





- Prediction of Temperature and Degree of Cure of Carbon Fiber Composites Considering Thermal Chemical Reaction
Jae-Woo Yu*, Wie-Dae Kim*†
* Aircraft Structural Design Lab, Department of Aerospace Engineering, Pusan National University
- 화학 반응열을 고려한 탄소 섬유 복합재 온도와 경화도 예측
유재우*· 김위대*†
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
In the manufacturing process of thermosetting carbon fiber composite materials using an autoclave, the internal temperature changes according to the set temperature cycle. This temperature change causes the resin in the composite material to cure. Heat is generated through the chemical reaction of the resin, which can result in a difference between the temperature inside the autoclave and the temperature of the composite material. Previous research assumed that the temperatures of the composite material and the autoclave were the same and analyzed to predict the residual stress and thermal deformation after manufacturing. However, these stresses and deformations depend on the temperature and degree of cure of the composite material. Therefore, this study verifies a thermal-chemical model analysis technique that takes into account the heat generated by the chemical reaction of the resin to accurately calculate the temperature and degree of cure. Additionally, case studies were conducted for different thicknesses to investigate whether this model exhibits similar trends across varying thicknesses
오토클레이브를 사용하는 열경화성 탄소 섬유 복합재 성형 공정에서는 설정한 온도 사이클에 따라 내부 온도가 변화한다. 이 온도 변화에 따라 복합재 수지가 경화되며 성형이 진행된다. 이러한 과정에서 수지의 화학 반응으로 열이 발생하며, 이로 인해 오토클레이브 내부 온도와 복합재의 온도가 다를 수 있는 상황이 나타난다. 이전 연구에서는 복합재와 오토클레이브의 온도를 동일하게 가정하고, 성형 후에 발생하는 잔류 응력과 열 변형을 예측하였다. 그러나 잔류 응력과 열 변형은 복합재 온도와 경화도에 따라 영향을 받는 요소이기 때문에, 본 연구는 수지의 화학 반응열을 고려하여 정확한 온도와 경화도 변화를 계산하는 열화학 모델 해석 기법을 검증하였다. 또한, 이 모델이 다른 두께에서도 이와 같은 경향성을 나타내는지 확인하기 위해 두께별 케이스 연구를 하였다
Keywords: 복합재(Composite), 열화학(Thermo-chemical), 열전달(Heat transfer), 경화도(Degree of cure)
열경화성 탄소 섬유 복합재는 비강도, 비강성 등 다양한 측면에서 금속에 비해 우수한 특성을 가진다. 열경화성 복합재 성형 방법 중 하나로 오토클레이브 내부의 열과 압력을 복합재에 가하여 제작하는 공정이 있다[1]. 이 방법은 고온, 고압 조건에서 고품질 제품 생산이 가능하고 항공기 동체와 같은 대형 구조물도 한 번에 성형이 가능한 장점이 있다.
하지만 오토클레이브를 이용한 복합재 성형 시, 결과물에 잔류 응력과 열 변형이 발생한다[2]. 그 결과, 기존 설계와 결과물 사이의 오차, 기계적 성능 저하가 발생하고 이를 보정하기 위해 제품을 재설계하고 수정, 확인하는 과정에서 제작 시간과 비용이 증가한다. 때문에 유한요소해석을 통해 잔류 응력과 열 변형 발생 요인을 고려하여 성형 연구가 이루어지고 있다.
잔류 응력과 열 변형은 적층 배열, 수지의 화학 수축과 열팽창, 몰드의 영향 등 다양한 요인에 의한 것이다. Jung은 2-D 점탄성 모델을 사용하여 온도, 경화도, 완화 시간에 따른 복합재 물성을 계산하여 온도 변화에 의한 열팽창과 경화에 의한 화학 수축이 잔류 응력에 끼치는 영향을 연구했고[3], Seong은 3-D 점탄성 모델로 확장하여 평판, L-형상 성형 시 발생하는 잔류 응력과 열 변형을 예측했다[4]. Kim은 온도와 경화도에 대한 물성을 획득하는 CHILE 모델을 이용하여 Convex, Concave 형상 복합재의 열 변형을 계산하고, 이를 보완하기 위해 몰드를 수정하면 초기 설계와 가까운 결과물을 얻을 것으로 예상했다[5]. Sung은 L-형상과 C-형상 몰드의 열팽창 계수와 마찰계수를 달리하여 열 변형을 확인한 결과 몰드의 열팽창 계수가 증가하고 마찰력이 클수록 변형이 커지는 것을 확인했다[6].
하지만 선행 논문[3-6]의 해석을 위해 사용된 온도와 경화도는 오토클레이브 내부와 복합재의 온도를 동일하게 가정한 결과이다. 실제 공정에서는 열이 복합재와 몰드에 전달되고 복합재 수지의 경화에 따른 화학 반응열이 발생하기 때문에 오토클레이브의 온도와 복합재의 온도가 불일치한다[7].
본 연구는 잔류 응력과 열 변형 해석에 정확한 온도와 경화도 적용하기 위해, 화학 반응열과 내부 열전달 과정을 고려한 열화학 모델을 상용프로그램 ‘ABAQUS’와 ABAQUS USER SUBROUTINE 기능[8,9]을 활용했다.
열화학 모델 해석 기법을 White, Kim[10]의 연구 결과와 비교하여 검증했고, 본 해석 모델이 다른 두께에서도 이와 같은 경향성을 나타내는지 확인하기 위해 두께별 케이스 연구를 하였다.
2.1 복합재 열화학 모델 열전달 방정식
열경화성 복합재 성형 시, 오토클레이브 내부의 열에 의해 수지가 경화되면서 화학 반응열이 발생한다. 복합재로 전달되는 열과 경화에 의한 화학 반응열을 고려한 열화학 모델 해석을 위해 푸리에 방정식(1)을 사용한다. .q̍은 화학 반응열 비를 나타내고 T는 온도, kx, ky , kz는 방향별 열 전도도를 나타낸다. ρ, Cp는 각각 밀도와 비열을 의미한다.

화학 반응열 비를 의미하는 .q̍는 수지의 고분자 화학 가교에 의해 발생하고 식 (2)를 통해 계산한다[11]. 이 화학 반응열에 의해 복합재의 내부 온도가 외부 온도보다 높아지는 상황이 발생하고 수지 경화 속도에 영향을 준다.

HT는 경화 시 발생하는 총 발열량이고 da/dt는 경화도 비, a는 경화도를 의미한다. 본 연구에서 수지 경화에 따른 열 전도도, 밀도, 비열 값은 일정하다고 가정했다.
2.2 복합재 열화학 모델 경화 방정식
수지의 경화도 α는 0~1 값으로 표현된다. 경화도가 0 이면 수지가 액체 상태이고, 1의 값을 가질 때는 완전 경화가 일어나 고체가 되었다고 본다. 복합재 성형 시 변화하는 경화도 계산을 위해, DSC(Differential scanning calorimetry) 장비 실험을 통해 획득한 데이터로 경화 방정식을 도출했다. 본 연구에서 사용된 3501-6 수지의 경화도는 식 (3)~(5)을 통해 구한다[10].
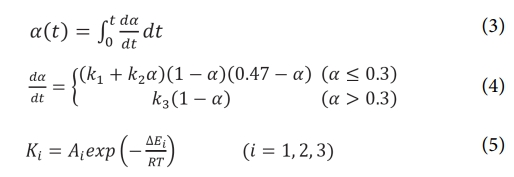
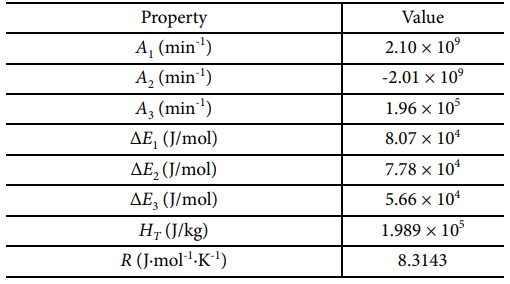
Ki는 반응 속도 상수로 아레니우스 함수로 표현하며 식(5)과 같다. Ki 값을 통해 온도에 따라 경화 시간이 빨라지거나 느려지는 것을 확인할 수 있다. Ai는 빈도 계수, DEi는 활성화 에너지, R은 일반 기체 상수를 의미한다. 경화 방정식의 상수 값은 Table 1에 표기하였다.
2.3 HETVAL 서브루틴
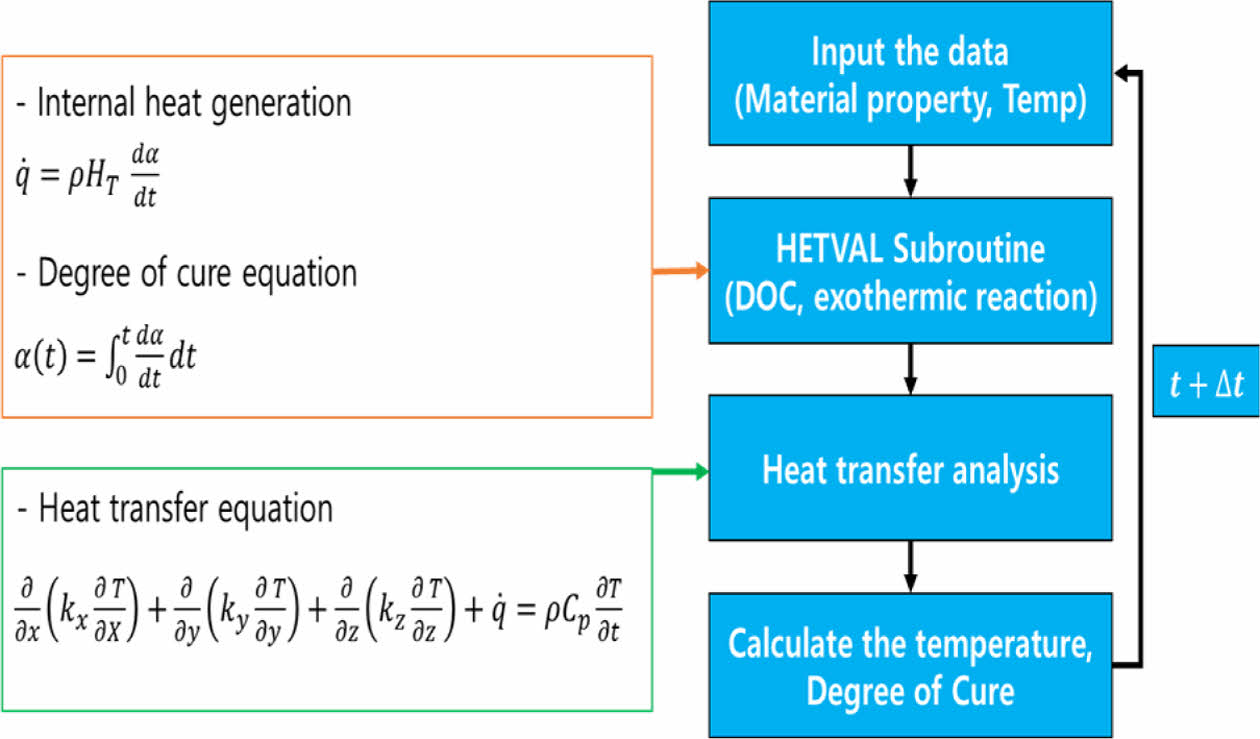
화학 반응열과 복합재의 경화도는 ‘ABAQUS’ 기본 열전달 해석으로 구할 수 없고 ABAQUS USER SUBROUTINE의 HETVAL 서브루틴을 활용한다[12]. HETVAL 서브루틴은 열전달 식 (1)에서 복합재 경화 시 발생하는 .q̍를 계산한다. 이를 위해 식 (2)~(5)를 HETVAL 코드에 입력하고 Fig. 1과 같은 순서로 열화학 모델 해석이 진행된다.
|
Fig. 1 Diagram flow of the HETVAL subroutine |
3.1 복합재 열전달 해석 검증 모델링
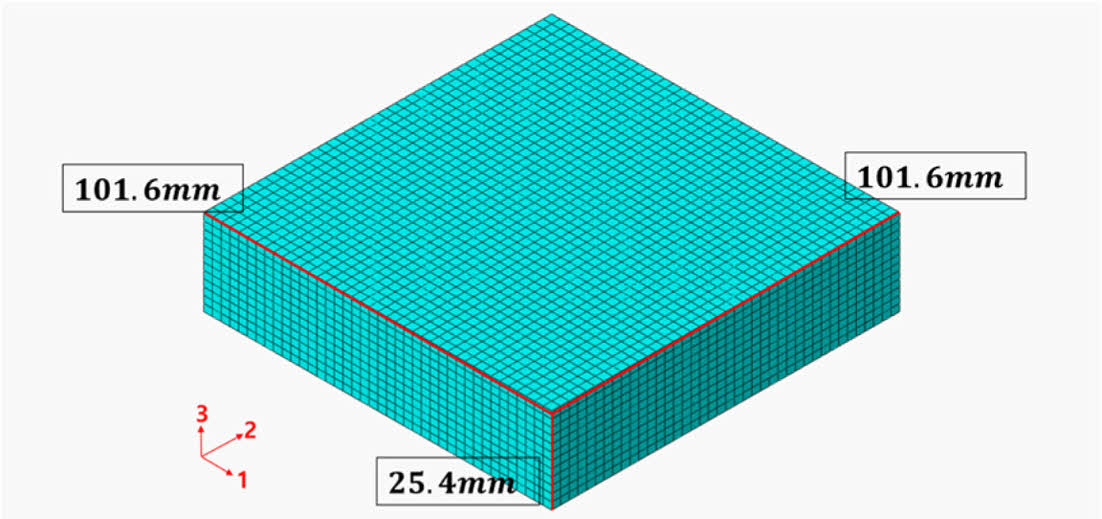
열화학 모델을 적용한 복합재 열전달 유한요소해석 기법 검증을 위해 White, Kim[10]와 똑같이 Fig. 2와 같이 모델링하고 해석하였다. 참고 논문에서 모델 정중앙에서 온도와 경화도 값을 구하였기 때문에 같은 지점에서의 해석 결과를 통해 White, Kim 연구 결과와 비교하였다.
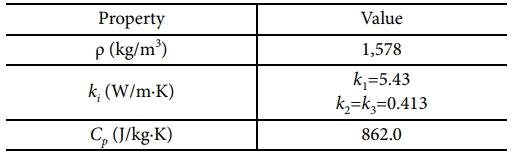
AS4/3501-6 복합재를 [90°/0°]s로 적층했고 101.6 mm × 101.6 mm × 25.4 mm의 평판을 모델링하였다. 유한요소해석에는 ‘ABAQUS’ 열전달 해석에 HETVAL 서브루틴을 추가하였고 DC3D8 타입 요소 총 20,000개를 사용했다. 사용된 물성은 비교 논문[10]과 같은 값을 사용하였고 Table 2에 정리했다.
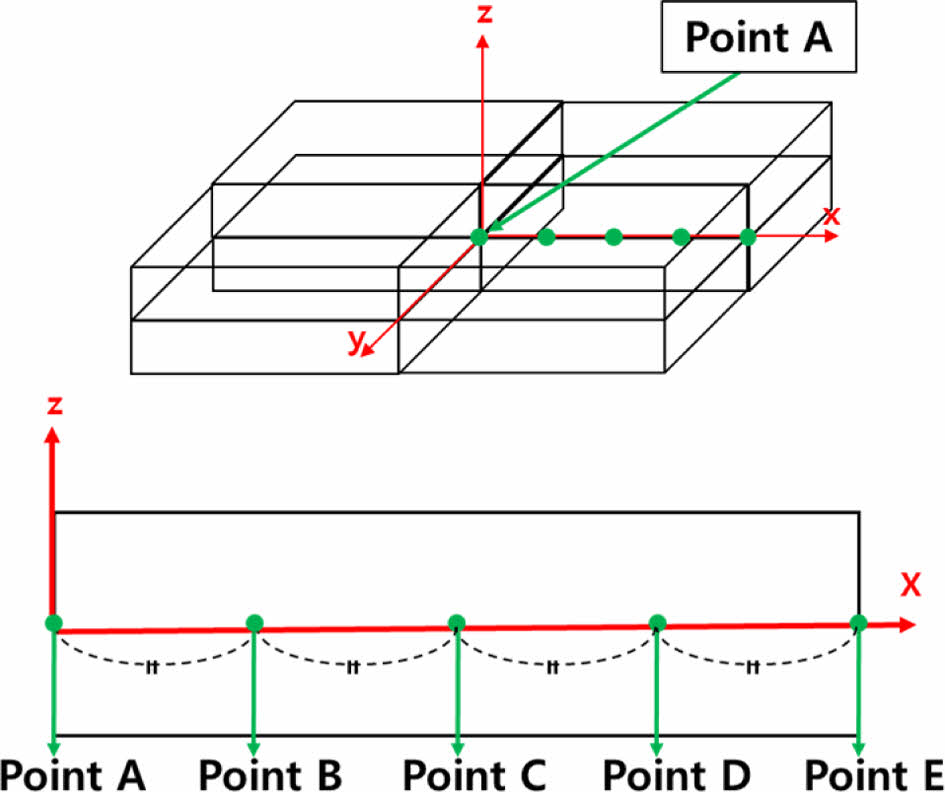
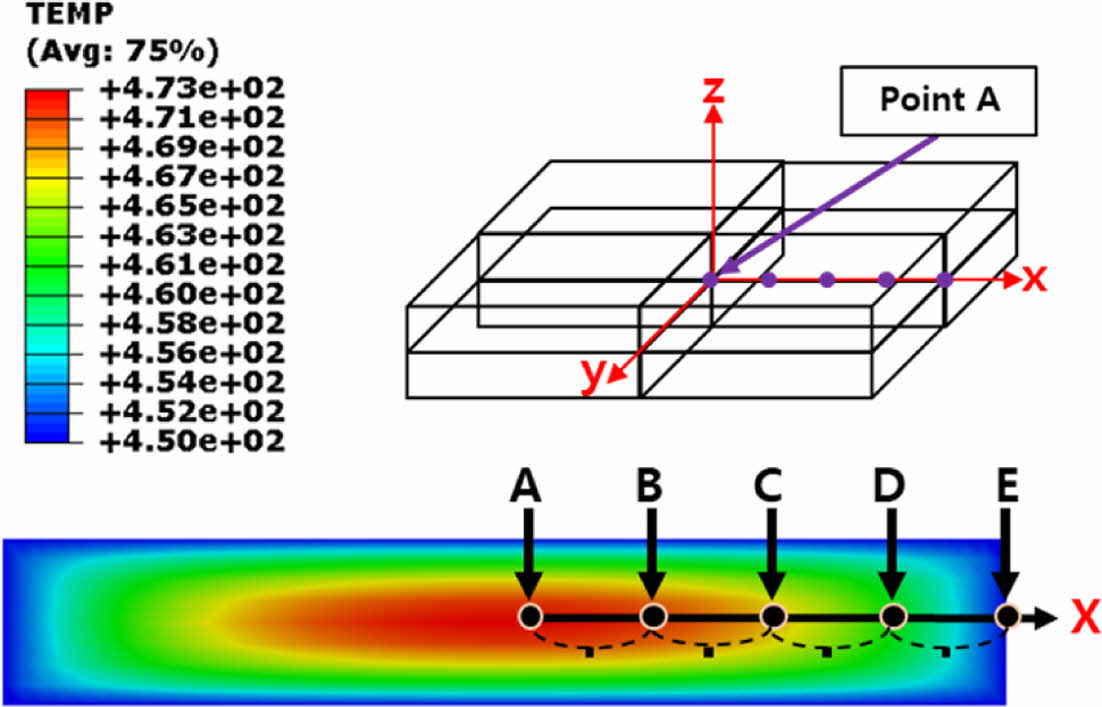
또한, 화학 반응열 생성과 열전달 상황을 확인하기 위해 모델 중심에서 X축을 따라 일정한 간격으로 떨어져 있는 5개 지점 Point A~Point E에서 온도와 경화도 값을 확인하였다. 각 포인트의 위치는 Fig. 3과 같다.
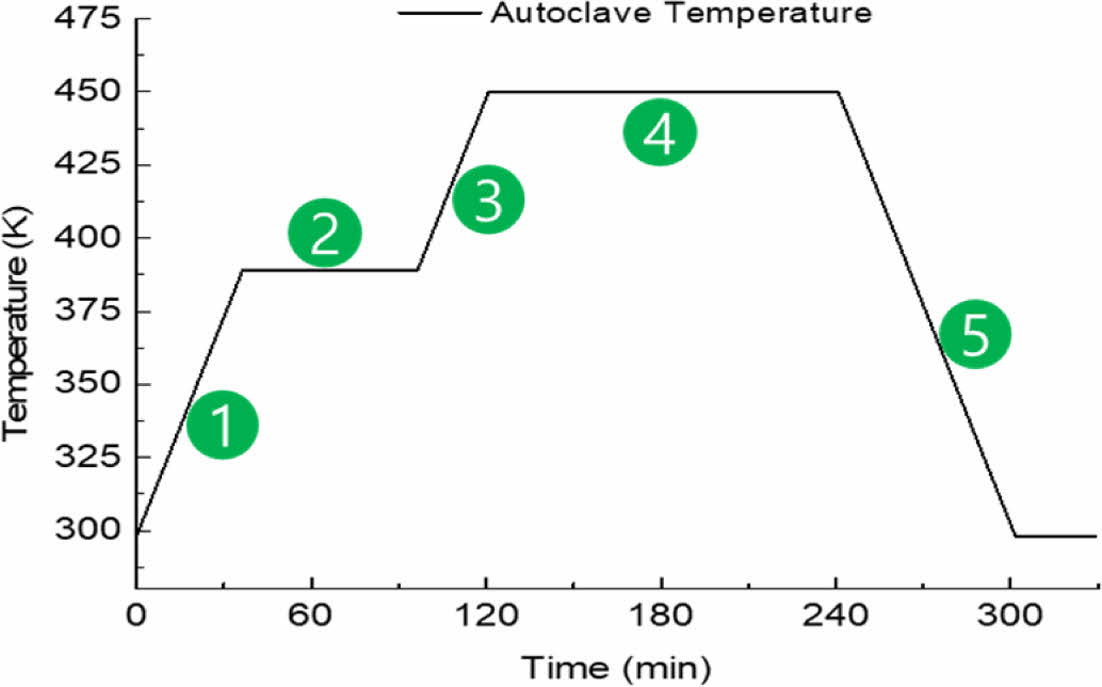
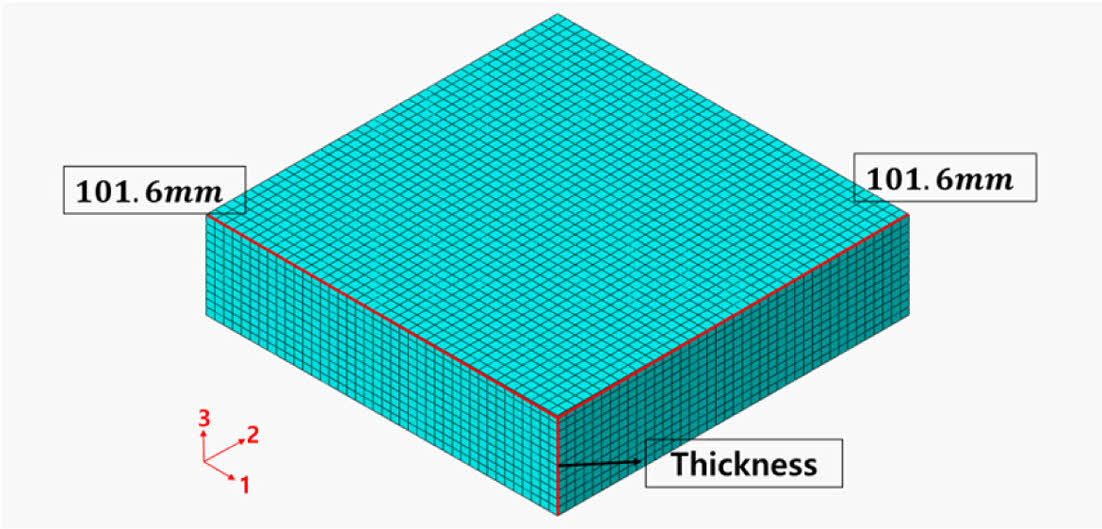
AS4/3501-6 모델 표면에서 내부로 오토클레이브의 열이 전달되는 상황을 모델링하기 위해 모델 전체의 초기 온도는 298K, 오토클레이브 온도를 복합재 표면에 경계 조건으로 설정했다. 이 온도는 5단계의 사이클을 따라 변하고 Fig. 4와 같다. 먼저 ① 초기 온도 298 K에서 389 K까지 분당 2.5 K 온도가 상승하고 ② 389 K 온도를 60분 유지한다. 다시 ③389 K에서 450 K까지 분당 2.5 K 온도가 상승하고 ④ 450 K 온도를 120분 유지한다. 마지막으로 ⑤ 450 K에서 298 K까지 분당 2.5 K 온도를 내린다.
3.2 복합재 열전달 해석 검증 결과
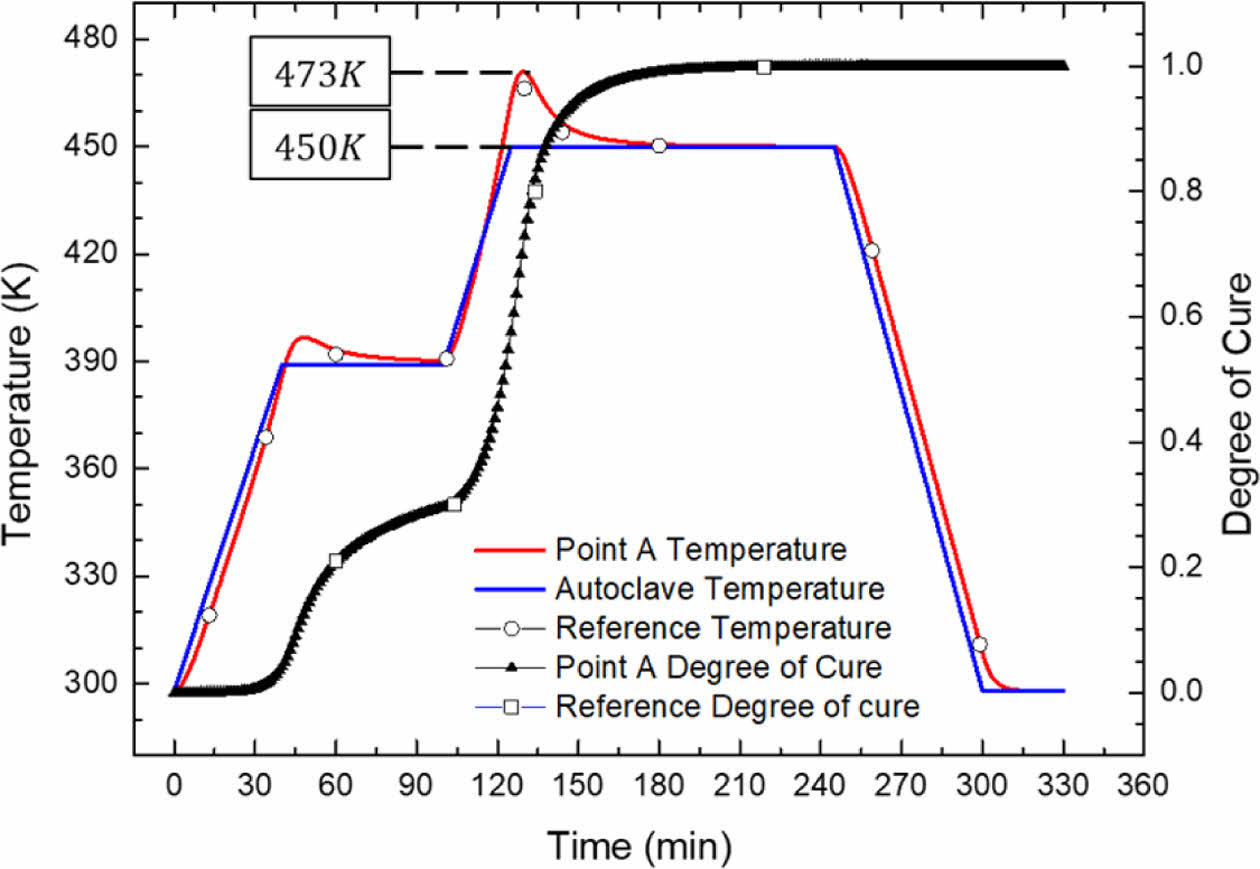
열화학 모델 해석과 White, Kim[10]의 연구 결과를 Fig. 5 그래프에 나타내었다. 복합재 중심 Point A에서 성형 과정 시 변화하는 온도, 경화도 해석 결과를 시간에 따라 표시했다. 비교를 위해 참고 논문의 참조 값도 함께 추가했다. 그래프의 왼쪽 Y축은 온도, 오른쪽 Y축은 경화도, X축은 성형 시간을 의미한다.
오토클레이브의 온도가 상승하거나 하강하는 구간에서 복합재 중심 온도와 외부 온도 차이가 발생했는데, 이는 열이 전도될 때 시간이 걸리기 때문이다. 오토클레이브 온도가 일정한 구간에서 해석 결과와 참고 논문[10] 모두 화학 반응열에 의한 중심과 외부 온도차가 발생했다.
먼저 화학 반응열에 의해 온도차가 가장 큰 125분에서 복합재 중심의 온도와 경화도를 비교했다. 참고 논문[10]은 온도 470 K, 경화도 0.75로 나타났고 열화학 모델 해석은 온도 473 K, 경화도 0.788로, 두 연구가 125분에서 유사한 값을 가졌다. 또한 Fig. 5에서 두 연구의 성형 시간에 따른 온도와 경화도를 확인하면 동일한 경향성을 가지고 변화하는 것을 알 수 있다.
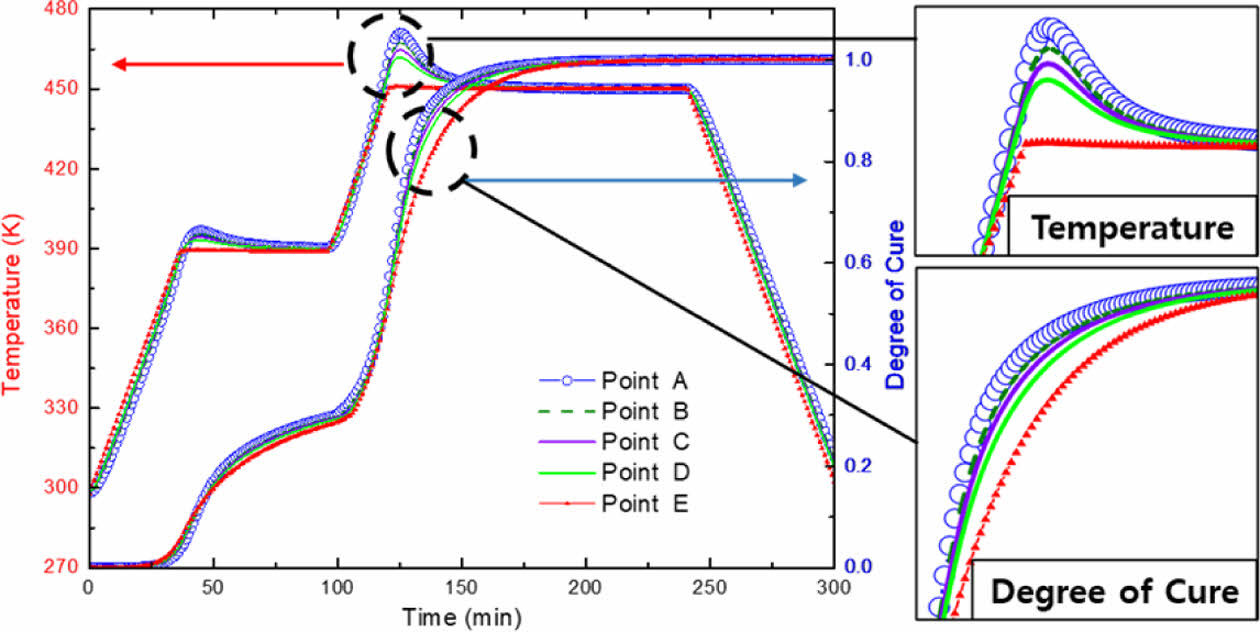
다음으로 열화학 모델 해석으로 얻은 온도와 경화도를 Point A~E에서 확인하였고 Fig. 6에 각 지점별 온도와 경화도를 나타내었고 왼쪽 Y축은 온도, 오른쪽 Y축은 경화도를 의미한다. 복합재 중심인 Point A에 가까울수록 화학 반응열에 의해 피크 온도가 크게 나타났고, 온도가 높기 때문에 경화 속도 또한 빨라지는 것을 확인했다.
온도 사이클을 복합재 표면 경계조건으로 설정했기 때문에 복합재 외부에 가까울수록 열평형에 의해 온도 사이클과의 온도 차가 작아지고, 화학 반응열에 의한 영향이 적다.
Fig. 7은 최대 피크 온도가 나타나는 125분에서 복합재 단면의 내부의 온도 분포이다. 단면 중심 온도가 473 K으로 가장 높고 외부로 갈수록 표면에 부여한 125분에서의 오토클레이브 온도 사이클 값 450 K에 가까워진다. 이 온도 분포는 복합재 내부의 경화도 불균형을 만든다.
열화학 모델 해석을 통해 획득한 복합재 중심의 온도와 경화도가 White, Kim 연구 결과[10]의 경향성을 가지는 것을 확인했다. 또한, 시간에 따른 복합재 내부 온도와 경화도 분포가 발생함을 통해 화학 반응열이 고려된 열전달 해석 이루어졌다고 볼 수 있다. 이를 통해 열화학 모델 유한요소해석 기법이 타당하다고 판단된다.
|
Fig. 2 Geometry of AS4/3501-6 composite |
|
Fig. 3 Locations of points A~E in AS4/3501-6 composite |
|
Fig. 4 Temperature cycle of autoclave |
|
Fig. 5 Temperature & Degree of cure at center point |
|
Fig. 6 Temperature & Degree of cure with respect to autoclave cycle |
|
Fig. 7 Temperature distribution at each point on 125 min |
4.1 복합재 두께별 해석 모델링
열화학 모델을 다른 두께에 적용하였을 때 같은 온도와 경화도 경향성이 나타나는지 확인하기 위해 두께별 케이스 연구를 하였다.
Fig. 8과 같이 AS4/3501-6 복합재를 [90°/0°]s 적층하였고 101.6 mm × 101.6 mm × Thickness 평판 형상에 두께 Thickness만 변화를 주었다. 복합재 두께는 20 mm/15 mm/10 mm/5 mm로 5 mm씩 감소, 3 mm/2 mm/1 mm로 1 mm씩 감소시킨 7개 케이스로 변화를 주었다. 또한, 본 연구 3장에 사용한 두께 25.4 mm 모델까지 추가하여 총 8개의 케이스의 온도와 경화도를 비교했다.
해석에 사용된 물성은 기법 검증에 사용된 Table 2와 같이 부여했다. 모든 케이스 해석에는 DC3D8 타입 요소 총 20,000개를 사용했다.
두께별 성형 해석을 위해 각 모델 외부 표면에 기존에 사용된 Fig. 4의 오토클레이브 온도 사이클을 경계 조건으로 설정했다. 비교를 위해 각 케이스 정중앙의 온도와 경화도 데이터를 사용하였다.
4.2 복합재 두께별 해석 결과
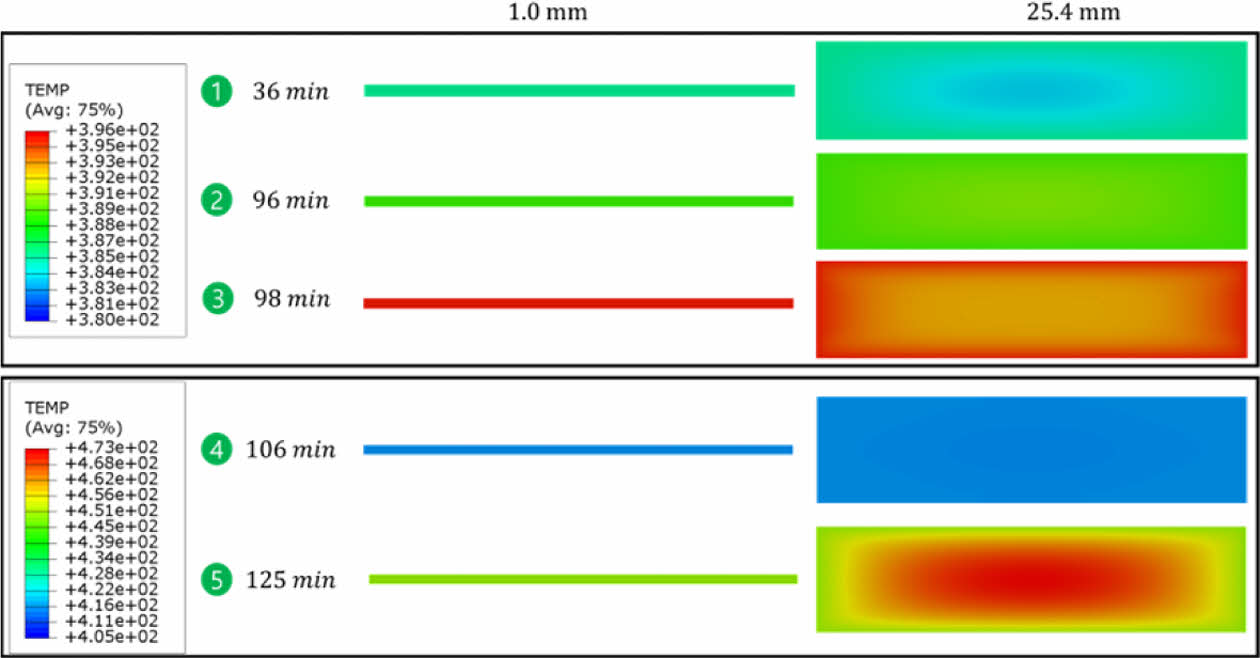
두께에 대한 화학 반응열과 열전달 경향성 확인을 위해 먼저, 두께 차이가 가장 큰 1.0 mm, 25.4 mm 복합재 단면을 비교했다. 중심과 외부의 온도가 변하는 다섯 구간에서 단면을 확인했고 이는 Fig. 9와 Fig. 10에 나타냈다. 여기서 빨간 부분은 파란 부분보다 온도가 높은 것을 의미한다.
1.0 mm 복합재는 외부와 내부의 열평형이 빠르게 일어나고 화학 반응열의 영향이 작기 때문에 온도 분포가 거의 나타나지 않았고, 25.4 mm 복합재는 열전달과 화학 반응열에 의해 중심 온도가 외부보다 낮았다가 높아지는 분포가 확실히 나타났다.
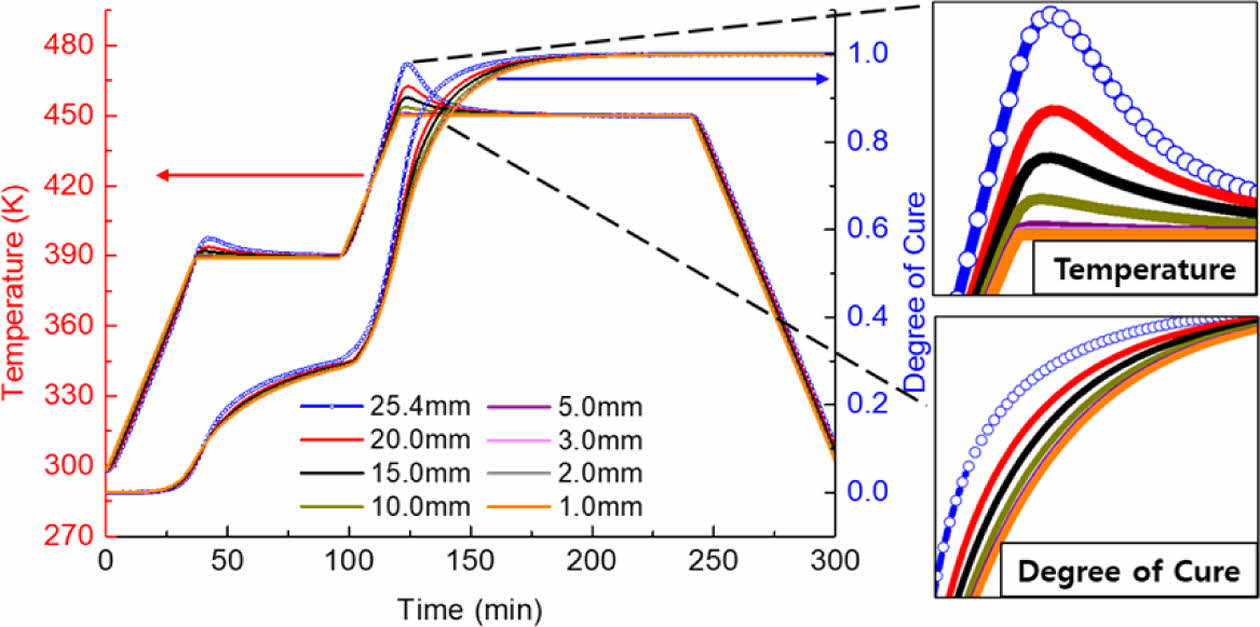
두께별 8개 케이스 모델 중심에서, 성형 시간에 따른 온도와 경화도 결과는 Fig. 11과 같이 나타내었다. X축은 성형 시간, 왼쪽 Y축은 온도 그리고 오른쪽 Y축은 경화도를 의미한다.
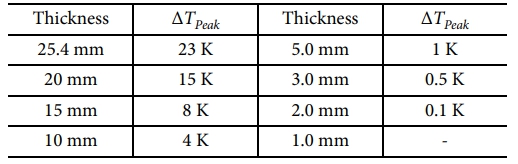
두께가 두꺼울수록 최대 온도 높아지며 외부 온도와의 차이가 커지는 것을 확인했다. 내부 최대 온도와 외부 온도의 차이는 Table 3에 정리를 했다. 가장 두꺼운 케이스인 25.4 mm에서 23 K 온도차가 발생하고 두께가 줄어들수록 온도차도 줄어들었지만 마찬가지로 화학 반응열에 의한 내부 온도 상승이 나타났다.
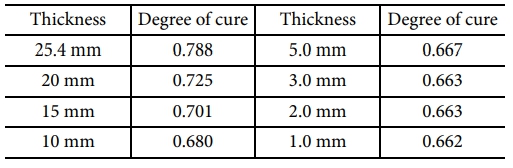
또한 화학 반응열에 의해 최대 온도가 높아지면서 경화 속도 또한 빨라지는 것을 확인할 수 있다. 속도 비교를 위해 경화도 차이가 가장 큰 125분에서 두께별 경화도를 Table 4에 정리했다.
125분에서 25.4 mm는 0.788, 1.0 mm는 0.662의 경화도를 가지고 두께가 두꺼워질수록 경화가 빨리 일어났다.
열화학 모델의 적용을 통해 화학 반응열에 의해 내부 온도 상승이 나타났고 이 온도를 통해 두께별로 경화 속도도 달라지는 것을 확인했다. 두께에 따라 발열량과 열평형에 의해 온도 상승과 경화도 변화 크기가 다르지만 경향성은 일치하는 것을 확인했다.
|
Fig. 8 Geometry of AS4/3501-6 composite |
|
Fig. 9 Temperature cycle of autoclave |
|
Fig. 10 Temperature distribution at different times for thin & thick composite |
|
Fig. 11 Temperature and Degree of cure at center point for various composite thicknesses |
기존 연구에서는 오토클레이브 온도와 복합재 전체 온도를 동일하게 가정하고 성형 예측을 하였지만 본 연구에서는 실제 성형 과정과 가까운 온도와 경화도 계산을 위해 열화학 모델을 이용하였다.
먼저, 상용프로그램 ‘ABAQUS’에 HETVAL Subroutine을 활용한 열화학 모델 해석 기법으로 온도, 경화도를 획득하고 참고 논문과 비교했다. 화학 반응열에 의한 복합재 내부 최대 온도가 125분에서 473 K까지 증가하는 것을 확인했고 온도와 경화도 변화가 참조 점과 일치했다. 또한 해석한 복합재 단면과 내부 5개의 포인트에서 시간에 따른 온도와 경화도 차이가 발생했다. 이를 통해 HETVAL Subroutine을 활용한 열화학 모델 해석 기법이 타당함을 검증했다.
열화학 모델이 다른 두께에서도 이와 같은 경향성을 나타내는지 확인하기 위해 두께별 케이스 연구를 한 결과, 두께에 따라 온도 상승과 경화도 변화 크기는 다르지만 경향성이 일치하는 것을 확인했다. 두께가 두꺼울수록 복합재 내부 최대 온도가 높게 상승하고 이로 인해 경화 속도가 빨라졌다.
추후 연구에서 열화학 모델을 적용하여 획득한 온도와 경화도를 통해 복합재 성형 시 발생하는 잔류 응력과 열 변형 예측 해석을 할 예정이다. 또한, 실제와 가까운 해석을 위해 몰드를 적용하고 오토클레이브 열이 대류에 의해 복합재로 전달되는 연구도 필요하다.
본 연구는 부산대학교 기본연구지원사업(2년)과 정부(과학기술정보통신부)의 재원으로 한국연구재단 미래우주교육센터(2022M1A3C2076724)와 교육부 및 한국연구재단의 4단계 두뇌한국21 사업(4단계 BK21 사업)의 지원을 받아 수행된 것이며, 지원에 대해 진심으로 감사드립니다.
- 1. Baran, I., Cinar, K., Ersoy, N., Akkerman, R., and Hattel, J.H., “A Review on the Mechanical Modeling of Composite Manufacturing Processes,” Archives of Computational Methods in Engineering, Vol. 24, 2017, pp. 365-395.
-

- 2. Albert, C., and Fernlund, G., “Spring-in and Warpage of Angled Composite Laminates,” Composites Science and Technology, Vol. 62, No. 14, 2002, pp. 1895-1912.
-
- 3. Jung, S.R., and Kim, W.D., “Analysis of Thermal Deformation of Carbon-fiber Reinforced Polymer Matrix Composite Considering Viscoelasticity,” Journal of the Korean Society for Composite Materials, Vol. 27, No. 4, 2014, pp. 174-181.
-
- 4. Seong, D.Y., and Kim, W.D., “Thermal Deformation Analysis of L-shaped Composite During Cure Process by Viscoelastic Model,” Journal of the Korean Society for Composite Materials, Vol. 33, No. 4, 2020, pp. 220-227.
-
- 5. Kim, Y.S., and Kim, W.D., “Prediction of Spring-in Deformation of carbon Fiber Reinforced Composite by Thermal Residual Stress,” Journal of the Korean Society for Composite Materials, Vol. 30, No. 6, 2017, pp. 410-415.
-
- 6. Sung, S.H., and Kim, W.D., “Prediction of Deformation of Carbon-fiber Reinforced Polymer Matrix Composite for Tool Materials and Surface Conditions,” Journal of the Korean Society for Composite Materials, Vol. 27, No. 6, 2014, pp. 231-235.
-
- 7. Chiao, L., and Lyon, R.E., “A Fundamental Approach to Resin Cure Kinetics,” Journal of Composite Materials, Vol. 24, No. 7, 1990, pp. 739-752.
-
- 8. Abaqus, I., Abaqus documentation Version 6, 2014.
- 9. Gang, J.H., and Kim, S.D., “Finite Element Analysis of an Epoxy Curing Processes by using Abaqus User Subroutine,” Computational Structural Engineering, Vol. 28, No. 4, 2015, pp. 7-11.
- 10. Kim, Y.K., and White, S.R., “Viscoelastic Analysis of Processing-induced Residual Stresses in Thick Composite Laminates,” Mechanics of Composite Materials and Structures an International Journal, Vol. 4, No. 4, 1997, pp. 361-387.
-
- 11. Lee, W.I., Loos, A.C., and Springer, G.S., “Heat of Reaction, Degree of Cure, and Viscosity of Hercules 3501-6 Resin,” Journal of Composite Materials, Vol. 16, No. 6, 1982, pp. 510-520.
-
- 12. Leanos, A.L., and Prabhakar, P., “Computational Modeling of Carbon/carbon Composites under Thermal Shock Conditions,” Composite Structures, Vol. 143, 2016. pp. 103-116.
-
 This Article
This Article
-
2023; 36(5): 315-320
Published on Oct 31, 2023
- 10.7234/composres.2023.36.5.315
- Received on Jun 16, 2023
- Revised on Aug 22, 2023
- Accepted on Sep 25, 2023
Services
Shared
Correspondence to
- Wie-Dae Kim
-
Aircraft Structural Design Lab, Department of Aerospace Engineering, Pusan National University
- E-mail: wdkim@pusan.ac.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr