





- Investigation of Interfacial Property Changes According to the Use of Veils in Carbon Fiber Reinforced Composites Fabrication
Hyoungjin Ji*, Minseo Kim*, Jitea Seo*, Donghyeon Lee**, Dong-Jun Kwon*†
* Department of Polymer Science and Engineering, Gyeongsang National University
** Department of Materials Science and Convergence Technology, Gyeongsang National University- 탄소섬유 강화 복합재료 제조시 Veil 사용에 따른 계면물성 변화 조사
지형진* · 김민서* · 서지태* · 이동현** · 권동준*†
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
In the aerospace industry, Out-of-Autoclave (OoA) processes are increasingly adopted to enhance manufacturing efficiency for large-scale structures, with Automated Fiber Placement (AFP) and Automated Tape Laying (ATL) technologies serving as core methods for precise dry preform layup. However, the incorporation of the veil exerts complex effects on the final mechanical properties; while it offers the positive benefit of enhancing interlaminar toughness by suppressing crack propagation, it simultaneously acts as a physical barrier that impedes resin flow and hinders direct bonding between the carbon fibers and the resin. This study investigates the effects of Polyamide (PA) binder veil insertion on the Interlaminar Shear Strength (ILSS) and micro-interfacial characteristics of carbon fiber composites, focusing on variations in consolidation pressure and veil layers. The results showed that all veil-inserted specimens exhibited a significant decrease in ILSS compared to non-veil specimens, regardless of pressure conditions. This degradation occurs because the veil acts as a physical barrier hindering resin impregnation and increasing interlaminar thickness, thereby weakening interfacial bonding. By identifying the mechanisms of mechanical degradation caused by binder veils in AFP/ATL-based processes, this study emphasizes the need for optimized process designs that balance manufacturing efficiency and mechanical integrity.
최근 항공우주 산업에서는 대형 구조물의 공정 효율화를 위해 오토클레이브를 사용하지 않는 Out-of-Autoclave(OoA) 공정이 확산되고 있으며, 특히 건식 프리폼의 정밀 적층을 위한 AFP(Automated Fiber Placement) 및 ATL(Automated Tape Laying) 기술이 핵심으로 활용되고 있다. 이 과정에서 프리폼의 형태 안정성을 위해 삽입되는 열가소성 바인더 베일은 필수적이다. 그러나 베일의 삽입은 균열의 전파 억제를 통한 층간 인성 향상이라는 긍정적인 측면과, 수지 유동을 방해하는 물리적 장벽 및 섬유와 수지의 직접적인 결합을 방해하는 부정적인 측면을 동시에 지니며 최종 복합재료의 기계적 물성에 복합적인 영향을 미친다. 본 연구에서는 폴리아미드(Poly amide, PA) 바인더 베일의 삽입이 탄소섬유 복합재료의 층간 전단 강도 및 계면 특성에 미치는 영향을 공정 가압 조건과 베일 적층 수에 따라 분석하였다. 실험 결과, 베일이 삽입된 모든 시편은 가압 조건에 관계없이 베일이 없는 시편보다 층간 전단 강도가 유의미하게 감소하였는데, 이는 베일이 수지 함침을 방해하고 계면 결합력을 약화시키는 결함으로 작용하기 때문이다. 본 연구는 AFP/ATL 기반 공정에서 도입된 바인더 베일의 기계적 성능 저하 메커니즘을 규명하여, 공정 효율과 물성을 동시에 고려한 최적 공정 설계의 필요성을 제시한다.
Keywords: 자동 섬유 적층(Automated Fiber Placement), 자동 테이프 적층(Automated Tape Laying), 오토클레이브 외 성형(Out-of-Autoclave), 층간 전단 강도(Interlaminar Shear Strength), 폴리아미드 베일(Polyamide Veil)
탄소섬유 복합재료는 비강도와 비강성을 바탕으로 현대 항공우주 산업의 핵심 소재로 활용되고 있다. 고품질 성형을 위해 고온, 고압의 오토클레이브 공정이 표준으로 사용되어 왔으나 최근 항공우주 산업에서 제작되는 기체 구조물이 대형화 및 일체화에 따른 비용의 증가의 한계로 인해 공간적, 경제적 제약을 극복하기 위해 Out-of-Autoclave(OoA) 공정 도입이 가속화되고 있다[1-3]. 특히 자동화 적층 기술인 Automated Fiber Placement(AFP) 및 Automated Tape Laying(ATL)을 활용하여 대형 부품의 적층 효율을 극대화하려는 시도가 지속적으로 진행되고 있다[4-6]. 이때 공정의 핵심 소재로 사용되는 건식 테이프는 레이저 열원과 롤러의 압착을 통해 프리폼의 형태 유지한다. 건식 테이프는 수지가 함침 되지 않은 상태로, 탄소섬유 다발에 바인더인 베일이 Tacking된 형태이다[7].
다양한 고분자 베일 중 폴리아미드(Polyamide, PA) 베일은 타 고분자 소재에 비해 경제적 효율성이 뛰어나며 시장 수급이 용이하다는 장점을 가져 가장 보편적인 베일로 사용되고 있다[8]. 그러나 바인더 베일이 복합재료에 삽입되게 되면 복합재료의 새로운 하나의 계면 층이 형성된다. 이러한 층간 미세구조의 변화는 복합재료의 기계적 물성에 영향을 미치는 주요 원인으로 작용한다[9]. 열가소성 베일은 성형 공정 중 용융되어 수지와 혼합되거나 독립적인 층을 형성한다. 베일 층은 균열 전파를 억제하여 층간 인성을 높이는 작용할 수 있다. 그러나 베일의 존재는 수지의 유동을 차단하는 물리적 장벽으로 작용하여 함침 불량을 야기할 수 있으며, 탄소섬유와 수지 간의 직접적인 결합을 방해하여 층간 전단 강도를 저하시킬 위험성도 존재한다.
본 연구에서는 성형 압력과 PA 베일의 적층 수를 공정 변수로 설정하여, 삽입된 베일의 두께와 형상이 탄소섬유 복합재료의 품질 및 기계적 거동에 미치는 영향을 분석하고자 한다. 계면층의 물리적 변화를 확인하였으며, 성형 과정 중 발생하는 수지의 흐름 거동을 파악하기 위해 수지의 함침성 및 퍼짐성 평가를 진행하였다[10]. 또한, 에폭시 수지와 PA 베일 간의 계면 친화력을 확인하고자 접촉각 측정을 통하여 접착일을 산출하여 계면 접착력을 예측하였다[11, 12]. 또한, 바인더의 Tacking 성능을 확인하기 위해 단일 겹침 전단 시험를 진행하였다[13]. 최종적으로 PA 베일 도입으로 형성된 새로운 계면층이 층간 전단 강도 및 층간 분리 거동에 미치는 영향을 분석하였다[14]. 이러한 실험적 데이터를 바탕으로 공정 변수와 물성 간의 상관관계를 도출함으로써, OoA 성형 공정 최적화와 소재 계면 제어를 위한 실증적 가이드를 제시하고자 한다.
2.1 재료
본 연구에서는 강화재로 탄소섬유(T-700-50C 12k, Toray, 일본)를 활용하였다. 층간 보강을 위한 소재로는 폴리아미드 베일(Shanghai east bonding materials Co Ltd, 중국)을 사용하였다. 복합재료의 매트릭스인 에폭시 수지는 Bisphenol A 계열의 에폭시(KFR-120V, 국도화학, 한국)와 아민계 경화제(KFH-163, 국도화학, 한국)를 활용하였다. 주제와 경화제의 배합비는 10:3(중량비)으로 설정하여 실험을 진행하였다.
2.2 PA 베일 가열 압착 공정 조건 및 시편 제작
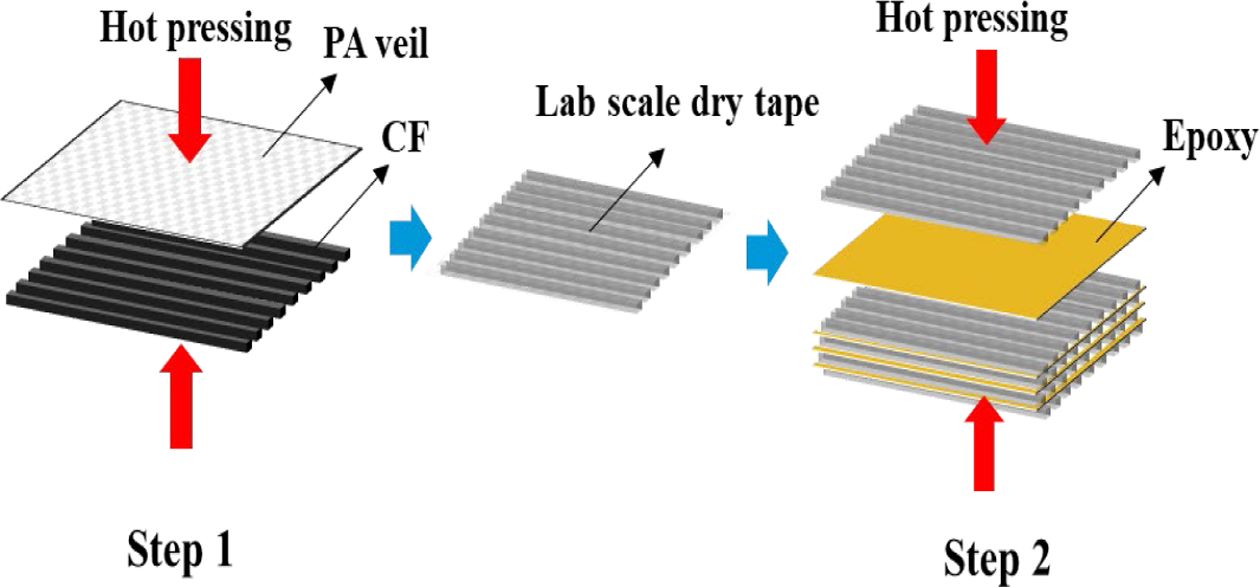
PA 베일이 가열 압착 공정 중 열과 압력에 의해 용융되어 탄소섬유 사이에서 계면 바인더로서 작용을 분석하고자 하였다. 베일의 융점과 흐름성을 고려하여 공정 온도는 100oC, 유지시간은 1분으로 설정하였으며, 이를 고정한 상태에서 가압력과 베일의 적층 수를 독립 변수로 설정하여 Table 1과 같이 총 5가지 조건의 실험을 설계하여 시편을 명명하였다[15]. 각 조건은 베일이 없는 대조군 V0P0를 포함하여, 베일 1층에 압력을 각각 0.1, 0.3, 0.5 MPa로 변화시킨 V1P1, V1P3, V1P5으로 설정하였다. 또한 베일 적층 수의 영향을 확인하기 위해 2층의 베일에 0.3 MPa의 압력을 가한 V2P3 조건을 추가하여 공정 조건을 도출하였다. AFP와 ATL 공정의 롤러 압착과 레이저 가열의 물리적 거동을 모사하기 위하여 핫 프레스 (DR-1005, DRTECH, 한국)를 이용하여 열과 압력을 제어하였다. 전체 시편 제작과정은 Fig. 1과 같이 2단계로 수행되었다. 1단계에서는 탄소섬유 UD 다발 위에 PA 베일을 위치시킨 후 핫 프레스의 가열 및 낮은 가압으로 베일이 섬유 표면에 부분적으로 융착된 Lab-scale dry tape를 제조하였다. 제작된 Lab-scale dry tape의 사진은 Fig. 2와 같다. 2단계에서는 제조된 Lab-scale dry tape를 적층하고 에폭시 수지를 함침 시킨 후, 복합재의 기공 제거 및 높은 섬유 체적을 위해 5 MPa, 110oC에서 1시간의 경화 사이클을 통해 최종 적층판을 제작하였다.
설정된 각 조건(V1P1~V2P3)에 따라 제작된 Lab-scale dry tape 시편의 단면을 레이저 공초점 현미경(VK-X3000, KOREA KEYENCE Co., Ltd., 일본)으로 촬영하였다. 용융된 베일이 탄소섬유 층 사이에서 형성하는 미세 구조를 확인하고, 최종적인 계면 두께를 정밀하게 측정하였다. 탄소섬유 프리폼을 고정해주는 바인더로서 역할을 수행하는지 평가하기 위해 탄소섬유 토우 사이에 1 cm2의 면적으로 Fig. 1의 1단계와 같은 과정을 통해 Tacking하여 단일 겹침 전단 시험 시편을 구성하였다. 층간 전단 강도 평가를 위한 단축 빔 전단 시험 시편은 ASTM D2344 규격을 따라 Fig. 1의 2단계와 같이 제작한 Lab-scale dry tape시편 적층 후 에폭시를 함침하여 제작하였다. 단일 겹침 전단 시험과 단축 빔 전단 시험의 경우 만능시험기(Z100, Zwick Roell Group, 독일)로 수행하였다.
2.3 공정변수에 따른 표면특성 및 수지거동 평가
앞서 설정한 5가지 공정 변수 조건에 따라 제작된 각각의 Lab-scale dry tape시편을 대상으로 표면의 특성과 수지의 물리적 거동 변화를 분석하였다. 표면 자유 에너지를 산출하기 극성 및 비극성 표준 액체를 4가지(증류수, 포름아마이드, 에틸렌글리콜, 다이아이오도메탄)를 이용하여 접촉각 측정을 수행하였다[16]. 측정된 데이터를 바탕으로 Young’s equation (1)을 통하여 섬유의 표면 에너지 성분을 분리 산출하였으며, 에폭시 수지의 표면 장력과 연계하여 Owens-Wendt 모델 식 (2)을 적용하여 고체와 액체 간의 열역학적 친화도를 의미하는 접착일을 계산하였다[17].

복합재료의 수지의 거동을 확인하기 위해서 시편 표면에 실제 에폭시 수지 액적이 확산되는 양상을 관찰하여 퍼짐성과 함침성을 평가하였다. 퍼짐성은 섬유 표면에 떨어진 수지의 면적이 시간에 따라 확장되는 속도와 범위를 측정하여 분석하였으며, 함침성은 수지가 섬유 다발 내부로 침투함에 따라 발생하는 액적 높이의 감소율을 시간에 따라 정량화하였다. 수지의 확산은 USB 전자현미경(AM3113, AnMo Electronics Corporation, Taiwan)을 이용하여 관측하였다.
2.4 Tacking 성능 및 층간 전단 강도 측정
공정 변수에 의해 변화된 표면 특성이 실제 성형 공정의 작업성과 최종 물성에 미치는 영향을 평가하기 위해 Tacking 성능과 계면 결합 강도를 측정하였다. Tacking 성능 평가는 단일 겹침 전단 시험으로 진행하였으며, 접합된 시편을 분리하는 데 필요한 하중을 측정하여 수지의 점착 특성을 분석하였다. 또한 섬유와 수지 사이의 실질적인 결합력을 확인하기 위해 층간 전단 강도를 측정하였다. 층간 전단 강도는 단축 빔 전단 시험을 통해 복합재 내부의 층간 분리 저항성을 평가하였다[18]. 이를 통해 접착일 및 수지 거동 특성이 최종적인 기계적 결합 강도 향상에 기여하는 메커니즘을 규명하였다.
|
Fig. 1 Schematic diagram of the fabrication process: step 1 illustrates the preparation of a lab-scale dry tape by pretacking the PA veil onto carbon fiber via hot-pressing; step 2 shows the final stacking and curing process with epoxy resin impregnation |
|
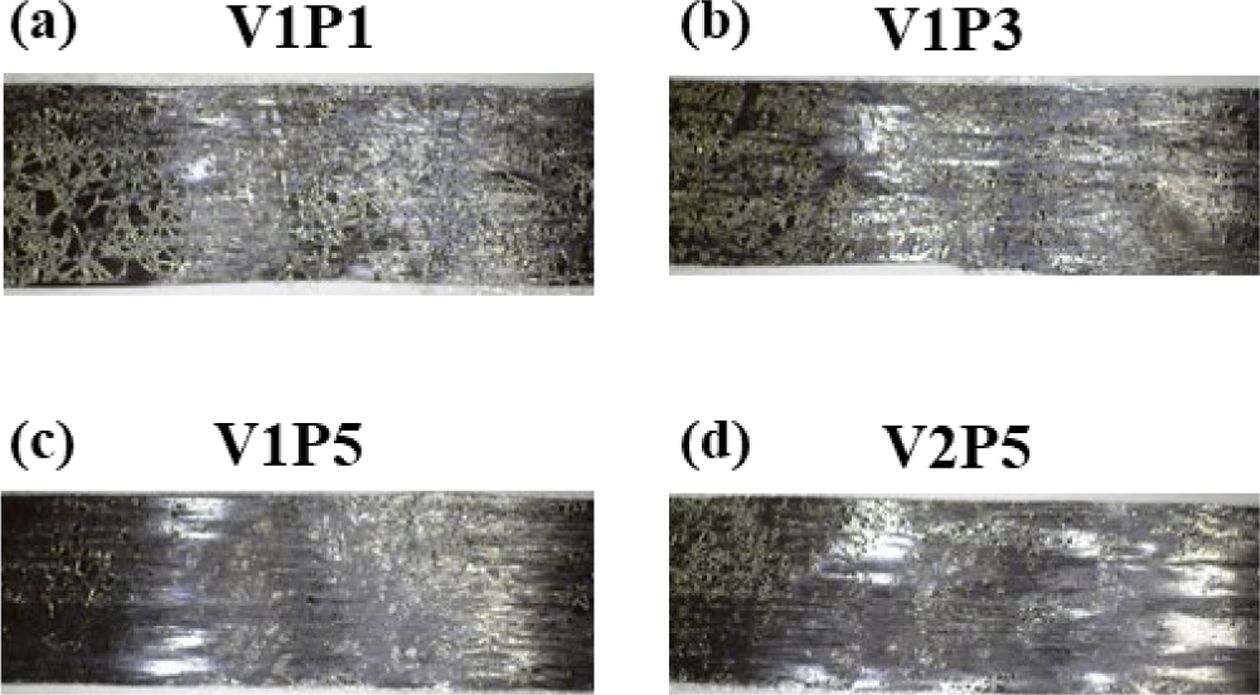
Fig. 2 Optical images of the fabricated lab-scale dry tapes according to the number of PA veil layers and applied pressure: (a) V1P1, (b) V1P3, (c) V1P5 and (d) V2P5 |
|
Table 1 Process conditions and nomenclature of specimens according to the number of PA veil ply and applied pressure |

3.1 공정조건에 따른 시편두께 및 형상 분석
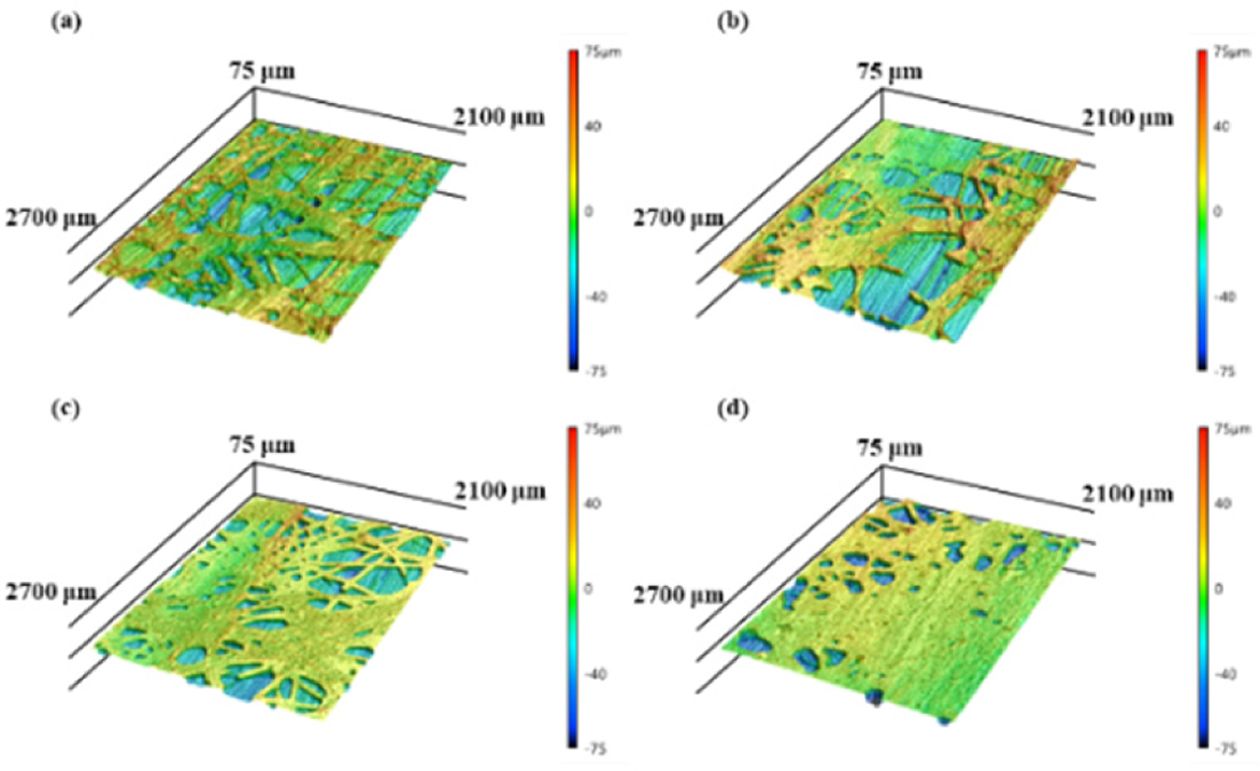
공정 압력 및 적층 수 변화에 따른 Lab-scale dry tape 시편의 기하학적 변화를 레이저 공초점 현미경으로 분석하였다. 분석 결과, 가압력이 증가함에 따라 베일의 압착 및 용융 유동이 촉진되어 시편의 전체 두께는 감소하는 경향을 나타냈다. Fig. 3은 공정 압력 및 베일 적층 수 변화에 따른 PA 베일 삽입 복합재의 계면 미세구조와 두께 변화를 레이저 공초점 현미경으로 분석한 결과이다. 구체적으로 Fig. 3(a), (b), (c)는 압력 증가(P1, P3, P5)에 따른 베일의 압착 및 융해 거동을 보여주며, Fig. 3(d)는 베일 적층 수가 두 층(V2)으로 증가했을 때의 계면 형상을 나타낸다.
Fig. 3에서 저압 조건인 V1P1(0.1 MPa)과 비교하여 고압 조건인 V1P5(0.5 MPa)에서 시편 두께가 감소하였다. 이는 고압이 베일을 압축하고 용융된 베일을 섬유 사이로 침투시켜 치밀한 계면을 형성했기 때문이다. 특히 베일의 적층 수를 2겹으로한 V2P3 시편은 V1P3 시편 대비 두께의 증가가 거의 없거나 미세하게 감소하였다. 이는 베일 양이 증가함에 따라 수직 방향으로 두께가 쌓이는 것이 아니라, 용융된 베일이 수평 방향으로 유동하며 섬유 표면의 피복 면적을 넓히는 데 주로 기여했음을 시사한다. 이러한 수평 유동은 층간의 빈 공간을 메우고 섬유와의 밀착력을 높여, 적층 수가 늘어났음에도 불구하고 전체 두께가 증가하지 않거나 오히려 치밀해지는 결과를 초래한 것으로 판단된다[19]. 결론적으로 공정 변수는 베일의 수직 두께보다는 수평적 분포와 계면의 치밀도에 더 큰 영향을 미치며, 이는 기계적 물성 평가에서 중요한 해석의 근거가 된다.
3.2 표면 에너지 및 함침 거동 분석
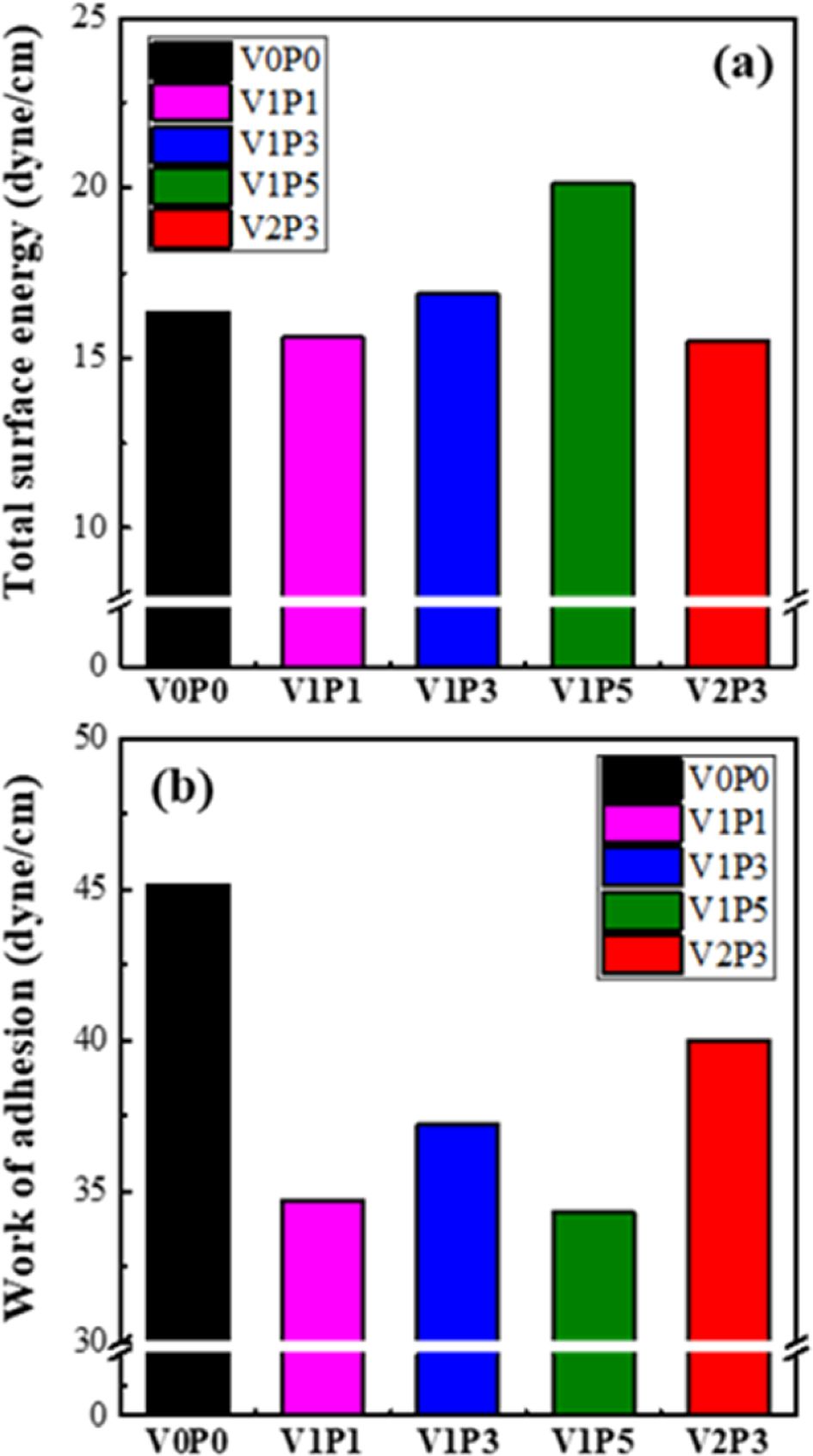
접촉각 측정을 통한 Lab-scale dry tape 표면 특성을 분석한 결과는 Fig. 4에 제시하였다. Fig. 4(a)는 공정 조건에 따른 전체 표면 자유 에너지 성분 변화를 나타내며, 이를 바탕으로 Owens-Wendt 모델로 산출된 에폭시 수지와 시편 간의 접착일 분석 결과는 Fig. 4(b)와 같다. Fig. 4에서와 같이 순수한 탄소섬유와 에폭시 수지 간의 접착일 값이 베일과 탄소섬유를 Tacking한 Lab-scale dry tape와 에폭시 수지 간의 값보다 높게 나타났다.
이는 에폭시 수지가 PA 베일보다 탄소섬유와 더 강한 잠재적 결합력을 가짐을 의미하며, 베일의 삽입이 계면에서 에너지적으로 불리한 상태를 형성하여 극성 상호작용을 약화시킴으로써 계면 친화력을 저하시키는 요인이 됨을 시사한다. 이러한 결과는 베일이 에폭시 수지와 결합을 방해하는 요소로 작용하여 오히려 낮은 계면 강도와 층간 물성을 나타낼 것이라고 예측할 수 있도록 한다.
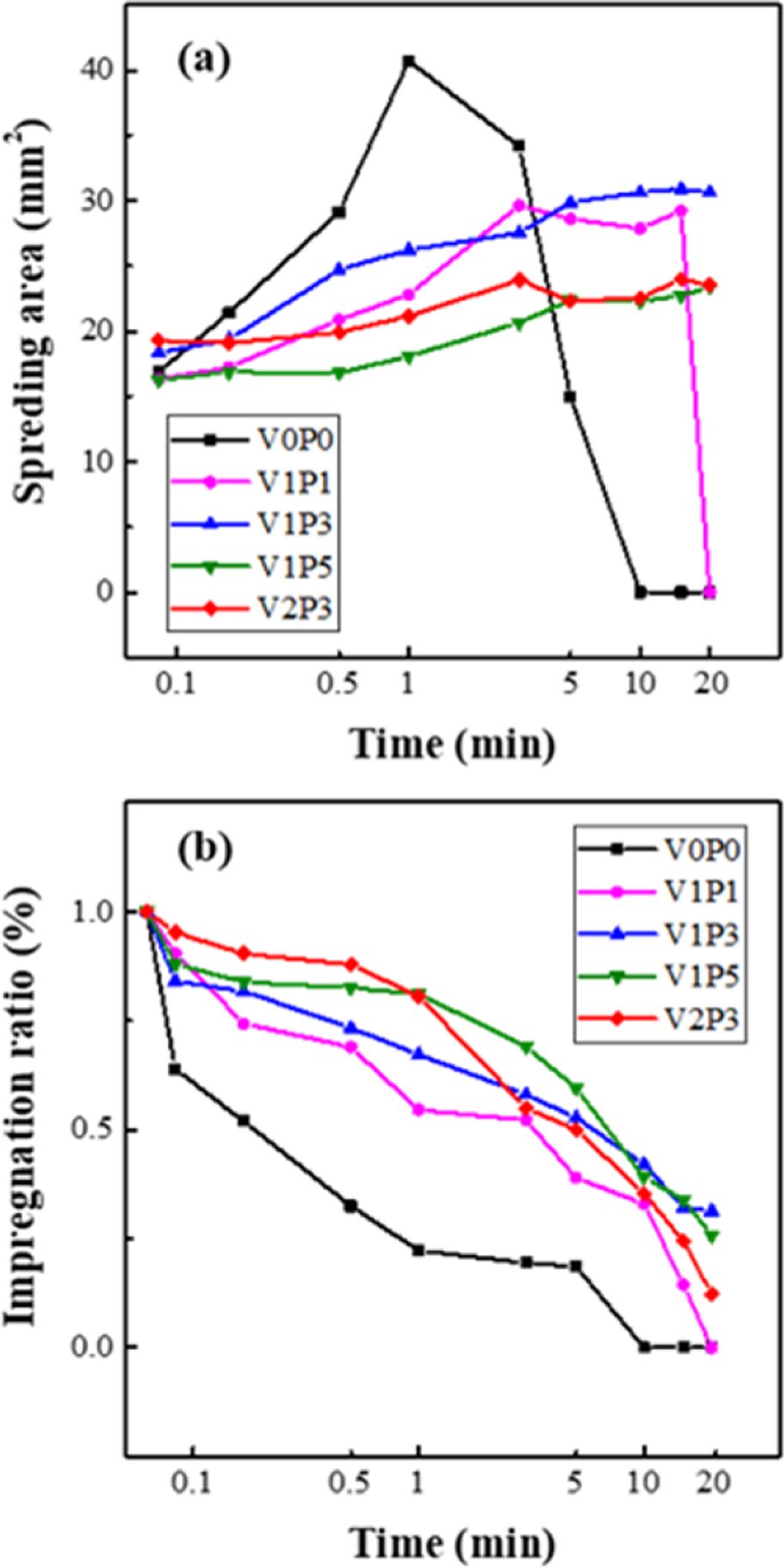
Lab-scale dry tape의 수지 함침 거동을 평가한 젖음성 및 함침성 평가실험에서도 이러한 경향이 확인되었다. Fig. 5(a)는 에폭시 수지의 액적의 가로와 세로 길이를 측정하여 산출한 퍼짐 면적(Spreading area, mm2)을 나타내었고, Fig. 5(b)는 초기 높이 대비 수지 침투 깊이를 백분율로 환산한 함침율(Impregnation ratio, %)을 나타낸 것이다. 실험 결과, 베일이 없는 대조군(V0, P0)은 측정과 동시에 급격한 면적 확산과 함침이 진행되었으며, 10분이전에 모든 수지가 함침 되었다. 반면, 베일이 삽입된 모든 시편(V1, V2)에서는 퍼짐의 면적 확산 속도가 상대적으로 느리게 나타났을 뿐만 아니라, 함침율 또한 완만하게 나타났다. V1P1을 제외한 나머지 베일을 사용한 시편의 경우 20분이 경과한 시점에서도 함침율이 0%에 도달하지 못하는 모습이 관찰되었다. 이는 층 간에 삽입된 베일이 수직 방향의 수지 침투를 방해하는 물리적 장벽으로 작용하였기 때문이다. 베일의 미세구조는 수지의 이동통로를 차단하거나 우회하게 함으로써 수평 방향의 퍼짐과 수직 방향의 함침 속도를 동시에 저하시켰다. 결과적으로 베일은 계면 친화력을 낮출 뿐만 아니라 공정 중 수지 함침을 물리적으로 저해하는 부정적 요인으로 작용함을 확인하였다.
3.3 Tacking 성능 및 층간 전단 강도 평가
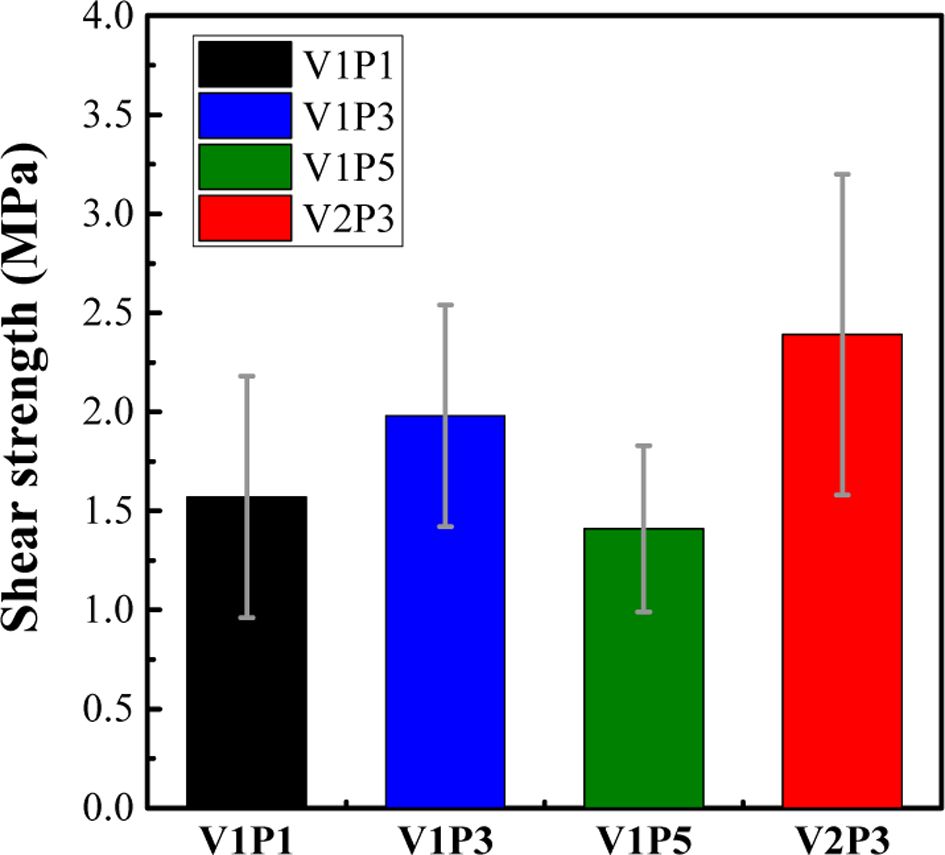
PA 베일의 바인더로서 접착 성능과 복합재의 계면 물성에 미치는 영향을 평가하기 위해 단일 겹침 전단 시험, 단축 빔 전단 시험을 수행하였다. 단일 겹침 전단 시험을 통해 공정 조건에 따른 PA 베일 바인더의 Tacking 성능을 평가한 결과는 Fig. 6와 같다. 실험 결과, 공정 압력과 베일의 적층 조건이 프리폼의 형태 유지를 위한 초기 접착 강도에 미치는 영향을 확인할 수 있다. 베일을 2겹 적층한 V2P3 조건에서 2.39 MPa로 가장 높은 전단 강도를 나타내며 V1 조건보다 우수한 고정력을 나타내었다. 반면, 1겹 베일에 과도한 압력을 가한 V1P5 조건에서는 가장 낮은 강도인 1.41 MPa로 평가되었다. 이러한 결과는 앞서 공초점 현미경에서 확인한 형상에서 비롯된다. V2P3의 경우, PA이 적절한 압력과 충분한 양으로 용융되어 수평방향으로 넓게 퍼지면서 빈 공간을 메우는 연속적인 접착 층을 형성하여 유효 접착 면적이 높은 접착력을 나타내었다. 반면, V1P5의 조건에서는 고압에 의해 용융된 베일이 섬유 사이로 과도하게 침투하였다. 이로 인해 계면에서 접착 역할을 수행할 베일의 존재량이 부족해져 유효 접착 면적이 감소하여 낮은 접착력을 나타내었다. 결과적으로, 최적의 Tacking 성능은 베일이 섬유의 표면을 충분히 피복할 수 있도록 하는 적절한 베일의 양과 압력을 제어하는 것이 핵심임을 확인하였다.
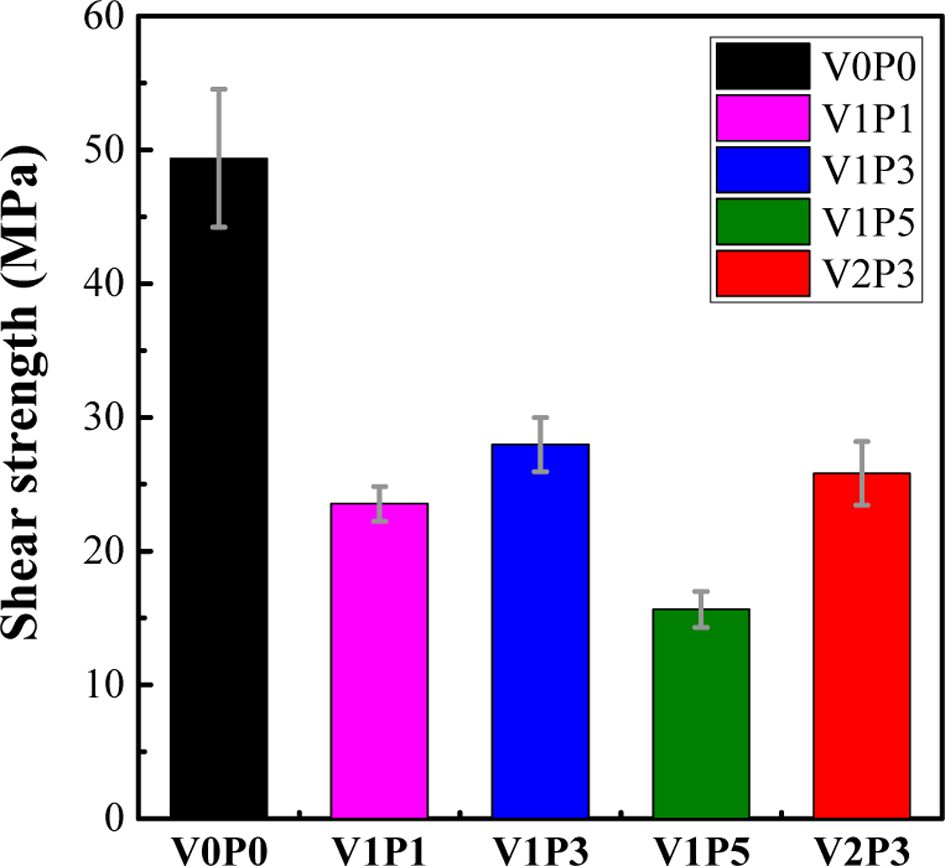
단축 빔 전단 시험을 이용하여 측정한 적층판의 층간 전단 강도 비교 결과는 Fig. 7에 나타내었다. 이는 공정 변수인 압력 및 적층 수에 의해 형성된 계면 밀도와 물리적 장벽 효과가 최종적인 기계적 물성에 어떠한 차이를 만드는지 보여준다. Fig. 7에서 베일이 없는 V0 시편이 49.37 MPa로 가장 높은 강도를 기록하였다. 베일이 삽입된 모든 시편은 V0 대비 44~68% 수준으로 강도가 크게 감소하였는데, 이는 앞서 확인된 바와 같이 베일이 수지 유동을 방해하고 약한 고리로 작용하는 새로운 계면을 형성하여 파손을 유도했기 때문이다. 다만, 베일 시편 그룹 내에서는 V2P3 조건이 V1 조건보다 상대적으로 우수한 성능을 보였다. 이는 V2 조건에서 형성된 연속적이고 균일한 계면이 불 연속적인 V1 계면보다 응력을 효과적으로 분산시켜 결함 집중을 완화했기 때문으로 분석된다.
|
Fig. 3 Confocal microscopy analysis of interfacial morphology and thickness evolution in PA veil-interleaved composites according to pressure and ply count: (a) V1P1, (b) V1P3, and (c) V1P5 showing the effect of pressure; and (d) V2P3 showing the effect of ply count (V: Veil plies, P: Pressure) |
|
Fig. 4 Surface properties of PA veil-interleaved composites depending on pressure and veil ply: (a) Total surface energy components, and (b) Work of Adhesion calculated based on surface energy |
|
Fig. 5 Resin wetting behavior of PA veil-interleaved composites according to processing conditions: (a) Spreading area of epoxy droplet, and (b) Impregnation ratio derived from height reduction |
|
Fig. 6 Tacking strength evaluation results of PA veil binder according to processing conditions obtained from single lap shear test |
|
Fig. 7 Comparison of ILSS values according to processing conditions via short beam shear test |
본 연구에서는 OoA 공정용 PA 베일이 탄소섬유 복합재료의 계면 특성 및 기계적 물성에 미치는 영향을 분석하였다. 최적화된 Tacking 조건(100oC, 1분)에서 PA 베일은 프리폼 안정화를 위한 공정 바인더로서 유효성을 입증했으나, 수지 함침을 방해 및 구조적 약한 고리로 작용하여 모든 조건에서 층간 전단 강도가 감소하였다. 특히, 베일 2겹 적층(V2) 시에는 1겹(V1) 대비 균일한 계면층을 형성하여 응력 분산 효과가 우수하게 나타났다. 결론적으로 PA 베일은 공정 편의성과 기계적 물성 간의 상충 관계를 가지며, 이러한 상충 관계 속에서 최적의 베일 적용 조건을 도출하는 것은 OoA 공정 기술을 한 단계 발전시키는 핵심적인 과정이다. 향후 베일의 표면 개질이나 소재 최적화 등 후속 연구를 통해 기계적 결함을 최소화하여 고성능 복합재료 제조 분야에서 OoA 공정의 적용 범위를 획기적으로 넓힐 수 있을 것으로 기대된다.
본 연구는 정부의 재원을 지원을 받아 수행된 결과입니다(과학기술정보통신부 RS-2023-00211944, 중소벤처기업부 RS-2025-02221628). 또한 2025년도 교육부 및 경상남도의 재원으로 경상남도RISE센터의 지원을 받아 수행된 지역혁신중심 대학지원체계(RISE)의 결과이며, 지원에 대해 진심으로 감사드립니다(2025-RISE-16-001).
- 1. Centea, T., Grunenfelder, L.K., and Nutt, S.R., “A review of out-of-autoclave prepregs–Material properties, process phenomena, and manufacturing considerations,” Composites Part A: Applied Science and Manufacturing, Vol. 70, 2015, pp. 132–154.
-

- 2. Yu, J.-W., and Kim, W.-D., “Prediction of Temperature and Degree of Cure of Carbon Fiber Composites Considering Thermal Chemical Reaction,” Composites Research, Vol. 36, No. 5, 2023, pp. 315–320.
-
- 3. Hong, S., Song, M.-H., Song, K., Baik, S.-M., and Shin, S.-J., “Fabrication and evaluation of integrated composite part for aircraft using OoA (Out-of-Autoclave) prepreg,” Composites Research, Vol. 29, No. 5, 2016, pp. 315–320.
-
- 4. Sung, J.-W., Choe, H.-S., Kwon, B.-S., Oh, S.-W., Lee, S.-M., Nam, Y.-W., and Kweon, J.-H., “Mechanical properties for processing parameters of thermoplastic composite using automated fiber placement,” Composites Research, Vol. 32, No. 5, 2019, pp. 229–236.
-
- 5. Evans, D.O., Vaniglia, M.M., and Hopkins, P.C., “Fiber placement process study,” Tomorrow's Materials: Today, Vol. 34, 1989, pp. 1822–1833.
- 6. Grimshaw, M.N., “Automated tape laying,” ASM International, 2001, pp. 480-485.
-
- 7. Sela, N., and Ishai, O., “Interlaminar fracture toughness and toughening of laminated composite materials: a review,” Composites, Vol. 20, No. 5, 1989, pp. 423–435.
-
- 8. Beylergil, B., Tanoğlu, M., and Aktaş, E., “Effect of polyamide-6, 6 (PA 66) nonwoven veils on the mechanical performance of carbon fiber/epoxy composites,” Composite Structures, Vol. 194, 2018, pp. 21–35.
-
- 9. Kwon, D.-J., Jang, Y.-J., Choi, H.H., Kim, K., Kim, G.-H., Kong, J., and Nam, S.Y., “Impacts of thermoplastics content on mechanical properties of continuous fiber-reinforced thermoplastic composites,” Composites Part B: Engineering, Vol. 216, 2021, pp. 108859.
-
- 10. Yang, S.B., Lee, D., Lee, Y., and Kwon, D.-J., “Comparison of Resin Impregnation and Mechanical Properties of Composites Based on Fiber Plasma Treatment,” Composites Research, Vol. 36, No. 6, 2023, pp. 388–394.
-
- 11. Kim, J.-H., Shin, P.-S., and Kwon, D.-J., “Evaluation of static and dynamic contact angle methods for their correlation with interfacial properties in composites,” Advances in Industrial and Engineering Chemistry, Vol. 1, No. 1, 2025, pp. 16.
-
- 12. Lee, D., Park, J., Woo, M.J., Lee, J., Park, J.-M., Lim, H.M., Lee, T.K., Yang, S.B., Nam, S.Y., and Kwon, D.-J., “Impact of polymer structure in polyurethane topcoats on anti-icing properties,” Applied Surface Science, Vol. 667, 2024, pp. 160402.
-
- 13. Da Silva, L.F., Rodrigues, T., Figueiredo, M., De Moura, M., and Chousal, J., “Effect of adhesive type and thickness on the lap shear strength,” The Journal of Adhesion, Vol. 82, No. 11, 2006, pp. 1091–1115.
-
- 14. Kwon, D.-J., Park, S.-M., Kwon, I.-J., Park, J.-M., and Jeong, E., “Improvement of interlaminar properties of carbon fiber-reinforced epoxy composites using aluminum trihydroxide,” Carbon Letters, Vol. 29, No. 2, 2019, pp. 183–191.
-
- 15. Tanoglu, M., Robert, S., Heider, D., McKnight, S., Brachos, V., and Gillespie Jr, J., “Effects of thermoplastic preforming binder on the properties of S2-glass fabric reinforced epoxy composites,” International Journal of Adhesion and Adhesives, Vol. 21, No. 3, 2001, pp. 187–195.
-
- 16. Lee, D., Park, J.-M., Lim, H.M., and Kwon, D.-J., “Investigation of Damage to Polyurethane Topcoat Based on De-icing Cycles,” Composites Research, Vol. 37, No. 3, 2024, pp. 204–208.
-
- 17. Owens, D.K., and Wendt, R., “Estimation of the surface free energy of polymers,” Journal of Applied Polymer Science, Vol. 13, No. 8, 1969, pp. 1741–1747.
-
- 18. Whitney, J., and Browning, C., “On short-beam shear tests for composite materials,” Experimental Mechanics, Vol. 25, No. 3, 1985, pp. 294–300.
-
- 19. Lomov, S.V., Verpoest, I., Peeters, T., Roose, D., and Zako, M., “Nesting in textile laminates: geometrical modelling of the laminate,” Composites Science and Technology, Vol. 63, No. 7, 2003, pp. 993–1007.
-
 This Article
This Article
-
2026; 39(1): 8-13
Published on Feb 28, 2026
- 10.7234/composres.2026.39.1.008
- Received on Dec 26, 2025
- Revised on Jan 14, 2026
- Accepted on Jan 24, 2026
Services
Shared
Correspondence to
- Dong-Jun Kwon
-
Department of Polymer Science and Engineering, Gyeongsang National University
- E-mail: rorrir@empas.com, djkwon@gnu.ac.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr