp. 36-41.
-
- 14. F. Nturanabo, L. Masu, and J. B. Kirabira, “Novel Applications of Aluminium Metal Matrix Composites,” doi: 10.5772/intechopen.86225, 2019.
-
- 15. M. Surappa, “Aluminium Matrix Composites: Challenges and Opportunities,” Sadhana, Vol. 28, No. 1-2, 2003, pp. 319-334.
-
- 16. J. Hashim, L. Looney, and M. Hashmi, “Particle Distribution in Cast Metal Matrix Composites—Part I,” Journal of Materials Pro-cessing Technology, Vol. 123, No. 2, 2002, pp. 251-257.
-
- 17. A. Sanaty-Zadeh, “Comparison between Current Models for the Strength of Particulate-reinforced Metal Matrix Nanocomposites with Emphasis on Consideration of Hall-Petch Effect,” Materials Science and Engineering: A, Vol. 531, 2012, pp. 112-118.
-
- 18. C. Goh, J. Wei, L. Lee, and M. Gupta, “Properties and Deformation Behaviour of Mg-Y2O3 Nanocomposites,” Acta Materialia, Vol. 55, No. 15, 2007, pp. 5115-5121.
-
- 19. B. AlMangour, D. Grzesiak, and J.-M. Yang, “Rapid Fabrication of Bulk-form TiB2/316L Stainless Steel Nanocomposites with Novel Reinforcement Architecture and Improved Performance by Selective Laser Melting,” Journal of Alloys and Compounds, Vol. 680, 2016, pp. 480-493.
-
- 20. S.T. Mavhungu, E.T. Akinlabi, M.A. Onitiri, and F.M. Varachia, “Aluminum Matrix Composites for Industrial Use: Advances and Trends,” Procedia Manufacturing, Vol. 7, 2017, pp. 178-182.
-
- 21. W.H. Yu, S.L. Sing, C.K. Chua, C.N. Kuo, and X.L. Tian, “Particle-reinforced Metal Matrix Nanocomposites Fabricated by Selective Laser Melting: A State of the Art Review,” Progress in Materials Science, Vol. 104, 2019, pp. 330-379.
-
- 22. R. Li, J. Liu, Y. Shi, L. Wang, and W. Jiang, “Balling Behavior of Stainless Steel and Nickel Powder During Selective Laser Melting Process,” The International Journal of Advanced Manufacturing Technology, Vol. 59, No. 9-12, 2011, pp. 1025-1035.
-
- 23. S. Rahmati and E. Vahabli, “Evaluation of Analytical Modeling for Improvement of Surface Roughness of FDM Test Part Using Measurement Results,” The International Journal of Advanced Manufacturing Technology, Vol. 79, No. 5-8, 2015, pp. 823-829.
-
- 24. H. Niu and I. H. Chang, “Instability of Scan Tracks of Selective Laser Sintering of High Speed Steel Powder,” Scripta Materialia, Vol. 41, No. 11, 1999, pp. 1229-1234.
-
- 25. D. Gu and Y. Shen, “Balling Phenomena in Direct Laser Sintering of Stainless Steel Powder: Metallurgical mechanisms and control methods,” Materials & Design, Vol. 30, No. 8, 2009, pp. 2903-2910.
-
- 26. T. Mukherjee, W. Zhang, and T. DebRoy, “An Improved Prediction of Residual Stresses and Distortion in Additive Manufacturing,” Computational Materials Science, Vol. 126, 2017, pp. 360-372.
-
- 27. S. Dadbakhsh, R. Mertens, L. Hao, J. Van Humbeeck, and J. P. Kruth, “Selective Laser Melting to Manufacture “In Situ” Metal Ma-trix Composites: A Review,” Advanced Engineering Materials, Vol. 21, No. 3, 2019, 1801244.
-
- 28. A. Pramanik, Problems and Solutions in Machining of Titanium Alloys,” The International Journal of Advanced Manufacturing Technology, Vol. 70, No. 5-8, 2013, pp. 919-928.
-
- 29. T. DebRoy, T. Mukherjee, J.O. Milewski, J.W. Elmer, B. Ribic, J.J. Blecher, and W. Zhang, “Scientific, Technological and Economic Issues in Metal Printing and Their Solutions,” Nat Mater, Vol. 18, No. 10, 2019, pp. 1026-1032.
-
- 30. S. Amirkhanlou and S. Ji, “A Review on High Stiffness Aluminum-based Composites and Bimetallics,” Critical Reviews in Solid State and Materials Sciences, Vol. 45, No. 1, 2020, pp. 1-21.
-
- 31. T.S. Srivatsan, I.A. Ibrahim, F.A. Mohamed, and E.J. Lavernia, “Processing Techniques for Particulate-reinforced Metal Aluminium Matrix Composites,” Journal of Materials Science, Vol. 26, No. 22, 1991, pp. 5965-5978.
-
- 32. P.B. Prangnell, T. Downes, W. Stobbs, and P. Withers, “The Deformation of Discontinuously Reinforced MMCs—I. The Initial Yielding Behaviour,” Acta Metallurgica et Materialia, Vol. 42, No. 10, 1994, pp. 3425-3436.
-
- 33. J. Wegner, A. Fehr, S. Platt, S. Kleszczynski, G. Witt, and W. Tillmann, “Diamond-Impregnated 316L Metal Matrix Composites Fabricated by Powder Bed Fusion with Laser Beam - Influences of the Energy Input on the Microstructural Properties,” Diamond and Related Materials, Vol. 109, 2020, 108040.
-
- 34. C. Feng and L. Froyen, “Microstructures of in situ Al/TiB2 MMCs Prepared by a Casting Route,” Journal of Materials Science, Vol. 35, No. 4, 2000, pp. 837-850.
-
- 35. C. Hu, L. Barnard, S. Mridha, and T. Baker, “The Role of SiC Particulate and Al2O3 (Saffil) Fibers in Several Alloys during the For-mation of in situ MMCs Developed by Laser Processing,” Journal of Materials Processing Technology, Vol. 58, No. 1, 1996, pp. 87-95.
-
- 36. J. Peng, W. Li, F. Huang, J. Tian, G. Liu, and J. Du, “Microstructure Evolution of Rare Earth Pr Modified Alumina-silicate Short Fiber-reinforced Al-Si Metal Matrix Composites,” Rare Metals, Vol. 28, No. 2, 2009, pp. 164-168.
-
- 37. A. Nieto, A. Bisht, D. Lahiri, C. Zhang, and A. Agarwal, “Graphene Reinforced Metal and Ceramic Matrix Composites: A Review,” International Materials Reviews, Vol. 62, No. 5, 2016, pp. 241-302.
-
- 38. F. Chen, N. Gupta, R.K. Behera, and P.K. Rohatgi, “Graphene-Reinforced Aluminum Matrix Composites: A Review of Synthesis Methods and Properties,” JOM, Vol. 70, No. 6, 2018, pp. 837-845.
-
- 39. T. Rajan, R. Pillai, and B. Pai, “Reinforcement Coatings and Interfaces in Aluminium Metal Matrix Composites,” Journal of Materi-als Science, Vol. 33, No. 14, 1998, pp. 3491-3503.
-
- 40. F. Deirmina, B. AlMangour, D. Grzesiak, and M. Pellizzari, “H13-partially Stabilized Zirconia Nanocomposites Fabricated by High-energy Mechanical Milling and Selective Laser Melting,” Materials & Design, Vol. 146, 2018, pp. 286-297.
-
- 41. D. Miracle, “Metal Matrix Composites - From Science to Technological Significance,” Composites Science and Technology, Vol. 65, No. 15-16, 2005, pp. 2526-2540.
-
- 42. A. Paknia, A. Pramanik, A.R. Dixit, and S. Chattopadhyaya, “Effect of Size, Content and Shape of Reinforcements on the Behavior of Metal Matrix Composites (MMCs) Under Tension,” Journal of Materials Engineering and Performance, Vol. 25, No. 10, 2016, pp. 4444-4459.
-
- 43. X. Gao, X. Zhang, M. Qian, and L. Geng, “Effect of Reinforcement Shape on Fracture Behaviour of SiC/Al Composites with Net-work Architecture,” Composite Structures, Vol. 215, 2019, pp. 411-420.
-
- 44. A. Whitehouse, H. Winand, and T. Clyne, “The Effect of Processing Route and Reinforcement Geometry on Isothermal Creep Be-haviour of Particulate and Short Fibre MMCs,” Materials Science and Engineering: A, Vol. 242, No. 1-2, 1998, pp. 57-69.
-
- 45. Z. Zhang and H. M. Urbassek, “Dislocation-based Strengthening Mechanisms in Metal-matrix Nanocomposites: A Molecular Dy-namics Study of the Influence of Reinforcement Shape in the Al-Si System,” Computational Materials Science, Vol. 145, 2018, pp. 109-115.
-
- 46. M. Xia, A. Liu, Z. Hou, N. Li, Z. Chen, and H. Ding, “Microstructure Growth Behavior and Its Evolution Mechanism During Laser Additive Manufacture of In-situ Reinforced (TiB+TiC)/Ti Composite,” Journal of Alloys and Compounds, Vol. 728, 2017, pp. 436-444.
-
- 47. Y. Zhang, J. Sun, and R. Vilar, “Characterization of (TiB+TiC)/TC4 in situ Titanium Matrix Composites Prepared by Laser Direct Deposition,” Journal of Materials Processing Technology, Vol. 211, No. 4, 2011, pp. 597-601.
-
- 48. C. Cai, B. Song, C. Qiu, L. Li, P. Xue, Q. Wei, J. Zhou, H. Nan, H. Chen, and Y. Shi, “Hot Isostatic Pressing of in-situ TiB/Ti-6Al-4V Composites with Novel Reinforcement Architecture, Enhanced Hardness and Elevated Tribological Properties,” Journal of Alloys and Compounds, Vol. 710, 2017, pp. 364-374.
-
- 49. H.J. Niu and I.T.H. Chang, “Selective Laser Sintering of Gas and Water Atomized High Speed Steel Powders,” Scripta Materialia, Vol. 41, No. 1, 1999, pp. 25-30.
-
- 50. C. Suryanarayana, “Mechanical Alloying and Milling,” Progress in Materials Science, Vol. 46, 2001, pp. 1-184.
-
- 51. H. Attar, M. Bönisch, M. Calin, L.-C. Zhang, S. Scudino, and J. Eckert, “Selective Laser Melting of in situ Titanium-titanium Boride Composites: Processing, Microstructure and Mechanical Properties,” Acta Materialia, Vol. 76, 2014, pp. 13-22.
-
- 52. G. Xue, L. Ke, H. Liao, C. Chen, and H. Zhu, “Effect of SiC Particle Size on Densification Behavior and Mechanical Properties of SiCp/AlSi10Mg Composites Fabricated by Laser Powder Bed Fusion,” Journal of Alloys and Compounds, Vol. 845, 2020, 156260.
-
- 53. S.A. Farzadfar, M.J. Murtagh, and N. Venugopal, “Impact of IN718 Bimodal Powder Size Distribution on the Performance and Productivity of Laser Powder Bed Fusion Additive Manufacturing Process,” Powder Technology, Vol. 375, 2020, pp. 60-80.
-
- 54. J.A. Muniz-Lerma, A. Nommeots-Nomm, K.E. Waters, and M. Brochu, “A Comprehensive Approach to Powder Feedstock Charac-terization for Powder Bed Fusion Additive Manufacturing: A Case Study on AlSi7Mg,” Materials (Basel), Vol. 11, No. 12, 2018, 2386.
-
- 55. F. Chang, D. Gu, D. Dai, and P. Yuan, “Selective Laser Melting of in-situ Al4SiC4+SiC Hybrid Reinforced Al Matrix Composites: Influence of Starting SiC Particle Size,” Surface and Coatings Technology, Vol. 272, 2015, pp. 15-24.
-
- 56. R.F. Gibson, “Principles of Composite Material Mechanics,” CRC Press, 2016.
-
- 57. A. Mussatto, I.U.I. Ahad, R.T. Mousavian, Y. Delaure, and D. Brabazon, “Advanced Production Routes for Metal Matrix Compo-sites,” Engineering Reports, Vol. 3, No. 5, 2020, e12330.
-
- 58. J.L. York Duran, C. Kuhn, and R. Müller, “Modeling of the Effective Properties of Metal Matrix Composites Using Computational Homogenization,” Applied Mechanics and Materials, Vol. 869, 2017, pp. 94-111.
-
- 59. Z.d. M. Boari, W.A. Monteiro, and C.A.d.J. Miranda, “Mathematical Model Predicts the Elastic Behavior of Composite Materials,” Materials Research, Vol. 8, No. 1, 2005, pp. 99-103.
-
- 60. J. Shi and Y. Wang, “Development of Metal Matrix Composites by Laser-assisted Additive Manufacturing Technologies: a Review,” Journal of Materials Science, Vol. 55, No. 23, 2020, pp. 9883-9917.
-
- 61. B. AlMangour, D. Grzesiak, and M. Jenn, “Selective Laser Melting of TiC Reinforced 316L Stainless Steel Matrix Nanocomposites: Influence of Starting TiC Particle Size and Volume Content,” Materials & Design, Vol. 104, 2016, pp. 141-151.
-
- 62. C. Gao, W. Wu, J. Shi, Z. Xiao, and A.H. Akbarzadeh, “Simultaneous Enhancement of Strength, Ductility, and Hardness of TiN/AlSi10Mg Nanocomposites via Selective Laser Melting,” Additive Manufacturing, Vol. 34, 2020, 101378.
-
- 63. Y. Wang, J. Shi, S. Lu, and Y. Wang, “Selective Laser Melting of Graphene-Reinforced Inconel 718 Superalloy: Evaluation of Mi-crostructure and Tensile Performance,” Journal of Manufacturing Science and Engineering, Vol. 139, No. 4, 2017, 041005.
-
- 64. X. Yao, S.K. Moon, B.Y. Lee, and G. Bi, “Effects of Heat Treatment on Microstructures and Tensile Properties of IN718/TiC Nano-composite Fabricated by Selective Laser Melting,” International Journal of Precision Engineering and Manufacturing, Vol. 18, No. 12, 2017, pp. 1693-1701.
-
- 65. A. Mandal, J.K. Tiwari, B. AlMangour, A. Das, N. Sathish, R.K. Sharma, P. Rajput, and A.K. Srivastava, “Microstructural and Ther-mal Expansion Behaviour of Graphene Reinforced 316L Stainless Steel Matrix Composite Prepared via Powder Bed Fusion Additive Manufacturing,” Results in Materials, Vol. 11, 2021, 100200.
-
- 66. E. Garlea, H. Choo, C.C. Sluss, M.R. Koehler, R.L. Bridges, X. Xiao, Y. Ren, and B.H. Jared, “Variation of Elastic Mechanical Proper-ties with Texture, Porosity, and Defect Characteristics in Laser Powder Bed Fusion 316L Stainless Steel,” Materials Science and Engi-neering: A, Vol. 763, 2019, 138032.
-
- 67. H. Choo, K.-L. Sham, J. Bohling, A. Ngo, X. Xiao, Y. Ren, P.J. Depond, M.J. Matthews, and E. Garlea, “Effect of Laser Power on Defect, Texture, and Microstructure of a Laser Powder Bed Fusion Processed 316L Stainless Steel,” Materials & Design, Vol. 164, 2019, 107534.
-
- 68. T. Mukherjee and T. DebRoy, “Mitigation of Lack of Fusion Defects in Powder Bed Fusion Additive Manufacturing,” Journal of Manufacturing Processes, Vol. 36, 2018, pp. 442-449.
-
- 69. F. Caiazzo, V. Alfieri, and G. Casalino, “On the Relevance of Volumetric Energy Density in the Investigation of Inconel 718 Laser Powder Bed Fusion,” Materials (Basel), Vol. 13, No. 3, 2020, 538.
-
- 70. Q. Guo, C. Zhao, M. Qu, L. Xiong, L.I. Escano, S.M.H. Hojjatzadeh, N.D. Parab, K. Fezzaa, W. Everhart, T. Sun, and L. Chen, “In-situ Characterization and Quantification of Melt Pool Variation under Constant Input Energy Density in Laser Powder Bed Fu-sion Additive Manufacturing Process,” Additive Manufacturing, Vol. 28, 2019, pp. 600-609.
-
- 71. R. Cunningham, C. Zhao, N. Parab, C. Kantzos, J. Pauza, K. Fezzaa, T. Sun, and A.D. Rollett, “Keyhole Threshold and Morphology in Laser Melting Revealed by Ultrahigh-speed X-ray Imaging,” Science, Vol. 363, No. 6429, 2019, pp. 849-852.
-
- 72. M. Tang, P.C. Pistorius, and J.L. Beuth, “Prediction of Lack-of-fusion Porosity for Powder Bed Fusion,” Additive Manufacturing, Vol. 14, 2017, pp. 39-48.
-
- 73. A. Kudzal, B. McWilliams, C. Hofmeister, F. Kellogg, J. Yu, J. Taggart-Scarff, and J. Liang, “Effect of Scan Pattern on the Micro-structure and Mechanical Properties of Powder Bed Fusion Additive Manufactured 17-4 Stainless Steel,” Materials & Design, Vol. 133, 2017, pp. 205-215.
-
- 74. J.-P. Kruth, M. Badrossamay, E. Yasa, J. Deckers, L. Thijs, and J. Van Humbeeck, “Part and Material Properties in Selective Laser Melting of Metals,” Proceedings of the 16th International Symposium on Electromachining (ISEM XVI), 2010, pp. 3-14.
-
- 75. R. Mertens, S. Dadbakhsh, J. Van Humbeeck, and J.-P. Kruth, “Application of Base Plate Preheating during Selective Laser Melting,” Procedia Cirp, Vol. 74, 2018, pp. 5-11.
-
- 76. B. Zhang, L. Dembinski, and C. Coddet, “The Study of the Laser Parameters and Environment Variables Effect on Mechanical Properties of High Compact Parts Elaborated by Selective Laser Melting 316L Powder,” Materials Science and Engineering: A, Vol. 584, 2013, pp. 21-31.
-
- 77. B. Vrancken, L. Thijs, J. P. Kruth, and J. Van Humbeeck, “Microstructure and Mechanical Properties of a Novel β Titanium Metallic Composite by Selective Laser Melting,” Acta Materialia, Vol. 68, 2014, pp. 150-158.
-
- 78. B. Song, S. Dong, P. Coddet, G. Zhou, S. Ouyang, H. Liao, and C. Coddet, “Microstructure and Tensile Behavior of Hybrid Nano-micro SiC Reinforced Iron Matrix Composites Produced by Selective Laser Melting,” Journal of Alloys and Compounds, Vol. 579, 2013, pp. 415-421.
-
- 79. S. Tang, R. Ummethala, C. Suryanarayana, J. Eckert, K.G. Prashanth, and Z. Wang, “Additive Manufacturing of Aluminum‐Based Metal Matrix Composites—A Review,” Advanced Engineering Materials, Vol. 23, No. 7, 2021, 2100053.
-
- 80. M. Fattahi, A.R. Gholami, A. Eynalvandpour, E. Ahmadi, Y. Fattahi, and S. Akhavan, “Improved Microstructure and Mechanical Properties in Gas Tungsten Arc Welded Aluminum Joints by Using Graphene Nanosheets/aluminum Composite Filler Wires,” Mi-cron, Vol. 64, 2014, pp. 20-7.
-
- 81. W. Miller and F. Humphreys, “Strengthening Mechanisms in Particulate Metal Matrix Composites,” Scripta metallurgica et materi-alia, Vol. 25, No. 1, 1991, pp. 33-38.
-
- 82. V.V. Ganesh and N. Chawla, “Effect of Particle Orientation Anisotropy on the Tensile Behavior of Metal Matrix Composites: Ex-periments and Microstructure-based Simulation,” Materials Science and Engineering: A, Vol. 391, No. 1-2, 2005, pp. 342-353.
-
- 83. B. Vrancken, S. Dadbakhsh, R. Mertens, K. Vanmeensel, J. Vleugels, S. Yang, and J.-P. Kruth, “Selective Laser Melting Process Op-timization of Ti-Mo-TiC Metal Matrix Composites,” CIRP Annals, Vol. 68, No. 1, 2019, pp. 221-224.
-
- 84. D. Yoon, Y.W. Son, and H. Cheong, “Negative Thermal Expansion Coefficient of Graphene Measured by Raman Spectroscopy,” Nano Lett., Vol. 11, No. 8, 2011, pp. 3227-3231.
-
- 85. P.K. Farayibi and T.E. Abioye, “Additive Manufacture of TiB2/Ti-6Al-4V Metal Matrix Composite by Selective Laser Melting,” Int. J. Rapid Manufacturing, Vol. 8, No. 3, 2019.
-
- 86. X.P. Li, G. Ji, Z. Chen, A. Addad, Y. Wu, H. W. Wang, J. Vleugels, J. Van Humbeeck, and J.P. Kruth,” Selective Laser Melting of Nano-TiB2 Decorated AlSi10Mg Alloy with High Fracture Strength and Ductility,” Acta Materialia, Vol. 129, 2017, pp. 183-193.
-
- 87. D. Gu, H. Wang, D. Dai, P. Yuan, W. Meiners, and R. Poprawe, “Rapid Fabrication of Al-based Bulk-form Nanocomposites with Novel Reinforcement and Enhanced Performance by Selective Laser Melting,” Scripta Materialia, Vol. 96, 2015, pp. 25-28.
-
 This Article
This Article
-
2021; 34(4): 212-225
Published on Aug 31, 2021
- 10.7234/composres.2021.34.4.212
- Received on Jun 21, 2021
- Revised on Jul 6, 2021
- Accepted on Jul 9, 2021
Services
- Abstract
1. 서 론
2. mmcs의 설계 방안
3. mmcs의 pbf 방식 적층제조 방안
4. 적층제조된 mmcs의 물성개선 연구 동향
5.결 론
- 후기
- References
- Full Text PDF
Shared
Correspondence to
- Jonghwan Suhr
-
* Department of Mechanical Engineering, Sungkyunkwan University, Suwon 16419, Korea
*** Department of Polymer Science & Engineering, Sungkyunkwan University, Suwon 16419, Korea - E-mail: suhr@skku.edu
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr