





- 에폭시 SMC B-stage의 정량평가 방법 비교 및 압축성형 Charge Patterns에 따른 기계적 물성 변화
Moon Woo Choi*, Kyung Uk Roh*, Seo Jung Jung*†
* Korea Caron Industry Promotion Agency, 2nd R&D Office
- Comparison of Quantitative Methods for B-Stage Evaluation in Epoxy SMC and the Effect of Charge Pattern on Mechanical Properties in Compression Molding
최문우* · 노경욱* · 정서정*†
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
The B-stage and charge pattern of Sheet Molding Compounds (SMC) govern processability and the mechanical performance of molded parts. We evaluated epoxy (EP-SMC) and vinyl ester SMC (VE-SMC) using four quantitative methods: viscosity, differential scanning calorimetry (DSC), probe test, and drape (overhang) tests. Viscosity identified the B-stage onset but was limited for detailed tack characterization. DSC showed decreasing peak exothermic heat flow with pre-reaction time, yet remained resin-state specific. Probe test offered high sensitivity within a narrow B-stage window but exhibited large scatters. In contrast, the drape test provided low variability and clear discrimination of B-stage progression, enabling efficient quantification. In compression molding, molded-part properties were evaluated with four charge patterns (Full, Center, Middle, Bottom) and the degree of B-stage advancement. Zone-based measurements revealed clear differences in tensile strength as well as porosity, resin content (RC), and thickness distribution along the mold-flow direction. For center-charge specimens, increasing B-stage advancement reduced void content (8.94±0.46% to 2.68±1.04%) and increased RC (39.9±0.08% to 47.4±0.09%), confirming that precise B-stage control and charge pattern design are critical for molding design and quality control.
Sheet Molding Compounds(SMC)의 B-stage와 charge pattern은 현장 작업성 및 최종 성형품의 물성을 결정하는 주요 인자이다. 본 연구에서는 점도 측정, 시차주사열량법(DSC), probe test, drape(overhang) test의 네 가지 정량평가 방법을 적용하여 에폭시 SMC(EP-SMC)와 비닐에스터 SMC(VE-SMC)의 B-stage 상태를 비교하였다. 점도 분석을 통해 B-stage 진입 시점을 판별할 수 있었으나, tack의 세밀한 정량화에는 한계가 있었다. DSC 분석에서는 반응 시간 증가에 따른 발열 피크의 감소 경향이 확인되었으나, 수지 상태만을 반영하여 시트 단계의 정량화에는 제약이 있었다. Probe test는 좁은 B-stage 영역에서 높은 분별력을 보였으나 편차가 커 다수의 반복 측정을 요구하였다. 반면 drape test는 낮은 편차와 우수한 재현성을 보여 B-stage 평가에 효과적인 방법으로 판단되었다. 또한 압축성형에서 Full/Center/Middle/Bottom charge pattern 및 B-stage 진행도에 따른 성형품 특성을 평가하고, 유동 방향을 따라 zone별 기공률, RC(resin content), 두께를 정량화하였다. 그 결과 charge pattern 및 B-stage 진행도에 따라 인장강도뿐 아니라 기공률, RC, 두께 분포가 유의하게 달라졌으며, 특히 center charge 조건에서는 B-stage 진행도 증가에 따라 기공률이 감소하고 RC가 증가하는 경향이 확인되어, 성형 설계 및 품질 관리를 위해 B-stage 제어와 charge pattern 고려가 중요함을 확인하였다.
Keywords: 시트 몰딩 컴파운드(Sheet Molding Compound), 에폭시 수지(Epoxy), B-스테이지(B-stage), 점착성(Tack), 차지패턴(Charge Patterns)
Sheet Molding Compounds(SMC)는 압축성형 공정을 기반으로 한 시트형 복합재로, 대량 생산성과 구조적 강도를 동시에 확보할 수 있는 소재로 주목받고 있다. 자동차 경량화, 항공 내장재 등 다양한 산업 분야에서 이미 상용화되어 있으며, 복잡한 형상 부품을 짧은 사이클 타임으로 성형할 수 있다는 점이 큰 장점으로 꼽힌다[1].
기존의 SMC는 주로 불포화폴리에스터(UP) 또는 비닐에스터(VE) 수지를 사용하여 생산성과 경제성에 초점을 맞추어 개발되어 왔다. 그러나 이들 수지는 반응 희석제로 사용되는 스티렌(styrene)의 휘발성으로 인한 작업환경 문제 및 환경규제 강화로 시장 경쟁력이 낮아지고 있다. 이러한 배경 속에서 스티렌을 사용하지 않거나 함량을 최소화한 새로운 수지계 SMC에 대한 수요가 빠르게 증가하고 있다[2,3].
이 가운데 에폭시(Epoxy)는 UP/VE에 비해 높은 기계적 성능과 내열성을 갖추고 있으며, 프리프레그(prepreg), 인발(pultrusion) 등 기존 복합재 제조공정에서도 널리 사용되는 대표적 열경화성 수지이다[4,5]. 따라서 에폭시를 SMC 시스템에 적용하면, styrene을 사용하지 않으며 기존 SMC의 공정적 장점인 고속생산, 형상 자유도와 함께 에폭시 복합재의 구조적 성능 및 내열성을 지닌 고성능 SMC를 구현할 수 있다. 또한 동일한 수지계 기반의 제조공정 간 상용성을 확보함으로써, 프리프레그·인발 공정과의 연계 생산 체계를 구축할 가능성도 있다.
이처럼 에폭시 기반 SMC(epoxy SMC, EP-SMC)는 기존 VE/UP 기반 SMC의 한계를 보완할 수 있는 대안으로 평가되지만, 온도 변화에 따른 점도 변화 양상이 상이하여 B-stage 제어와 금형 내 유동 거동에 대한 연구가 필요하다[6,7].
SMC 시트의 B-stage는 공정성과 작업성을 좌우하는 핵심 지표다. SMC용 수지는 시트 제조 시에는 낮은 점도를 지녀 상온에서 추가 가열 없이도 섬유 내 함침 되며, 이후 B-stage에 도달한 단계에서는 낮은 tack으로 필름 박리, 소재 재단, 금형 내 적층 작업을 용이하게 해준다. 전통적 VE/UP 기반 SMC는 증점제를 사용하여 별도의 경화반응 없이도 수지–증점제 상호작용에 의해 점도가 상승하여 B-stage에 도달하며, 이 메커니즘이 낮은 tack과 높은 작업성을 뒷받침해 왔다. 반면 에폭시 수지는 증점제를 사용한 점도 상승이 불가능하여 부분경화 메커니즘을 통해 B-stage에 이른다. 부분경화 메커니즘에서는 B-stage 진행 단계에서부터 경화가 개시되므로, 최종 성형품 품질에 미치는 영향을 최소화하기 위해 B-stage 진행도를 정밀하게 평가·관리할 필요가 있다[8,9].
압축성형 단계에서는 적층된 시트가 압력과 온도에 의해 금형 내에서 유동하며 캐비티를 충전한다. 이러한 금형 내 흐름성은 SMC의 높은 형상 자유도를 가능하게 하는 핵심 요인이다. 증점제 기반의 SMC는 온도 변화에 따른 점도 변동이 완만해 기존 공정 조건들은 고점도 금형 내 흐름에 맞춰 적층 패턴, 제품 및 금형 디자인 등이 설계되어왔다. EP-SMC는 가열 시 점도 저하율이 커 동일 압력 조건에서도 수지–섬유의 상대적 이동거리, 재배향, 충전 균일성이 기존 시스템과 달라질 수 있다[7,10,11].
최근에는 에폭시 기반 SMC 및 관련 에폭시 프리프레그 시스템에 대한 연구가 활발히 진행되고 있다. Swentek 등[12]은 산업 규모 SMC 라인에서 Hexion 저점도 에폭시 수지와 PAN계 탄소섬유를 이용해 carbon/epoxy SMC를 제조하고, 라인 가열, 시트 basis weight, compaction 조건, 섬유 tow 크기, glass/epoxy SMC 및 연속섬유 프리프레그와의 하이브리드화 등 공정·재료 변수를 체계적으로 변화시켜 기계적 성능을 비교하였다. Asadi 등[13]은 단섬유 유리섬유/에폭시 SMC에 셀룰로오스 나노결정(cellulose nanocrystals, CNC)을 도입하여, 전체 섬유 함량의 일부(35 wt% GF 대비 25 wt% GF + 1–1.5 wt% CNC)를 CNC로 치환해도 인장·굽힘강도는 유지하면서 밀도를 약 7.5% 저감할 수 있음을 보였다. Huang 등[5]은 hollow glass microsphere(HGM)와 montmorillonite를 동시 첨가한 epoxy SMC를 개발하여, 순수 에폭시 대비 충격강도가 최대 175%까지 증가하면서도 낮은 밀도와 우수한 열적 안정성 및 난연성을 확보할 수 있음을 보고하였다. Pouladvand 등[14]은 에폭시–아민 이중 경화(epoxy–amine dual-curable) 시스템을 이용해 저온에서 부분 경화되는 아민(diethylenetriamine, DETA)과 고온에서 작동하는 잠재성 경화제(dicyandiamide, DICY)를 조합한 2단계 경화 프리프레그를 개발하였으며, FT-IR 및 DSC 분석을 통해 두 경화 반응이 간섭 없이 분리되어 진행됨을 확인하고, 실온 21일 보관 후에도 약 7% 수준의 낮은 추가 전환율만 나타나는 우수한 저장 안정성과, 이중 경화제 조성 조절을 통한 tack·drape 튜닝 가능성을 제시하였다. Budelmann 등[15]은 항공급 에폭시 필름 프리프레그를 대상으로 probe tack 시험, DSC, 레올로지 분석을 수행하여, 경화도와 폴리에터설폰 (polyethersulfone, PES) toughener 함량이 tack 최대값과 그 발생 온도를 지배한다는 점, 그리고 약 20% pre-cure 및 10 wt% PES 조건에서 상용 프리프레그와 유사한 수준의 tack을 확보할 수 있음을 보고하였다.
본 연구에서는 EP-SMC의 B-stage를 정량 평가하고 차지패턴에 따른 물성 변화를 규명하기 위해, 점도 측정, 시차주사열량법(DSC), probe tack, drape(overhang) 등 네 가지 평가법과 Full/Center/Middle/Bottom 네 가지 차지패턴에 대한 물성분석을 수행하였다. 또한 비교 기준을 마련하고자 동일 절차를 VE-SMC에 적용하여 EP-SMC와 상용 SMC 간 차이를 도출하였으며, 이를 바탕으로 EP-SMC의 B-stage 특성과 금형 내 흐름성을 확인하고, 품질 관리와 공정 최적화에 활용 가능한 지표를 제안한다.
2.1 Material
에폭시 SMC 제조에 사용한 수지의 주제는 DGEBA 기반 에폭시 수지 RSSMC-205A(란스에이앤씨, 대한민국), 경화제는 경화제 블렌드 제품 RSSMC-205B(란스에이앤씨, 대한민국), DICY 기반의 경화제 제품 DYHARD 100S(AlzChem, 독일)를 사용하였다. 탄소섬유는 TORAYCA T700SC (TORAY, 일본)를 25 mm로 절단하여 사용하였다. 비교를 위해 사용한 비닐에스터 SMC는 SFC-1512VG(애경케미칼, 대한민국) 제품을 사용하였다.
2.2 Viscosity
SMC용 에폭시 수지의 증점 거동을 평가하기 위해 시간에 따른 점도 변화를 측정하였다. 주제와 경화제는 planetary mixer로 균질 혼합한 뒤, 60oC로 예열된 오븐에서 반응을 개시하였다. 혼합 직후부터 2 h 간격으로 점도를 측정하였고, 수지 점도가 20,000,000 mPa·s에 도달할 때까지 동일 절차를 반복하였다. 점도 측정은 Brookfield사의 DV3LB 회전점도계를 사용하여 수행하였다.
2.3 Differential Scanning Calorimetry
수지의 증점 정도에 따른 경화 진행도를 평가하기 위해 시차주사열량법(DSC)을 수행하였다. 주제와 경화제를 동일 조건으로 혼합한 뒤 60oC 오븐에서 반응을 개시하고, 반응 시간 5, 10, 15, 20, 25, 30, 35 h에 각각 시료를 채취하여 분석하였다. DSC 측정은 TA Instruments DSC Q20을 사용하였으며, 질소 분위기에서 승온 속도 10oC/min, 25–200oC 범위로 진행하였다.
2.4 Probe test
SMC 시트 상태에서의 tack을 평가하기 위해, 배합한 수지를 25 mm 길이의 Torayca 탄소섬유에 함침하여 SMC 시트를 제조하였다. 평량 1,000, 수지함량 55%의 시트를 제조하였으며, 제조된 시트는 60oC 오븐에서 경화 반응을 개시하였다. 반응 시간 20, 22, 24, 26, 28, 30, 32, 34, 36시간이 지난 후 시료를 채취하여 100×100 mm 크기로 재단하여 샘플을 준비하였다.
Debonding Force의 측정은 사각형의 샘플을 9개 구간으로 나눈 뒤, 구간 별 2회씩 측정하여 총 18회의 측정값의 평균을 구하였다. EP 수지와 VE 수지간의 비교를 위해 SFC-1512VG 시트도 같은 방식으로 분석을 수행하였다.
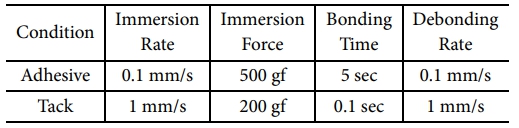
Probe test는 연진에스텍사의 TXA-Precision 장비를 5 mm 직경의 probe를 사용하여 진행하였다. 분석조건은 ASTM D2979를 참고하여 접촉속도, 접촉강도, 접촉시간, 박리속도를 설정하였다. 분석은 긴 접촉 시간–느린 박리 속도–높은 압력의 adhesive 조건과 짧은 접촉시간-높은 박리 속도-낮은 접촉강도의 tack 조건으로 2가지 분석을 비교하였다. 분석방식에 따른 자세한 분석조건은 Table 1에 정리해두었다.
2.5 Drape test
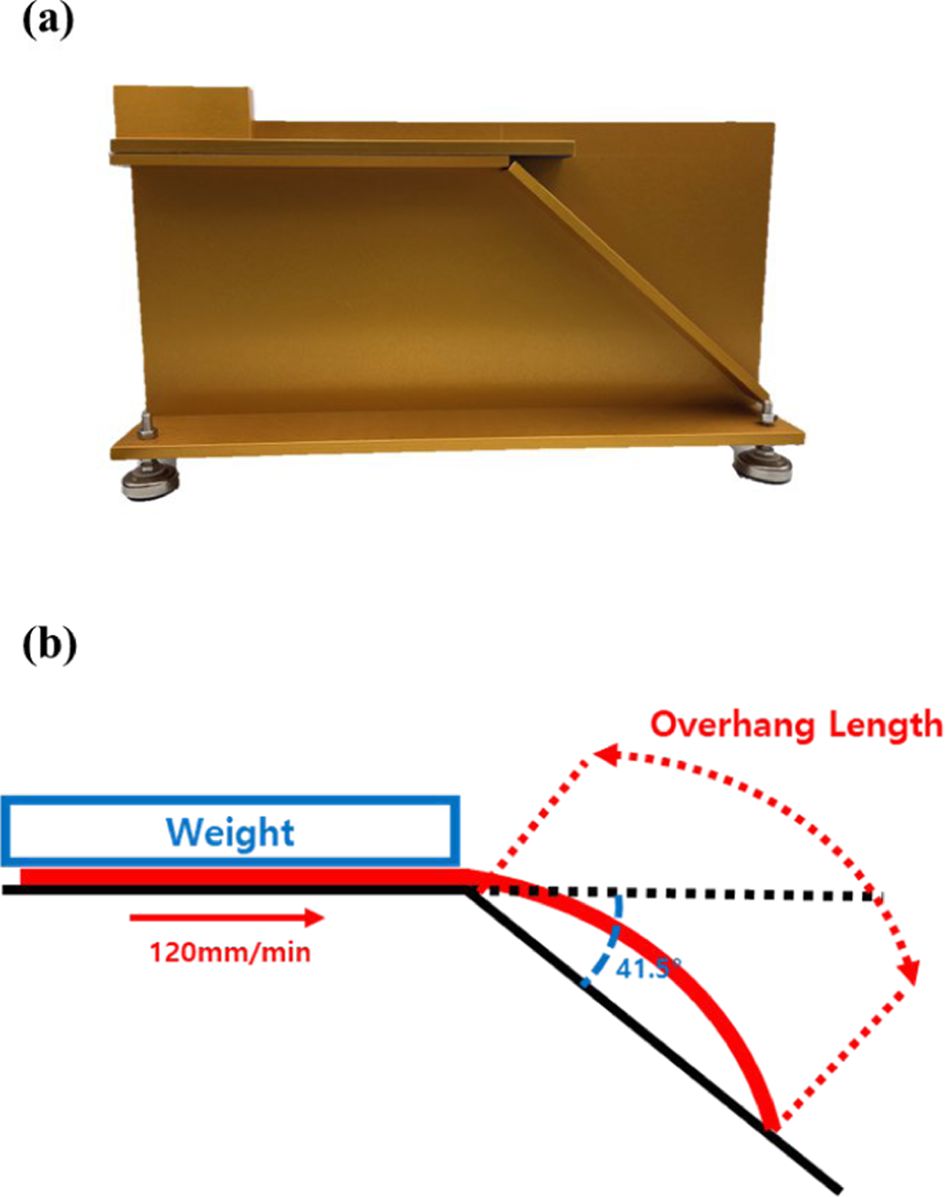
SMC 시트의 tack 변화에 따른 드레이프 거동을 평가하기 위해 ASTM D1388 캔틸레버법(Option A)을 적용하였다. SFC-1512VG와 60oC 오븐에서 반응을 개시한 뒤 20, 22, 24, 26, 28, 30, 32, 34시간이 지난 뒤 채취한 시료에 대해 overhang length를 측정하였다. 시험은 시편 폭 25 mm, 이송 속도 120 mm/min의 조건에서 수행하였다. 각 반응시간별 5개의 샘플을 준비하였고, 각 샘플의 상·하·전·후 방향에서의 overhang length를 측정하여 4회 측정 값의 평균을 구한 뒤, 5개 샘플의 평균을 최종 overhang length로 기록하였다.
2.6 압축 성형
Charge Pattern 및 B-stage 진행도에 따른 SMC 성형 샘플의 기공률 및 인장강도를 측정하기 위하여 300×300 mm 크기로 압축성형을 진행하였다.
B-stage 진행도별 샘플은 24 hr, 28 hr, 32 hr 샘플을 Center Charge 패턴으로 적층 후 250 MPa의 압력으로 10 min간 성형하였다.
Charge Pattern 샘플은 28 hr 샘플을 각기 다른 4가지 Pattern, Full, Center, Middle, Bottom으로 적층 후 250 MPa 압력 하에 10 min간 성형하였다.
2.7 기공률 측정
성형 시편의 금형 내 흐름성 차이를 확인하기 위하여 기공률 측정을 진행하였다.
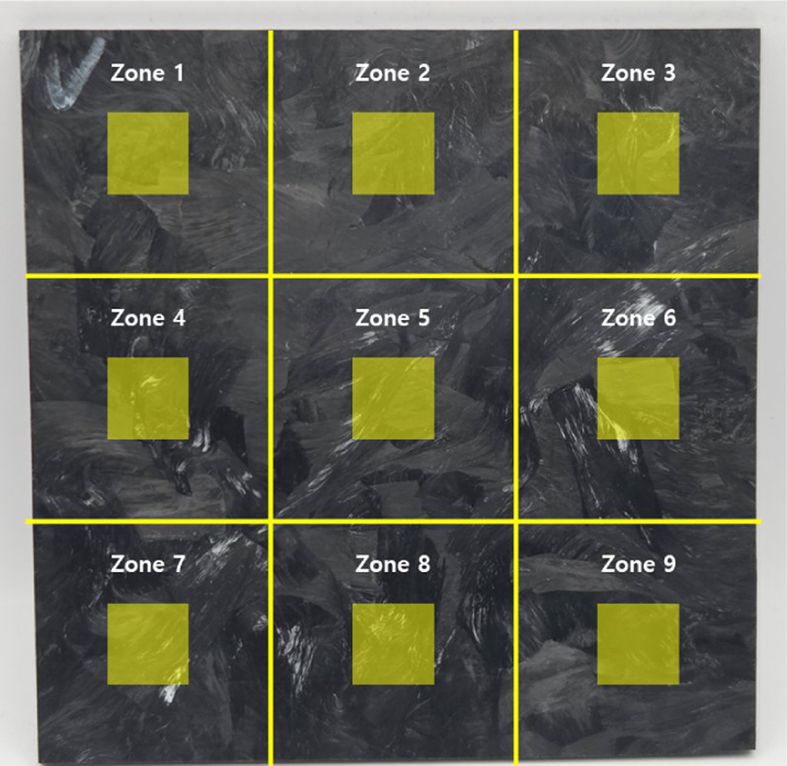
Charge pattern별, B-stage 진행도별로 성형된 300×300 mm 시편들의 기공률은 각 시편을 9개의 zone으로 나눈 뒤, 각 존의 가운데, 30×30 mm 부분의 기공률을 측정하여 9개 zone의 기공률 평균을 각 charge pattern의 기공률로 계산하였다.
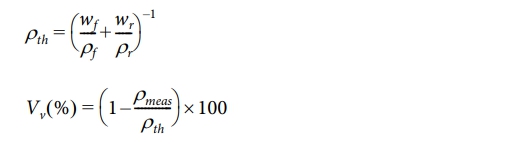
밀도 측정은 ASTM D792를 참고하여 측정하였다. 준비된 시편은 100oC 오븐에서 12 hr 두어 수분을 모두 제거한 뒤 25oC, 50% RH 조건에서 컨디셔닝 하였다.
이후 공기중 시편의 무게와 에탄올 침지상태 시편의 무게를 측정하여 시편의 밀도를 계산하였다. 에탄올은 25oC 상태로 유지하여 해당 온도에서의 에탄올의 밀도를 계산에 적용하였다.

mair : Weight in air
mEtOH : Weight in ethanol
ρmeas : Density of sample
ρEtOH : Density of ethanol
밀도 측정이 완료된 시편의 섬유 질량분율은 ASTM D3171을 참고하여 측정하였다. 시편을 450°C 전기로에서 3 h 동안 회화하여 수지를 제거한 후, 잔류 질량을 측정하여 섬유 질량분율을 계산하였다.

wf : Fiber weight fraction
mash : Residual mass
m0 : Initial mass
wr : Resin weight fraction
해당 샘플은 filler가 첨가되지 않은 2성분계 복합재이므로 탄소섬유와 RSSMC-205A의 밀도를 사용하여 복합재의 이론밀도를 계산하였다. 이후 측정 밀도와 이론밀도의 차이를 이용하여 기공률을 계산하였다.
2.8 인장강도 측정
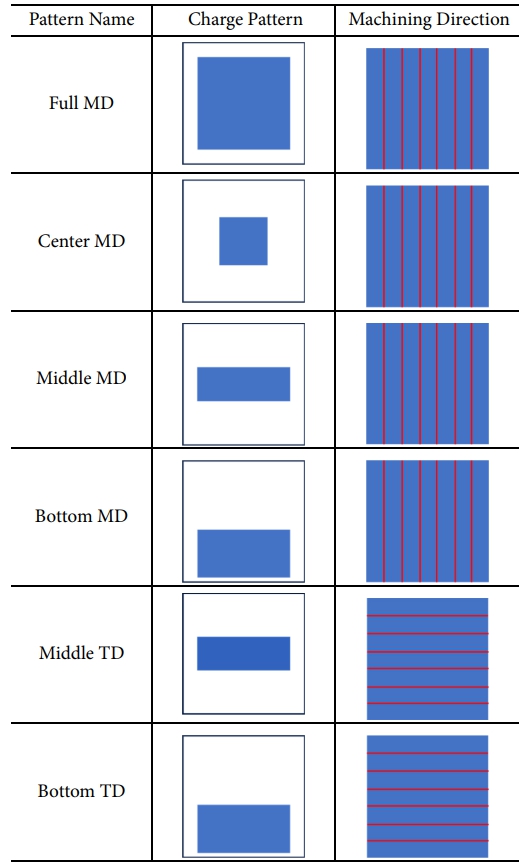
Charge pattern 차이에 따른 물성의 변화를 확인하기 위하여 4가지 charge pattern 및 가공방향별 인장강도를 측정하였다. charge pattern 및 가공방향에 대한 정보는 Table 2에 정리하였다. 샘플들은 ASTM D3039 규격의 시편으로 가공된 뒤 2 mm/min의 속도로 인장강도를 측정하였다. 시험은 각 charge pattern 및 가공방향별 7ea씩 진행되어 평균값을 구하였다. 시험은 Zwickroell사의 Z250을 사용하여 진행하였다.
|
Table 2 Definition of charge patterns and tensile specimen cutting directions (MD/TD) for molded SMC panels |
3.1 에폭시 수지 분석
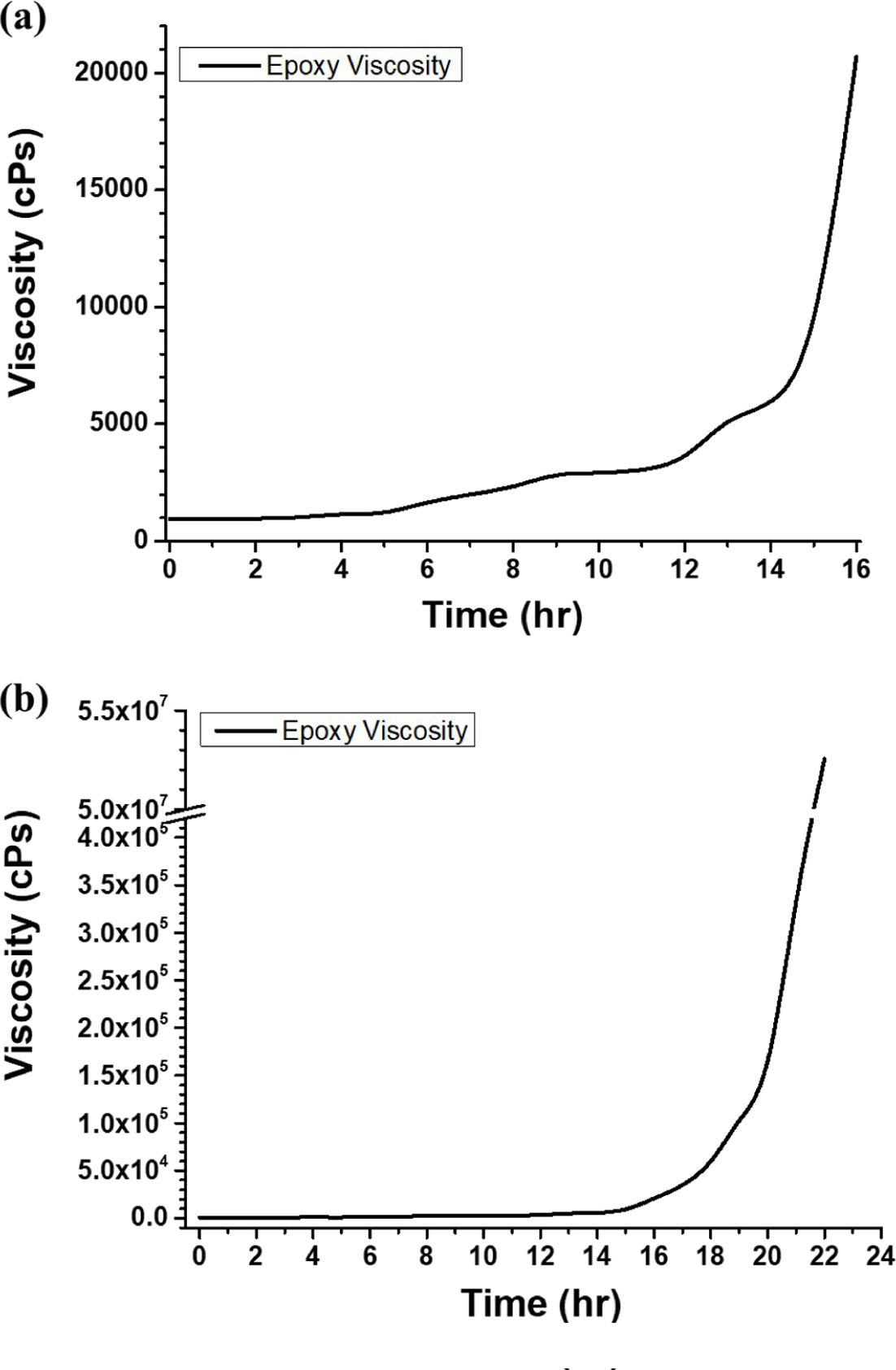
Fig. 4은 60oC 등온 조건에서 시간 경과에 따른 에폭시 수지의 점도 변화를 나타낸다. 초기 점도는 약 970 mPa·s로 SMC 제조 공정에 적용 가능한 낮은 수준을 보였다. 반응 4 h 후 점도는 약 1,200 mPa·s로 증가하여 증점이 개시되었고, 이어서 15 h에 7,700 mPa·s, 16 h에 20,000 mPa·s, 18 h에 55,000 mPa·s, 21 h에 343,500 mPa·s에 도달하였다. 22 h 시점에는 52,650,000 mPa·s까지 상승하여 측정을 종료하였다.
일반적으로 SMC의 B-stage 점도 범위는 20,000,000–30,000,000 mPa·s로 정의된다. 비교 시료인 SFC-1512VG 비닐에스터 SMC의 점도가 약 26,000,000 mPa·s인 점을 고려하면, 본 에폭시 수지는 60oC에서 21–22 h 구간에서 B-stage 상태에 진입한 것으로 판단된다.
다만 점도만으로 B-stage를 판정하는 데에는 다음의 사항들을 고려할 필요가 있다. 본 시험은 수지를 용기 내에서 반응시켰기 때문에 자가가열 및 에폭시-아민계의 자가촉매 거동으로 실제 시트 상태보다 빠른 점도 상승이 나타날 수 있다. 또한 수지의 분자구조, 내부이형제 농도, 충진제 및 증점제 조성에 따른 유변학적 특성 차이로 인해, 시트 상태에서 측정되는 tack은 동일 점도 수준에서도 상이할 수 있다.
따라서 점도는 B-stage 구간을 가늠하는 유효 지표로써 DSC분석, Probe test등 추가 분석에 대한 실험구간 설정에 사용이 가능하지만, B-stage 진행도를 정량 판단하기 위한 단독 지표로 사용하기에는 한계가 있다.
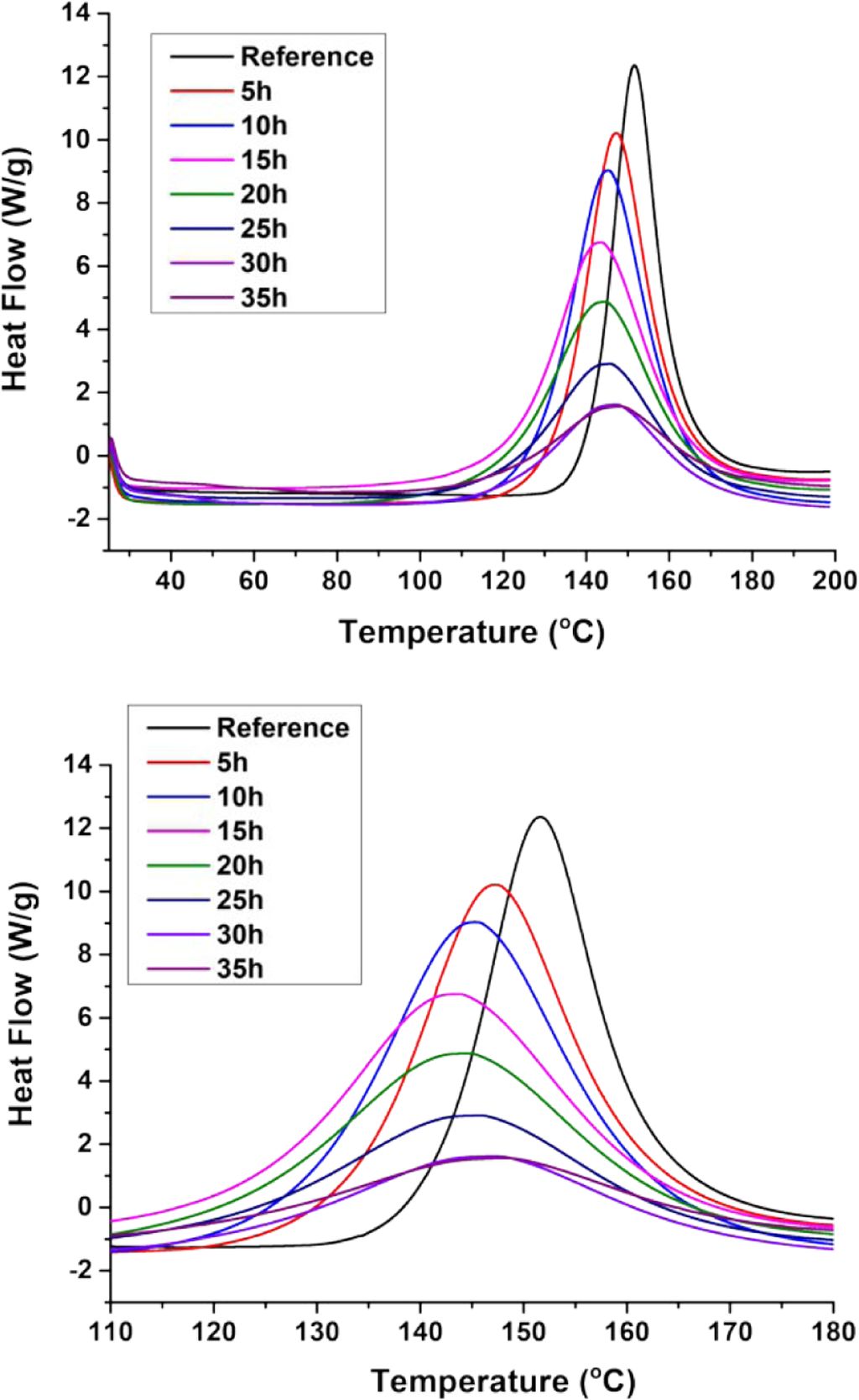
Fig. 5는 60oC에서 0–35 h 사전반응을 부여한 에폭시 수지의 동적 DSC 곡선을 비교한 것이다. 에폭시 수지의 증점이 부분 경화에 기인함을 고려하여, 사전반응 시간 증가에 따른 경화도를 잔여 발열(ΔH)로 정량화하고자 하였다.
DSC 결과에 따르면, 사전반응 시간이 길어질수록 최대 열유속(q̇max)의 피크 높이는 감소하고 피크 폭은 점차 증가하는 경향을 보였다. 주목할 점은 B-stage 진입 이후 점도가 급격히 상승한 것과 달리, q̇max의 감소는 사전반응 시간의 증가에 대해 거의 선형적으로 진행되었다는 사실이다. 이는 DSC가 점도만으로는 파악하기 어려운 반응 초기의 진행 정도와 B-stage 구간의 미세한 변화를 정량적으로 포착할 수 있음을 시사한다.
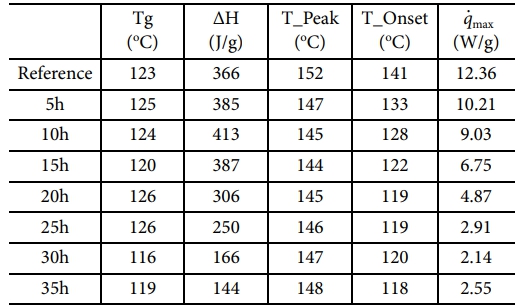
한편, Fig. 5에서 정성적으로 확인된 q̇max의 경향은 Table 3에 제시된 다른 단일 지표들(Tg, ΔH, T_peak, T_onset)에서 동일하게 나타나지 않았다. T_onset 값은 0–15 h 구간에서 감소하고 15–35 h 구간에서 정체되는 등 q̇max 값과 유사한 변화를 보여, 단일지표 중에서 가장 일관된 경향을 나타냈다. 반면, 실험 설계 당시 B-stage 진행도와 가장 직접적으로 연관되어 높은 민감도를 보일 것으로 예상했던 ΔH는 15 h 이후 구간에서는 뚜렷한 감소 경향을 보였으나, 0–10 h 구간에서는 오히려 값이 증가하는 양상을 보여 ΔH 단일 지표만으로는 B-stage 진행도를 판별하기 어려웠다.
DSC 분석의 결과는 점도측정의 경우와 마찬가지로, 수지 상태에서 진행하는 분석으로 인해 실제 SMC 시트의 tack 변화와는 차이가 발생할 수 있다는 한계를 지닌다. 또한 ΔH의 초기 구간에서 관찰된 거동에서 알 수 있듯이, DSC는 소량 시료를 채취하여 측정하는 특성상 시료 채취 위치와 상태에 따라 전체 시스템을 충분히 대표하지 못하는 값이 도출될 가능성이 있다.
DSC 분석은 수지 단계에서 B-stage 진행에 대해 일부 지표에서 높은 해상도와 일정 수준의 경향성을 제공하지만, 단일 지표 간 경향성의 불일치와 소량 분석에 따른 대표성 한계로 인해, B-stage 진행도를 정량적으로 평가하기 위한 단독 지표로 사용하기에는 부족한 것으로 판단된다.
3.2 에폭시 SMC 시트 분석
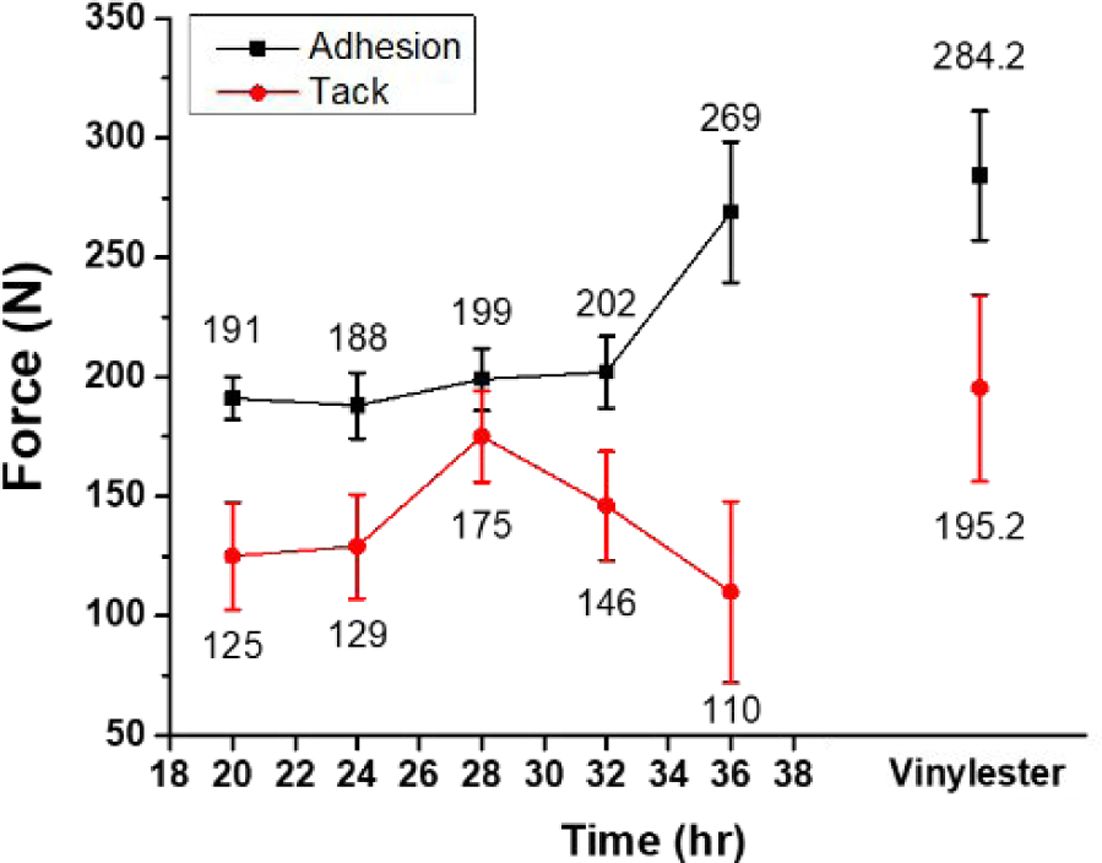
1,000 g/m², RC 55%의 에폭시 시트에 대하여 Table 1에 정리한 adhesion 및 tack 조건을 적용하여 probe test를 수행하였다. 수지 분석 결과를 바탕으로 60oC에서 사전반응시킨 에폭시 SMC 시트에 대하여 20-36 h 구간에서 4 h 간격으로 debonding force 측정하였으며, 그 결과를 Fig. 6에 제시하였다.
반응시간이 증가함에 따라 긴 접촉 시간–느린 박리 속도–높은 압력 조건의 adhesion force는 지속적으로 증가하였다. 반면 짧은 접촉 시간–빠른 박리 속도–낮은 압력 조건에서의 tack force는 28 h까지 상승하여 adhesion과 유사한 수준에 도달하였으나, 이후 감소로 전환되면서 두 지표간 격차가 확대되었다.
이러한 adhesion-tack 격차는 비교 시료인 SFC-1512VG에서도 관찰되었다. SFC-1512VG의 adhesion force와 tack force는 각각 284.2 N, 195.2 N으로 약 89 N의 차이를 보였다. 에폭시 SMC의 경우 32 h에서 adhesion–tack 격차는 56 N, 36 h에서는 159 N으로 나타나, VE-SMC와 비교할 때 adhesion force, tack force, adhesion–tack 격차 등 모든 지표에서 상이한 특성을 나타냈다. 즉, 에폭시 수지를 사용하여 SMC 시트를 제조하는 경우, VE-SMC와 동일한 점도 또는 동일한 probe test 측정값을 B-stage 목표 지표로 설정하는 것은 적절하지 않음을 확인하였다.
Fig. 6에서는 각 샘플의 debonding force 뿐 아니라 표준편차막대를 확인할 수 있다. 상용 VE-SMC의 adhesion force와 tack force 모두 높은 표준편차를 기록하였으며, 개발 EP-SMC 또한 반응이 진행됨에 따라 표준편차가 크게 증가하는 경향을 나타냈다. 이는 불연속섬유가 무작위로 분포하는 SMC의 특성에 의한 것으로 판단된다. 실제 SMC의 표면에는 resin-rich 영역과 resin-poor 영역이 있으며, 5 mm 직경의 probe가 어느 영역의 debonding force를 측정하는지에 따라 측정값의 편차가 크게 달라질 수 있다.
Probe test는 실제 작업자가 체감하는 tack 거동을 가장 유사하게 모사할 수 있는 분석 방법이지만, SMC 표면의 불규칙성으로 인해 측정 편차가 상당히 크다는 한계를 가진다. 향후 보다 넓은 직경의 probe를 사용하고 반복 시행 횟수를 증가시켜 지표의 대표성과 신뢰성을 높인다면 B-stage 상태 판별을 위한 기초 데이터를 구축할 수 있을 것으로 판단된다. 다만 높은 반복수에도 높은 편차를 보여, 품질 관리를 위한 B-stage 진행 상태 정량화 수단으로 활용하기에는 한계가 있을 것으로 판단된다.
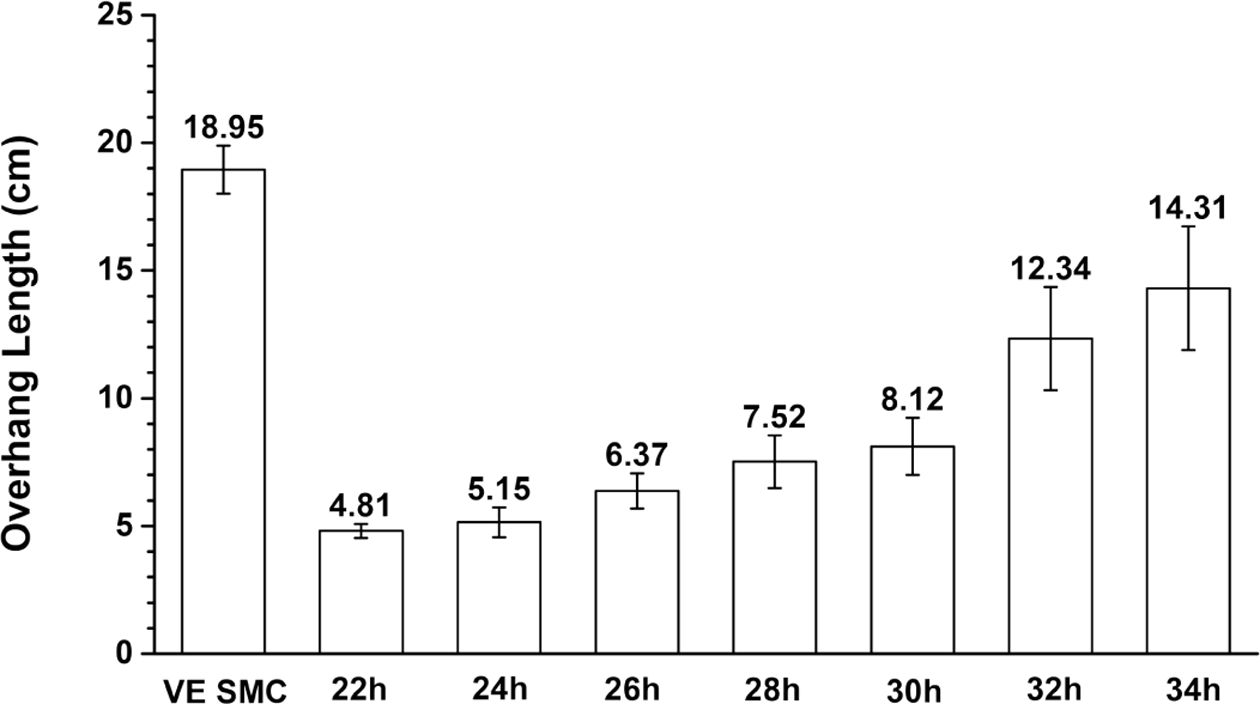
SMC 시트의 드레이프 거동을 통해 B-stage 수준을 추정하고자 overhang length를 측정하였다. EP-SMC는 반응 시간이 증가함에 따라 점도가 상승하면서 시트의 overhang length 값이 점진적으로 증가하였다. 22–30 h 구간에서는 4 h 간격당 약 0.3–1.2 cm의 완만한 증가를 보였으나, 30–32 h 구간에서는 약 4.22 cm의 급격한 증가와 함께 표준편차가 뚜렷이 확대되었다. 이는 DSC, probe test를 통해 확인되었던 선형적 감소 이후 정체 구간, adhesion-tack 격차 발생 구간과 일치하며, 해당 구간에서 B-stage 진입이 본격적으로 일어났음을 재차 뒷받침한다.
비교 시료인 SFC-1512VG는 18.95 cm의 overhang length와 EP-SMC 대비 낮은 표준편차를 나타낸 반면, 개발 EP-SMC는 14.31 cm의 overhang length와 상대적으로 높은 표준편차를 보였다. 이런 overhang length 값과 편차의 차이는 크게 두 가지 요인으로 설명될 수 있다.
첫번째는 g/m², RC, 캐리어필름 등 수지의 점도를 제외하고 소재의 드레이프성에 크게 영향을 주는 인자의 상이함이다. SFC-1512VG 제품은 2,000 g/m²으로 개발 EP-SMC 대비 2배 높은 평량을 지녀 overhang length가 크게 나타날 수밖에 없다. 또한 높은 평량은 overhang length의 최대값뿐 아니라 편차에도 영향을 미친다. 1,000 g/m²의 시트는 절대 섬유량이 부족하여 국부적으로 섬유가 부족한 구간에서는 소재가 곧바로 edge knife와 접촉하면서 반응시간이 증가하더라도 overhang length가 증가하지 못하는 경향을 보였다.
둘째로 수지의 종류에 따른 증점 메커니즘의 차이 역시 최종 overhang length를 결정하는 주요 요인이다. 에폭시 수지의 부분경화 반응에서는 주제와 경화제의 가교구조에 따라 수지의 기계적 거동이 달라진다. 보다 유연한 사슬구조를 형성하는 가교 메커니즘을 갖는 경우, 반응이 진행되어도 SMC시트는 비교적 유연성을 유지하여 높은 드레이프성을 나타낼 수 있는 반면, 보다 stiff한 가교 반응 메커니즘을 지녔을 경우 반응이 진행됨에 따라 드레이프성이 급격히 저하될 수 있다.
SMC 시트의 overhang length는 뚜렷한 경향성, 낮은 반복횟수에서의 뛰어난 재현성, 짧은 측정시간 등 품질관리 측면에서 B-stage 진행도 정량화를 위한 유용한 지표임을 보여주었다. 다만 B-stage 진행도 외에도 g/m², RC, 섬유장, 수지계 등 여러 인자가 overhang length에 동시에 영향을 미치므로, 각 SMC 시스템의 특성을 고려한 수치 해석이 필요하다. 특히 낮은 g/m² 조건에서는 측정 편차가 커져 전체 경향성과 정확도에 영향을 줄 수 있으므로, 실험 설계 및 데이터 해석 시 주의가 요구된다.
3.3 에폭시 SMC 차지패턴 물성 분석
SMC는 짧은 섬유 길이를 갖기 때문에 압축 성형 시 수지와 섬유가 함께 유동하여 금형 캐비티를 충전하는 특성을 지닌다. 이러한 금형 내 유동 거동을 활용하면, 본래 등방성인 SMC 소재에도 성형 과정 동안 섬유 배향을 부여할 수 있다. 섬유 강화 복합재료에서 섬유의 방향성은 하중 작용 시 재료의 기계적 거동에 큰 영향을 미치는 인자이므로, charge pattern에 따른 SMC의 유동 특성 데이터를 활용하면 성형 과정을 고려한 하중 부품의 최적 설계가 가능하다.
VE-SMC는 증점제를 통해 B-stage에 도달하기 때문에 압축 성형 시 높은 온도에서도 수지의 점도 감소가 없으며, 섬유와 함께 유동하며 금형 캐비티를 충진한다. 반면 EP-SMC는 부분 경화 메커니즘을 통해 B-stage에 도달하므로 압축 성형 시 수지 점도가 빠르게 저하되는 특성을 보인다. 이와 같은 낮은 수지 점도 조건에서는 섬유 주변으로 수지가 우선적으로 유동하여, VE-SMC 대비 섬유의 유동성이 저하될 수 있다.
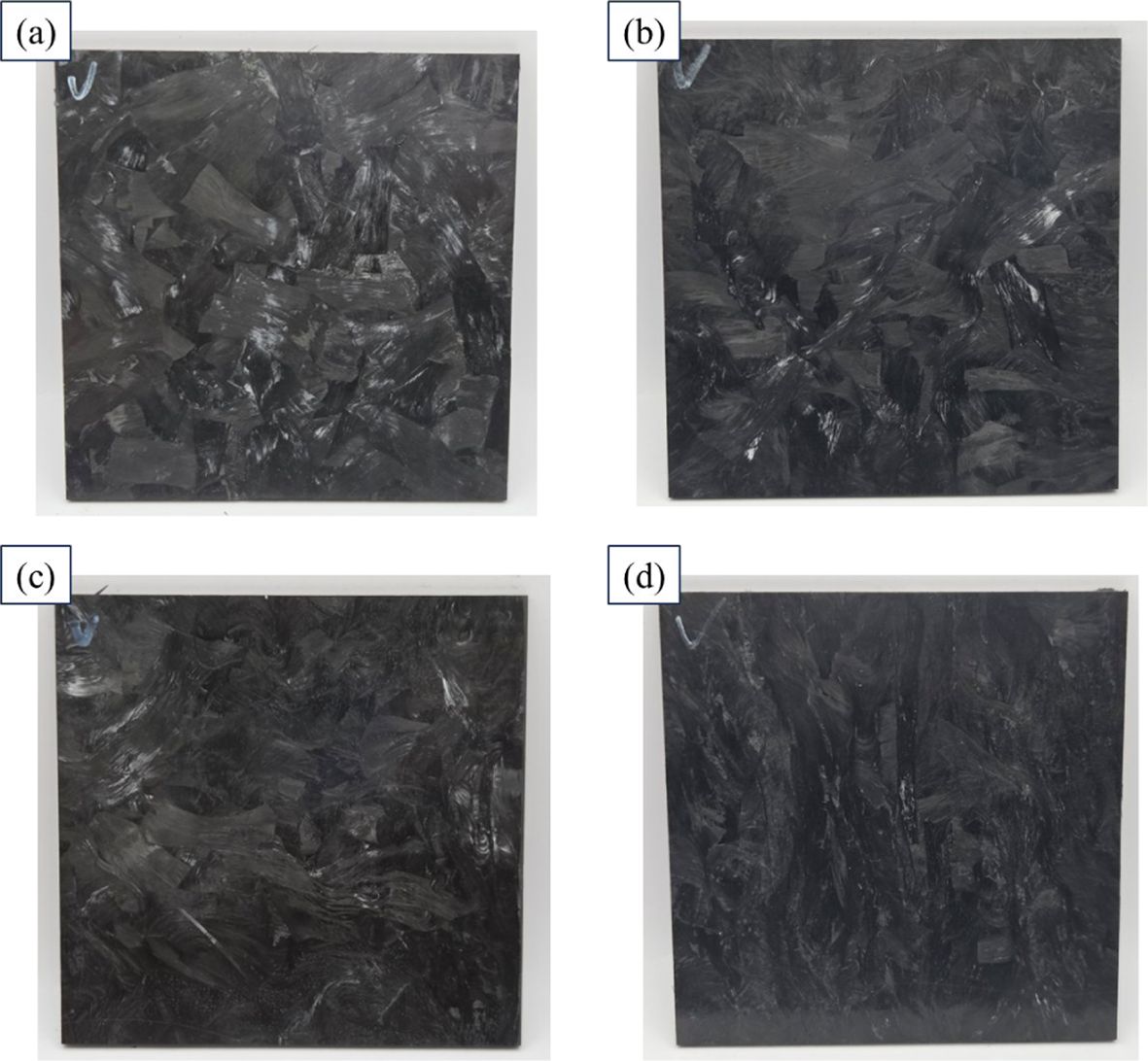
EP-SMC의 charge pattern별 성형 후 가장 먼저 관찰된 차이는 SMC 샘플의 표면 상태이다. Fig. 8은 Full charge 패턴 시편과 Center charge 패턴 시편 간의 표면 품질 차이를 보여준다. Center charge 시편이 Full charge 시편 대비 더 우수한 표면 품질을 나타냈으며, 이는 압축 성형 과정에서 나타나는 수지 및 섬유의 유동 거동(유동 경로·유동 거리 등) 차이에 기인한 것으로 해석된다.
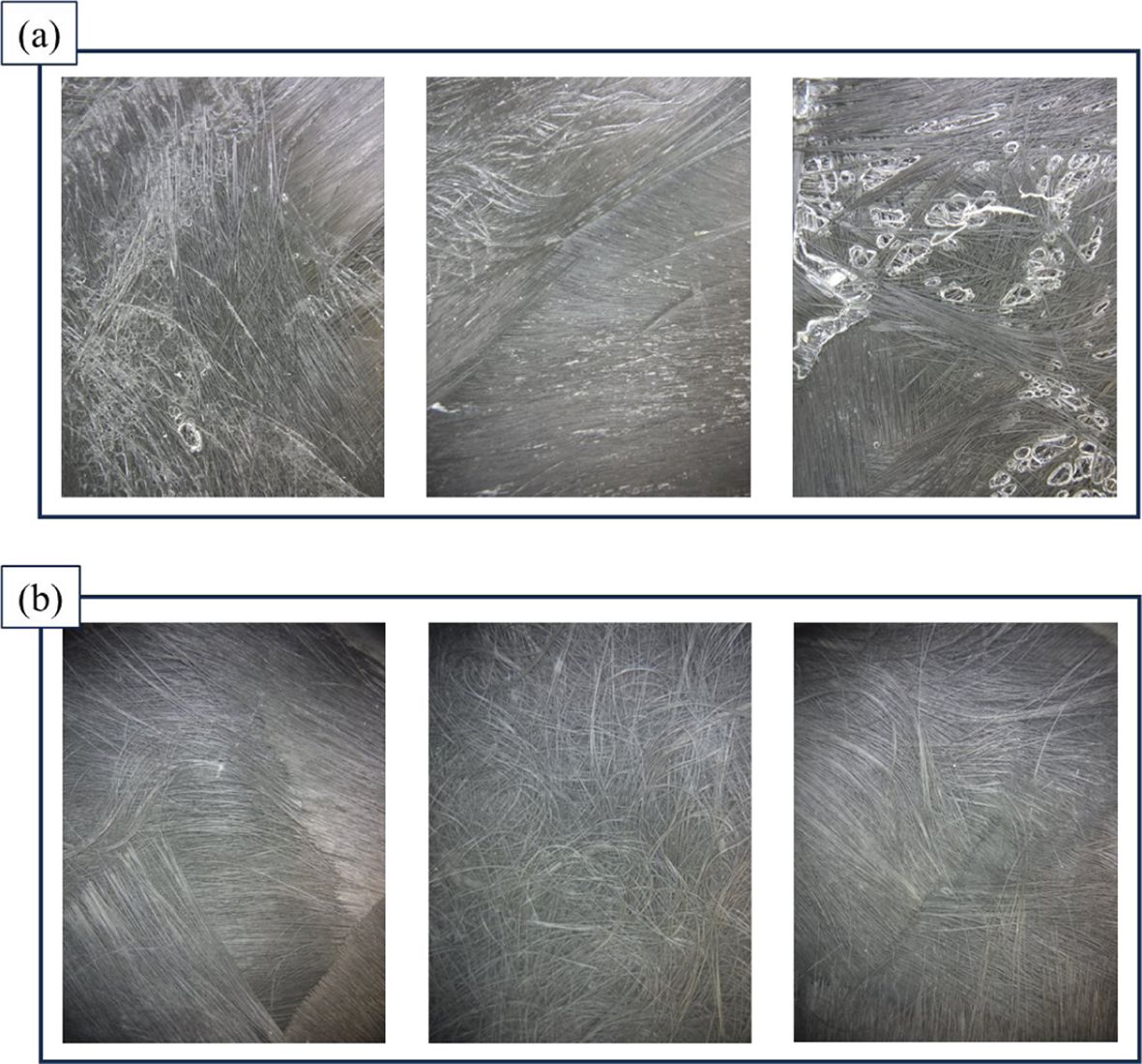
Charge pattern에 따른 유동 거동의 차이는 각 패턴별 zone 5 구간의 섬유 배향 사진에서 명확히 확인된다(Fig. 9). 유동이 거의 발생하지 않는 (a) Full charge (FC) 시편에서는 섬유 토우의 교란이 관찰되지 않았고, SMC 시트 제조 단계에서 형성된 등방성 배향 상태가 그대로 유지되었다. 반면 (b) Center charge (CC) 시편은 Full charge와 유사한 등방성 경향을 보였으나, 성형 중 수지의 등방향 유동에 의해 토우가 풀어지는 현상이 더 크게 나타났다. 또한 (c) Middle charge (MC)와 (d) Bottom charge (BC)는 모두 90° 방향 섬유 배향을 유도하도록 설계된 패턴이지만, Middle charge 대비 Bottom charge 시편에서 더 높은 수준의 섬유 배향이 관찰되었다.
관찰된 표면 품질 및 섬유 배향 특성을 바탕으로, 높은 섬유 배향성을 보인 BC 시편은 MC 대비 더 높은 인장강도를, 수지 유동에 의해 함침 수준이 높고 기공률이 낮을 것으로 예상되는 CC 시편은 FC 대비 더 높은 인장강도를 나타낼 것으로 예상하였다.
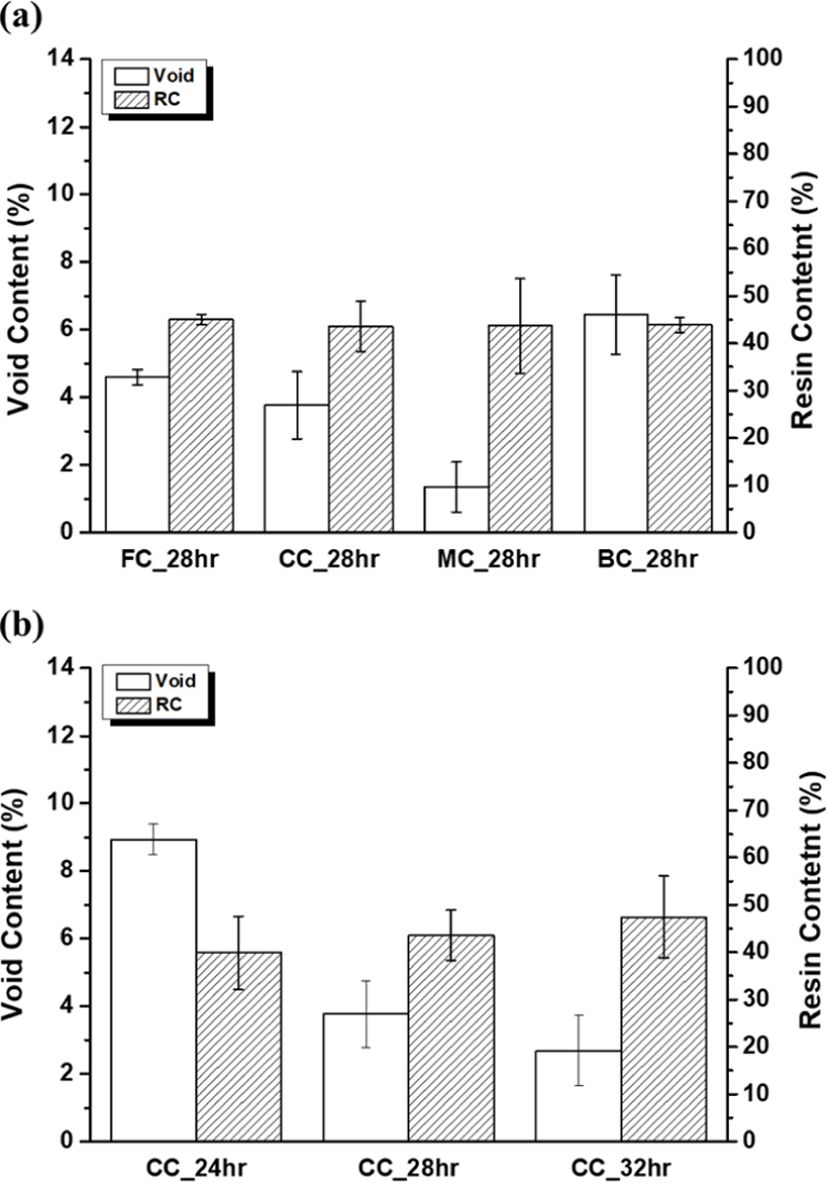
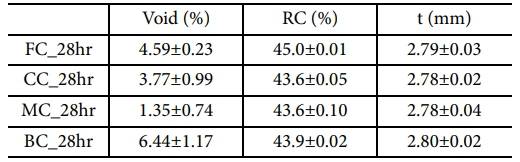
상기 charge pattern에 따른 유동 및 섬유 배향 차이가 성형품 내부 품질에 미치는 영향을 정량적으로 확인하기 위해, 기공률, 수지분율(RC), 두께를 측정하였으며 그 결과를 Fig. 10 및 Table 4, 5에 정리하였다.
Fig. 10(a)에서 charge pattern에 대한 기공률 및 수지분율의 변화를 확인할 수 있다. 먼저 기공률은 BC, FC, CC, MC 순으로 높은 값을 기록하였다. 기공률은 복합재의 물성에 직접적인 영향을 끼치는 인자로, 기공률이 높다면 현재보다 높은 물성을 지니도록 최적화가 가능하다고 할 수 있다. BC는 MC와 유사한 인장강도를 나타냈음에도 기공률은 현저히 높았다. BC 패턴은 추가적인 성형 최적화를 통한 물성 상승의 여지가 높다고 볼 수 있다.
수지분율의 경우, zone 간의 편차가 MC, CC, BC, FC 순으로 높게 나왔다. 해당 경향은 금형 내 소재의 유동거리와 정확히 일치하였다. MC와 CC의 zone별 RC 수치를 통해 유동 특성이 낮은 섬유는 zone 4,5,6에 잔류하고, 유동 특성이 높은 수지는 금형 캐비티 방향으로 이동하였음을 확인할 수 있다. 이는 높은 유동성을 지니 에폭시 수지가 금형 캐비티를 향해 흐를 때, 상대적으로 낮은 유동성을 지닌 탄소섬유가 짧은 유동거리를 보임으로 인한 편차로 해석된다.
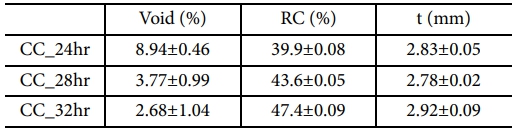
수지의 유동 특성에 의한 zone별 수지분율 차이는 B-stage 진행도별 샘플의 기공률 측정 데이터에서도 확인할 수 있다. B-stage 진행도가 낮은 CC_24hr 샘플의 경우, 낮은 수지 점도로 인한 높은 유동 특성으로 인해 수지가 금형 외부로 squeeze 되며 낮은 평균 RC를 나타냈다. 반면에 높은 B-stage 진행도로 인해 높은 점도를 지닌 CC_32hr 샘플은 높은 평균 RC를 보였다. 적정 B-stage 진행도를 지닌 CC_28hr 샘플은 기공률, RC 편차, 두께 편차 등 모든 지표에서 안정적인 성형성을 나타냈다.
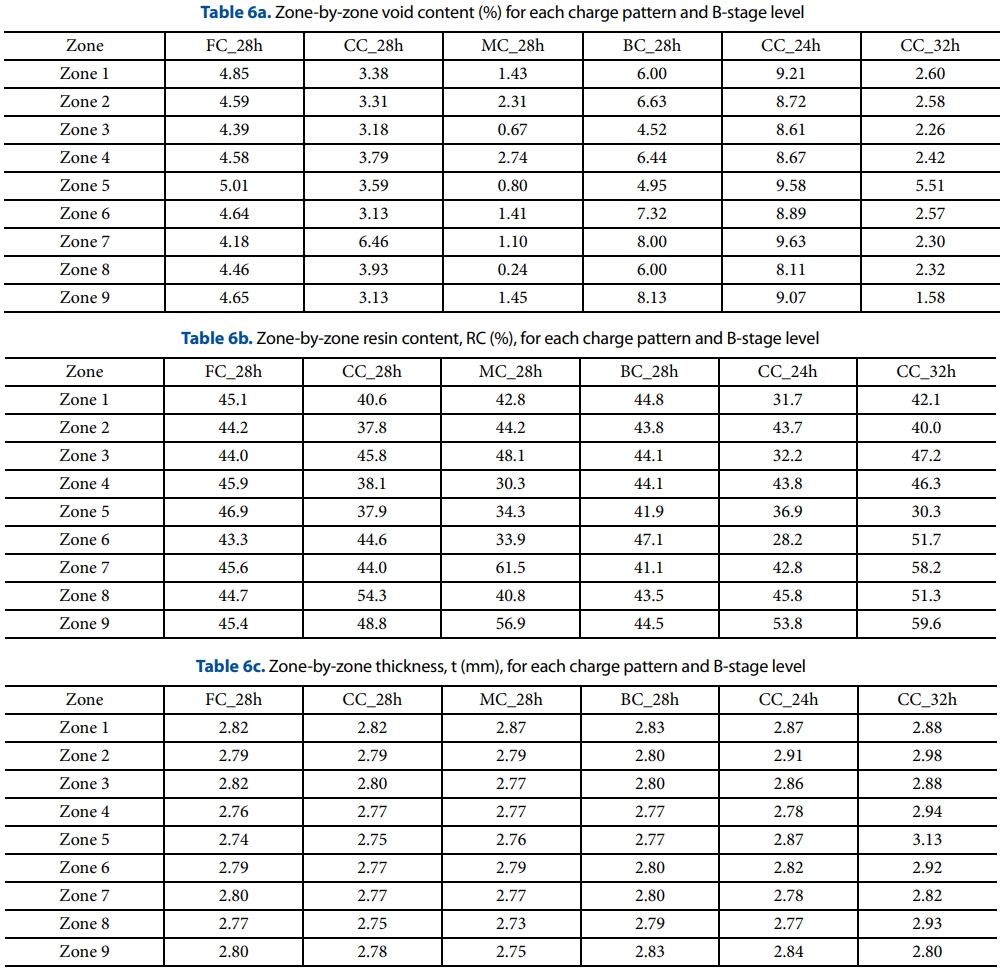
한편, Fig. 10 및 Table 4, 5의 평균값만으로는 금형 내 위치에 따른 불균일성과 유동 방향성을 충분히 반영하기 어렵다. 따라서 유동 방향을 따라 구획한 각 zone에서 기공률, RC, 두께를 추가로 정량화하여 분포 특성을 비교하였다(Table 6a, 6b, 6c).
Zone별 내부 품질 분포는 charge pattern 및 B-stage 진행도에 따라 공간적 편차가 달라짐을 보여주며, 이러한 차이는 최종 기계적 성능에 직접적으로 영향을 줄 수 있다. 다음에서는 charge pattern에 따른 인장 특성을 비교하였다.
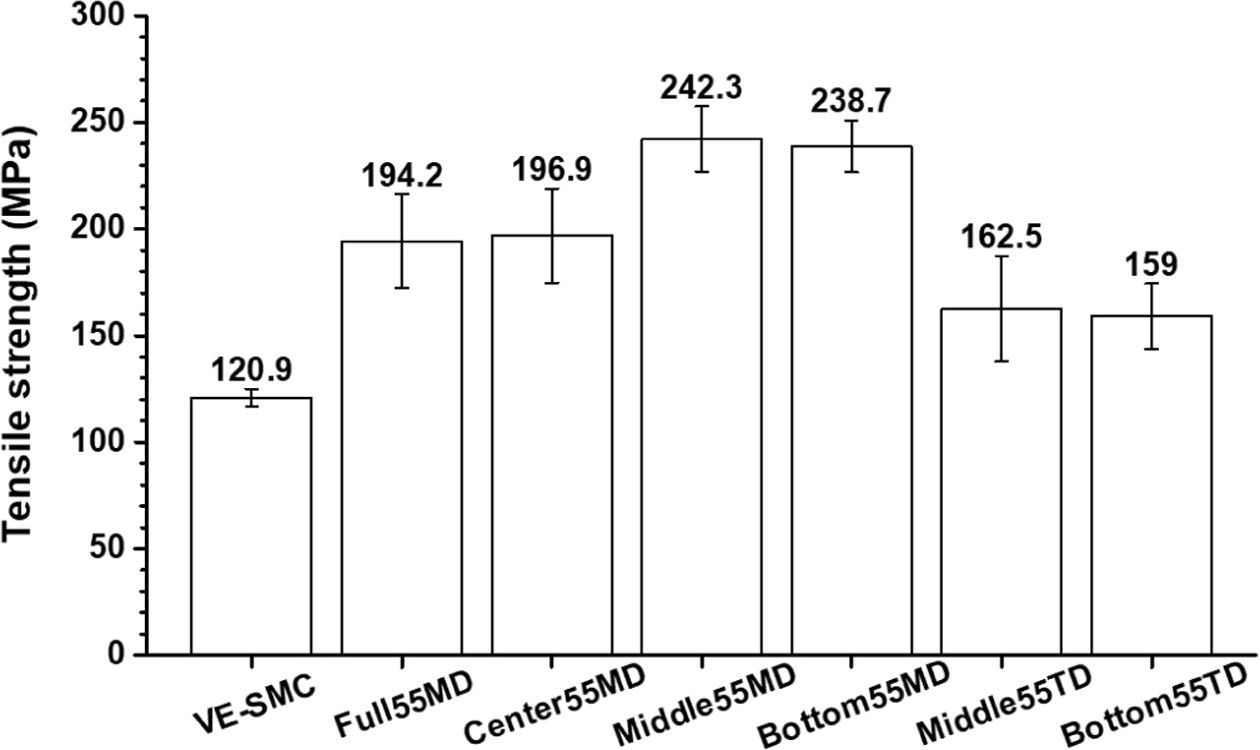
앞서 확인한 내부 품질 및 섬유 배향 특성 차이를 바탕으로, MC 및 BC의 MD 방향 재단 시편은 각각 242.3 MPa과 238.7 MPa의 인장강도를 기록하여, FC 및 CC의 194.2 MPa과 196.9 MPa 대비 약 18% 높은 값을 보였다. 이러한 결과는 charge pattern에 의해 유도된 섬유 배향 차이가 인장강도에 영향을 미친 것으로 해석된다.
그러나 앞선 예측과 달리, 인장강도뿐 아니라 파단 변형률과 표준편차 등 모든 지표에서 BC와 MC, CC와 FC 간 유의미한 차이는 확인되지 않았다. 이는 SMC의 인장강도는 표면 품질 및 표면에서 관찰되는 섬유 배향의 차이 지표와 더불어 시편 내부의 기공률, 섬유 배향 상태 등 내부 구조적 요인을 함께 고려 해야함을 시사한다. Fig. 12
|
Fig. 1 (a) ASTM D1388 cantilever drape test setup (b) Definition of overhang length |
|
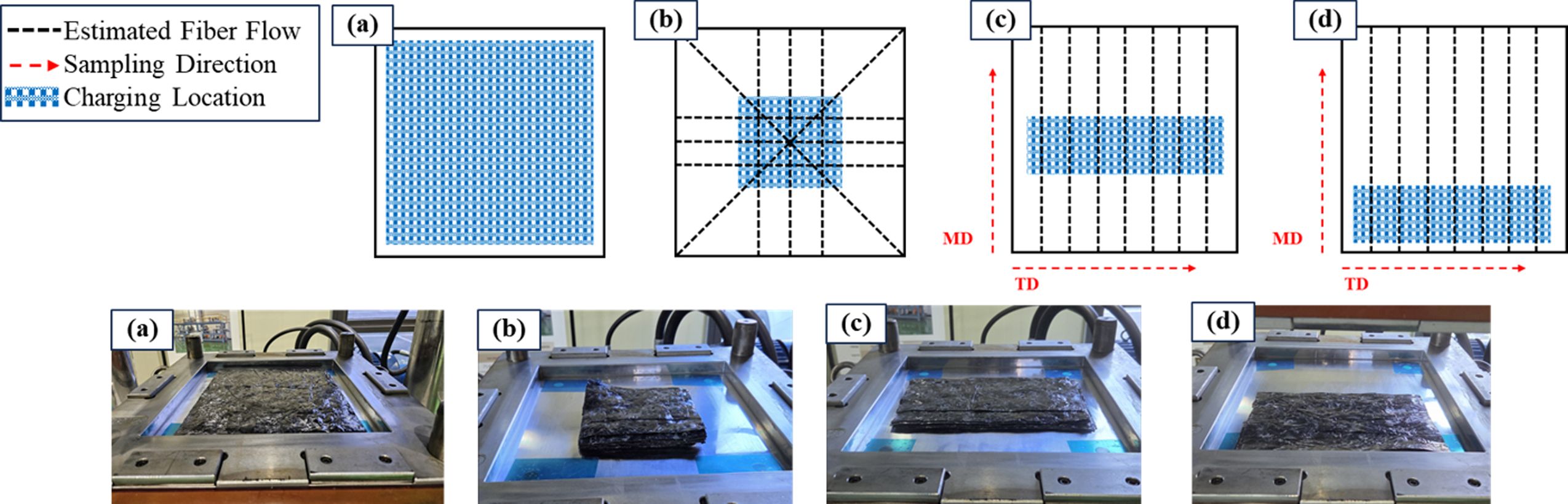
Fig. 2 Charge pattern schematics and photographs for compression molding (a) Full charge(FC) (b) Center charge(CC) (c) Middle charge(MC) (d) Bottom charge pattern(BC) |
|
Fig. 3 Definition of nine analysis zones in the molded panel |
|
Fig. 4 Isothermal time-viscosity graph of Epoxy resin mixture at 60oC |
|
Fig. 5 DSC heat-flow curves of the epoxy resin mixture after pre-reaction at 60oC for 0-35 h |
|
Fig. 6 Probe tack test results (debonding force) of EP-SMC and VE-SMC |
|
Fig. 7 Overhang length as a function of pre-reaction time for EP-SMC and reference VE-SMC |
|
Fig. 8 Representative surface appearance of molded EP-SMC panels (a) Full charge SMC (b) Center charge SMC |
|
Fig. 9 Representative fiber orientation at Zone 5 for each charge pattern in EP-SMC panels (a) Full charge SMC (b) Center charge SMC (c) Middle charge SMC (d) Bottom charge SMC |
|
Fig. 10 Effect of charge pattern and B-stage level on void content and resin content of EP-SMC molded panels (a) FC/ CC/MC/BC at 28 h (b) CC at 24/28/32 h |
|
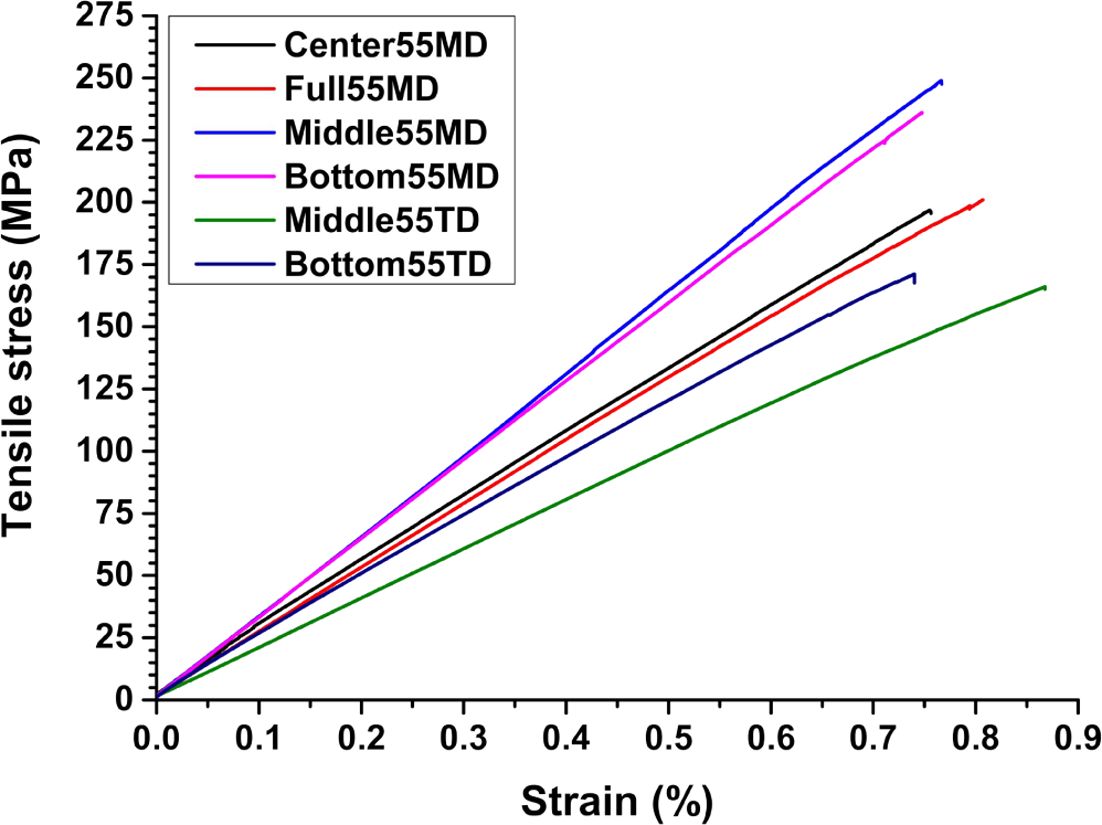
Fig. 11 Representative tensile stress–strain curves of EP-SMC for different charge patterns |
|
Fig. 12 Tensile strength comparison of EP-SMC and VE-SMC by charge pattern and specimen direction |
|
Table 3 Summary of DSC parameters of the epoxy resin mixture after pre-reaction at 60oC |
|
Table 4 Panel-average void content, resin content (RC), and thickness of EP-SMC for different charge patterns (28 h B-stage, mean ± SD) |
|
Table 5 Panel-average void content, resin content (RC), and thickness of Center-charge EP-SMC at different B-stage levels (24/28/32 h, mean ± SD) |
|
Table 6 Zone-by-zone thickness, t (mm), for each charge pattern and B-stage level |
본 연구에서는 점도, DSC, probe test, drape test의 4가지 분석법으로 EP-SMC의 B-stage 상태를 정량 평가하고, 압축성형에서 charge pattern 및 B-stage 진행도가 성형품 품질과 물성에 미치는 영향을 비교하였다.
점도 분석에서 에폭시 수지 혼합물은 60oC에서 21–22 h 구간에서 급격한 점도 상승을 보였고, VE-SMC의 점도 수준을 기준으로 해당 구간에서 B-stage에 진입한 것으로 판단되었다. 그러나 점도는 바이알 내 벌크 수지 상태를 대상으로 하여 시트 상태에서의 반응전달, 섬유/필러에 의한 점도차이, 표면 tack과 같은 작업성 지표를 직접 반영하지 못하므로 B-stage의 정량화 및 QC 단독 지표로는 부적절하였다.
DSC 분석에서는 반응 시간 증가에 따라 최대 열유속 피크 감소 및 피크 폭 증가 경향이 확인되어 반응 진행의 경향을 확인할 수 있었다. 다만 ΔH 등 단일 지표 간 경향이 완전히 일치하지 않았고, 소량 샘플의 열적 거동만을 반영하므로 시트 단계의 정량 지표로 단독 적용하기에는 제한이 있었다.
Probe test는 tack 조건에서 debonding force가 일정 시간까지 증가 후 감소하는 거동을 보여 작업자 체감 tack 변화와 유사한 경향을 제공했다. 반면 resin-rich/resin-poor 분포와 단섬유 배열로 인한 편차가 높아 활용을 위해선 높은 작업반복수가 필요하였다. drape test의 overhang length는 시간 증가에 따른 경향이 명확하면서도 편차가 작아 B-stage 진행도의 정량 평가에 가장 적합했다.
B-stage 진행도에 따른 물성 분석 결과, void는 24 h > 28 h > 32 h 순으로 감소하고, RC는 24 h < 28 h < 32 h 순으로 증가하는 것을 확인하였다. B-stage 진행도가 낮으면 squeeze-out으로 인한 RC 저하 및 void 증가가 나타나고, B-stage가 과도하면 RC·두께 불균일 가능성이 높아져, 종합적으로 28 h 조건이 가장 안정적인 성형성을 보였다.
Charge pattern 변화에서는 금형 내 유동 및 섬유 배향 차이에 의해 최종 품질과 물성이 달라졌으며, MC·BC의 MD 인장강도가 FC·CC 대비 약 18% 높게 나타났다. 또한 평균 void는 MC < CC < FC < BC 순으로, MC가 평균 1.35%로 가장 낮고 BC가 평균 6.44%로 가장 높아, charge pattern 설계가 내부 품질과 물성에 직접적인 영향을 미침을 확인하였다.
종합하면, EP-SMC의 B-stage 평가는 drape test를 중심으로 점도·DSC·probe test를 보조적으로 결합하는 접근이 가장 합리적이며, 성형 설계에서는 B-stage 진행도와 charge pattern을 동시에 관리해야 한다. 따라서 EP-SMC 공정 최적화는 tack 단독 제어가 아닌 유동-배향-수지분율-기공률을 함께 고려한 조건 설계로 진행되어야 한다.
본 연구는 산업통상자원부의 국제공동기술개발사업, Low TVOC 에폭시 수지를 이용한 CF-SMC 소재 및 pre-Steering RTS 프리폼을 적용한 프론트 크로스멤버 개발 과제의 지원으로 수행되었음. (과제 번호: P219200009)
- 1. S. Boylan and J. M. Castro, “Effect of reinforcement type and length on physical properties, surface quality, and cycle time for sheet molding compound (SMC) compression molded parts,” Journal of Applied Polymer Science, Vol. 90, pp. 2557–2571, 2003.
-

- 2. T. Bénéthuilière, J. Duchet, and E. Dubost, “Vinylester/glass fiber interface: Still a key component for designing new styrene-free SMC composite materials,” Composites Science and Technology, Vol. 190, p. 108037, 2020.
-
- 3. Y. Cho, J. Kang, M. Huh, and S. I. Yun, “Styrene-free synthesis and curing behavior of vinyl ester resin films for hot-melt prepreg process,” Materials Today Communications, Vol. 30, 103143, 2022.
- 4. F.-L. Jin, X. Li, and S.-J. Park, “Synthesis and application of epoxy resins: A review,” Journal of Industrial and Engineering Chemistry, Vol. 29, pp. 1–11, 2015.
-
- 5. I. Swentek, S. Greydanus, and C. Ball, “Methods to improve mechanical performance of carbon fiber epoxy SMC,” in Proc. SPE Automotive Composites Conference & Exhibition (ACCE), Novi, MI, USA, 2017.
- 6. P. Dumont, L. Orgéas, D. Favier, and P. Pizette, “Compression moulding of SMC: In situ experiments, modelling and simulation,” Composites Part A: Applied Science and Manufacturing, Vol. 38, pp. 353–368, 2007.
-
- 7. A. D. Evans, C. C. Qian, T. A. Turner, L. T. Harper, and N. A. Warrior, “Flow characteristics of carbon fibre moulding compounds,” Composites Part A: Applied Science and Manufacturing, Vol. 90, pp. 1–12, 2016.
-
- 8. C. D. Han and K.-W. Lem, “Rheology of unsaturated polyester resins. II. Thickening behavior of unsaturated polyester and vinyl ester resins,” Journal of Applied Polymer Science, Vol. 28, No. 2, pp. 763–778, 1983.
-
- 9. E. L. Rodriguez, “Thickening reaction of unsaturated polyester resins with inorganic oxides and the rubber elasticity theory,” Journal of Applied Polymer Science, Vol. 34, No. 2, pp. 881–886, 1987.
-
- 10. M. Hohberg, L. Kärger, F. Henning, and A. Hrymak, “Rheological measurements and rheological shell model considering the compressible behavior of long fiber reinforced sheet molding compound (SMC),” Composites Part A: Applied Science and Manufacturing, Vol. 95, pp. 110–117, 2017.
-
- 11. J. Görthofer, N. Meyer, T. D. Pallicity, L. Schöttl, A. Trauth, M. Schemmann, M. Hohberg, P. Pinter, P. Elsner, and F. Henning, “Virtual process chain of sheet molding compound: Development, validation and perspectives,” Composites Part B: Engineering, Vol. 169, pp. 133–147, 2019.
-
- 12. A. Asadi, M. Miller, A. V. Singh, R. J. Moon, and K. Kalaitzidou, “Lightweight sheet molding compound (SMC) composites containing cellulose nanocrystals,” Composite Structures, Vol. 160, pp. 211–219, 2017.
-
- 13. Z. Huang, G. Jiang, Y. Wu, J. Wu, and Z. Deng, “Hollow glass microspheres/montmorillonite/epoxy sheet molding compound composites with low density and excellent mechanical properties,” Journal of Macromolecular Science, Part B: Physics, Vol. 63, No. 4, pp. 226–241, 2024.
-
- 14. A. R. Pouladvand, M. Mortezaei, H. Fattahi, and I. A. Amraei, “A novel custom-tailored epoxy prepreg formulation based on epoxy–amine dual-curable systems,” Composites Part A: Applied Science and Manufacturing, Vol. 132, Art. 105852, 2020.
-
- 15. D. Budelmann, C. Schmidt, and D. Meiners, “Tack of epoxy resin films for aerospace-grade prepregs: Influence of resin formulation, B-staging and toughening,” Polymer Testing, Vol. 114, Art. 107709, 2022.
-
- 16. S. Le Corre, L. Orgéas, D. Favier, A. Tourabi, A. Maazouz, and C. Venet, “Shear and compression behaviour of sheet moulding compounds,” Composites Science and Technology, Vol. 62, pp. 571–577, 2002.
-
- 17. G. Alnersson, M. W. Tahir, A.-L. Ljung, and T. S. Lundström, Review of the numerical modeling of compression molding of sheet molding compound, Processes, Vol. 8, p. 179, 2020.
-
 This Article
This Article
-
2026; 39(2): 74-84
Published on Apr 30, 2026
- 10.7234/composres.2026.39.2.074
- Received on Nov 26, 2025
- Revised on Dec 31, 2025
- Accepted on Mar 25, 2026
Services
Shared
Correspondence to
- Seo Jung Jung
-
* Korea Caron Industry Promotion Agency, 2nd R&D Office
- E-mail: seojeong@kcarbon.or.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr