





- 테이프 캐스팅 공정으로 제조된 BaMoO4 세라믹 유전체의 주파수 의존 유전 특성에 미치는 하소 및 소결 온도의 영향
Jihye Seo*, **, Moonhee Choi**† , Yoonmook Kang*†
* Graduate School of Energy and Environment, Korea University, Seoul 02841, Korea
** Research & Innovation Division, Korea Institute of Ceramic Engineering & Technology, Jinju 52851, Korea- Effects of Calcination and Sintering Temperatures on the Frequency-Dependent Dielectric Properties of Tape-Cast BaMoO4 Ceramic Dielectrics
서지혜*, ** · 최문희**† · 강윤묵*†
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
In this study, BaMoO4 dielectric ceramics were fabricated using a solid-state reaction and tape casting process, and the effects of calcination and sintering temperatures on their microstructure and dielectric properties were systematically investigated. The calcination temperature of the BaMoO4 powder was varied from 500°C to 700°C. By controlling the calcination temperature of BaMoO4 powders in the range of 500–700°C, an optimal powder with suppressed grain growth and without secondary phase formation was obtained at 600°C. The green sheets were sintered in the range of 700°C to 850°C. The specimen sintered at 800°C exhibited the most densely packed microstructure along with the highest sintering density of 4.92 g/cm3. The temperature coefficient of capacitance (TCC) analysis revealed highly stable dielectric behavior over a wide temperature range from -50°C to 150°C. In addition, dielectric characterization as a function of frequency revealed that the specimen sintered at 800°C exhibited relatively low dielectric loss and stable dielectric behavior. These results suggest that low-temperature sintered BaMoO4 ceramics fabricated by tape casting are promising candidates for dielectric component applications requiring stable frequency-dependent dielectric behavior.
본 연구에서는 고상합성법(Solid-state reaction)과 테이프 캐스팅(tape casting) 공정을 이용하여 BaMoO4유전체 세라믹을 제조하고, 하소 및 소결 온도가 미세구조와 유전 특성에 미치는 영향을 체계적으로 조사하였다. BaMoO4분말의 하소 온도를 500-700oC 범위에서 제어한 결과, 600oC에서 2차상 형성 없이 입자 성장이 억제된 최적의 분말을 합성할 수 있었다. 테이프 캐스팅으로 제조된 시트는 700-850oC 범위에서 소결을 수행하였으며, 800oC에서 소결된 시편이 가장 치밀한 미세구조와 4.92 g/cm3의 최대 밀도를 나타냈다. TCC 분석 결과, -50oC에서 150oC의 넓은 온도 범위에서 매우 안정적인 유전율 거동을 확인하였다. 또한, 주파수 변화에 따른 유전특성 평가 결과, 800oC 소결 시편은 비교적 낮은 유전 손실과 안정적인 유전 거동을 나타냈다. 이러한 결과는 저온 소결된 BaMoO4 세라믹이 안정적인 주파수 의존 유전특성이 요구되는 유전체 소자 응용에 적합한 유망한 소재임을 시사한다.
Keywords: BaMoO4(Barium molybdate), 유전체(Dielectric), 테이프 캐스팅(Tape casting), 저온 소결(Low-temperature sintering), 품질계수(Quality factor)
5G를 넘어 6G로 향하는 고주파 통신 기술의 급격한 발전은 데이터 전송량과 속도의 비약적인 향상을 요구하고 있다. 이러한 기술적 변화는 통신 모듈을 구성하는 수동소자, 특히 적층 세라믹 커패시터(Multilayer Ceramic Capacitor, MLCC)에 대한 성능 요구 수준을 전례 없이 높이고 있다. 수십 GHz의 밀리미터파 대역에서 동작하는 초고주파 회로의 안정성과 효율을 확보하기 위해서는 고성능 MLCC의 개발이 필수적이다[1].
기술적 관점에서 고주파 회로용 커패시터는 두 가지 핵심 전기적 특성을 반드시 만족해야 한다. 첫째, 고주파 신호 전달 과정에서 신호 지연 및 위상 왜곡을 억제하기 위해 주파수에 따른 안정적인 유전 응답 특성이 요구된다. 일반적으로 비교적 낮은 유전율을 갖는 유전체는 이러한 조건에서 유리하게 작용할 수 있으나, 고주파 영역에서의 실제 성능은 유전율의 절댓값보다 전체적인 임피던스 거동에 의해 결정된다. 둘째, 신호 손실을 최소화하여 회로의 전력 효율과 열적 안정성을 확보하기 위해 매우 낮은 유전 손실(tanδ), 즉 높은 품질계수(Q) 값을 가져야 한다[2]. 이러한 특성을 만족하는 커패시터를 High-Q 커패시터라 칭한다[3].
High-Q MLCC의 상용화를 위해서는 저온 동시소성 세라믹스(Low Temperature Co-fired Ceramics, LTCC) 공정이 필수적이다. LTCC 공정은 상대적으로 융점이 낮은 은(Ag)이나 구리(Cu)와 같은 저저항 금속 전극을 세라믹과 동시에 소결할 수 있게 하여 제조 비용을 절감하고, 다수의 그린시트를 하나의 배치(batch)로 처리함으로써 공정 수율과 소자 집적도를 획기적으로 향상시킨다[4,5].
그러나 기존 LTCC 공법은 근본적인 한계를 내포하고 있다. 원료 세라믹 조성 자체가 이론적으로 우수한 마이크로파 유전특성을 가지고 있더라도, 분말 합성, 성형, 열처리 등 복잡한 제조 공정을 거치면서 그 특성이 크게 열화되어 최종 MLCC 칩에서는 기대에 미치지 못하는 성능을 보이는 경우가 빈번했다. 이는 공정 변수에 대한 체계적인 이해와 제어가 부족했기 때문이다[6].
따라서 본 연구는 저온 소결이 가능한 BaMoO4 세라믹스를 기반으로, 분말 입도, 하소 온도, 소결 온도와 같은 주요 공정 변수를 체계적으로 제어하여 테이프 캐스팅 기반 세라믹 칩의 미세구조와 유전 특성의 상관관계를 규명하는 것을 목표로 한다. 특히 주파수 변화에 따른 유전율 및 유전 손실 거동과 온도 안정성을 함께 분석함으로써, 저온 소결 BaMoO4 세라믹의 최적 공정 조건을 도출하고 안정적인 주파수 의존 유전특성이 요구되는 유전체 소자 응용 가능성을 평가하고자 한다.
2.1 원료 분말 준비 및 분산 공정
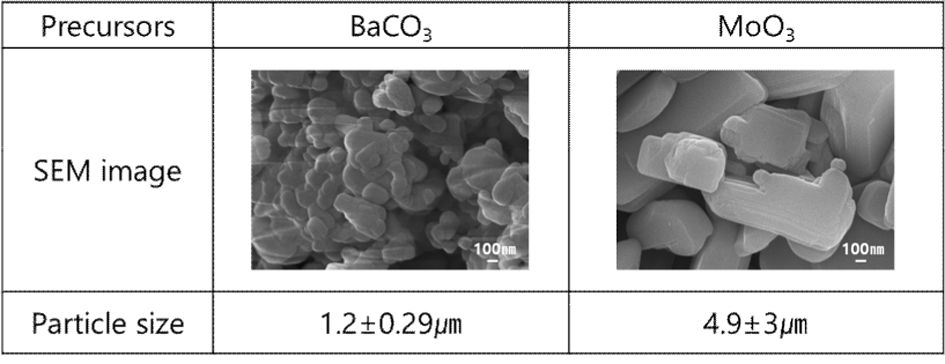
출발 물질로는 평균 입도 1.2 ± 0.29 ㎛의 BaCO3 분말과 4.9 ± 3 ㎛의 MoO3 분말을 사용하였다.
두 원료 분말 간의 초기 입도 차이가 크기 때문에, 균일한 혼합분말을 제조하기 위해 다음과 같은 2단계 분산 공정을 수행하였다.
이 공정의 핵심 목적은 입도 차이가 큰 각 원료 분말 내에 물리적으로 응집된 조대 입자를 효과적으로 분리하는 것이다. BaCO3와 MoO3 분말을 각각 별도로 분산 처리하여 BaCO3는 10 ㎛ 범위의 입도 분포를 갖도록 제어하였다. 이 과정을 통해 각 분말의 상태를 균일화함으로써, 후속 본분산 공정의 효율성과 균일성을 극대화시킬 수 있는 기반을 마련하였다.
선분산된 두 종류의 분말을 혼합함과 동시에 미세 해쇄를 수행하여 최종 혼합 분말을 제조하는 단계이다. 이 공정에서는 0.1 Φ 비드를 이용하여 4000 rpm의 고속 회전을 가하여 분말에 과도한 충격 없이 효과적인 분산을 유도했다. 비드의 크기와 회전 속도는 분말의 파쇄(chipping) 현상을 방지하고 균일한 고상합성을 유도하는 데 매우 중요한 변수이다. 이 공정을 통해 최종적으로 0.3-3 ㎛ 범위의 균일한 입도 분포를 갖는 혼합분말을 확보하였다.
2.2 BaMoO4 분말 합성 (하소 공정)
2단계 분산 공정을 거친 혼합분말 슬러리를 100oC 오븐에서 24시간 동안 건조하여 용매를 완전히 제거하였다. 이후, 건조된 혼합분말의 고상합성을 위해 하소 공정을 진행하였다. 하소 온도는 500oC, 550oC, 600oC, 650oC, 700oC의 다섯 가지 조건으로 설정하였으며, 모든 조건에서 승온 속도는 분당 1oC, 해당 온도에서의 유지 시간은 3시간으로 통일하였다.
2.3 슬러리 제조 및 그린시트 형성
고상합성된 BaMoO4 분말을 이용하여 테이프 캐스팅을 위한 슬러리를 제조하였다. 슬러리의 안정성과 성형성을 확보하기 위해 분말, 용매와 함께 바인더, 분산제, 가소제와 같은 유기물을 첨가하였다.
최종적으로 제조된 슬러리는 분말 입도가 500 nm 이하로 제어되었으며, 점도는 224 cP, 고형분 함량은 48.18%로 최적화되었다. 이 슬러리를 이용하여 테이프 캐스팅 공정을 수행하였으며, 블레이드 갭 150 ㎛, 피딩 속도 0.5 m/분의 조건으로 균일한 두께의 그린시트(green sheet)를 제작하였다.
2.4 MLCC 칩 제조 및 소결
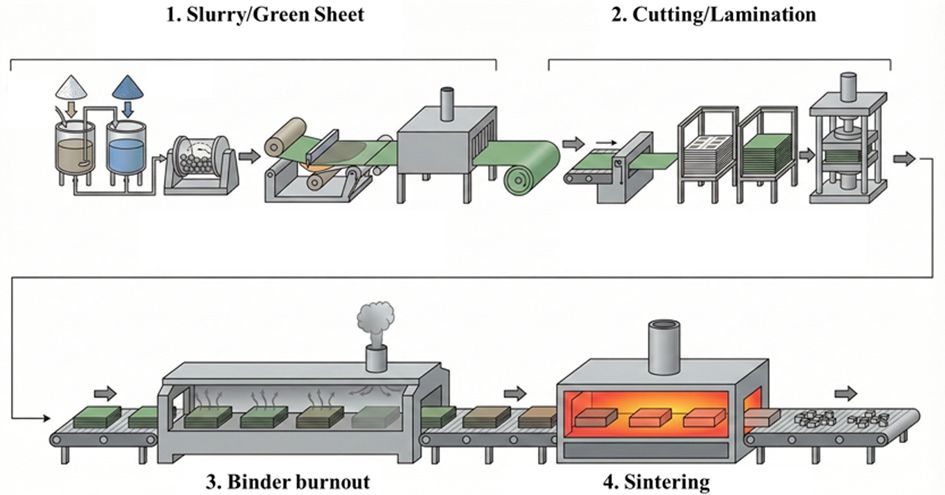
제조된 그린시트를 이용하여 다음과 같은 공정을 거쳐 최종 MLCC 칩을 제작하였다. 그린시트 표면에 스크린 프린팅 방식으로 Cu 금속전극 페이스트를 인쇄한 후, 여러 장의 시트를 정밀하게 적층하였다. 적층된 시트 블록을 60oC에서 300 kgf/cm²의 압력을 10분간 인가하여, 시트 간의 접합력을 극대화하고 내부 기공을 제거하였다. 압착이 완료된 적층체를 설계된 크기(10 × 10 × 1 mm³)에 맞게 개별 그린 칩(green chip) 형태로 절단하였다. 그린 칩 내부에 포함된 바인더 등 유기물을 제거하기 위한 공정이다. 열충격에 의한 균열을 방지하기 위해 1차(300oC, 1시간)와 2차(650oC, 1시간 20분)로 나누어 2단계에 걸쳐 서서히 진행하였다. 가소 공정이 완료된 칩을 최종 소결하여 치밀한 세라믹 구조를 형성하였다. 소결 공정은 잔류 유기물을 완전히 제거하기 위해 300oC와 650oC에서 각각 1시간씩 유지하는 단계를 거친 후, 최종적으로 800oC 초과 및 850oC 미만의 소결 온도 범위로 승온하여 치밀화를 진행하였다. 앞서 설명한 공정을 바탕으로, MLCC 칩 제조를 위한 전반적인 공정 흐름을 Fig. 2에 개략적으로 정리하였다.
2.5 특성평가
하소 온도에 따라 합성된 BaMoO4 분말의 결정 구조와 미세 구조 변화를 관찰하기 위해 각각 X선 회절 분석(X-ray Diffraction, XRD)과 주사전자현미경(Scanning Electron Microscope, SEM) 분석을 수행하였다. 최종적으로 제조된 MLCC 칩의 유전 특성은 주파수 변화에 따른 유전율 및 유전 손실 거동을 중심으로 측정 및 평가하였다. 또한, 온도 변화에 따른 정전용량 특성을 분석하여 온도 계수(Temperature Coefficient of Capacitance, TCC)를 평가하였다.
|
Fig. 1 SEM images of BaCO3 and MoO3 precursor powders with their average particle sizes |
|
Fig. 2 Schematic illustration of the overall fabrication process for the Ba–Mo–based ceramic powders and sheets |
준비된 Ba-Mo 혼합물은 500-700oC의 다양한 합성온도에서 각각 분말화를 진행하였다. 고상합성 공정에서는 합성 온도의 정밀한 제어가 중요한 공정 인자이므로, 합성이 본격적으로 진행되는 온도보다 50oC 낮은 온도에서 1차적으로 반응을 유도한 후, 목표 온도로 분당 0.5oC의 승온 속도로 가열하여 균일한 고상합성을 유도하였다.
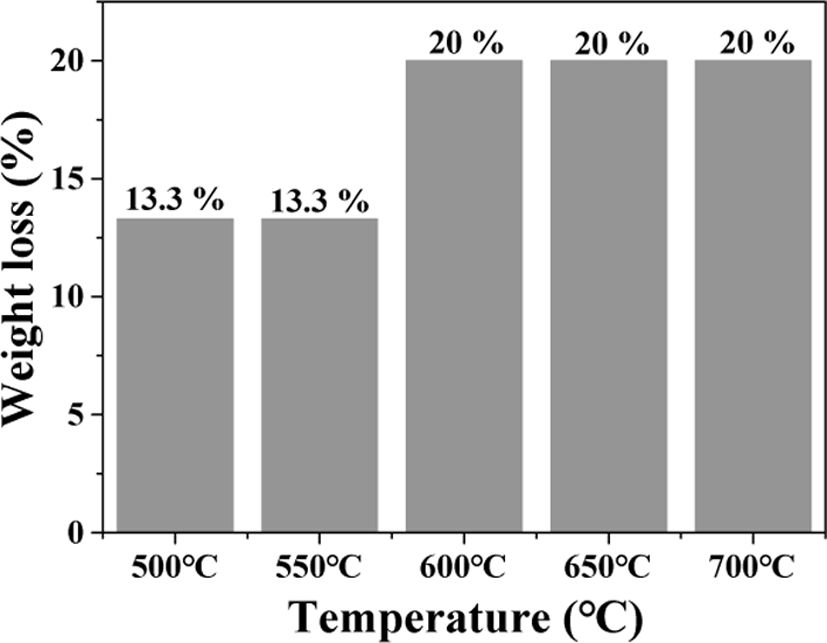
하소 공정은 BaCO3와 MoO3의 고상합성을 통해 BaMoO4 상을 형성하는 핵심 단계로, 이때의 온도는 최종 분말의 결정성과 미세구조를 결정한다. 하소 온도에 따른 무게 감소량을 측정한 결과, 550oC까지는 약 13.3%의 감소를 보였으나, 600oC부터는 20%로 급격히 증가하여 700oC까지 거의 일정하게 유지되었다. 이러한 무게 감소의 증가는 BaCO3의 카보네이트(-CO3) 그룹이 완전히 분해되고, 본격적인 고상합성이 600oC 이상에서 활발히 진행된 결과로 판단된다.
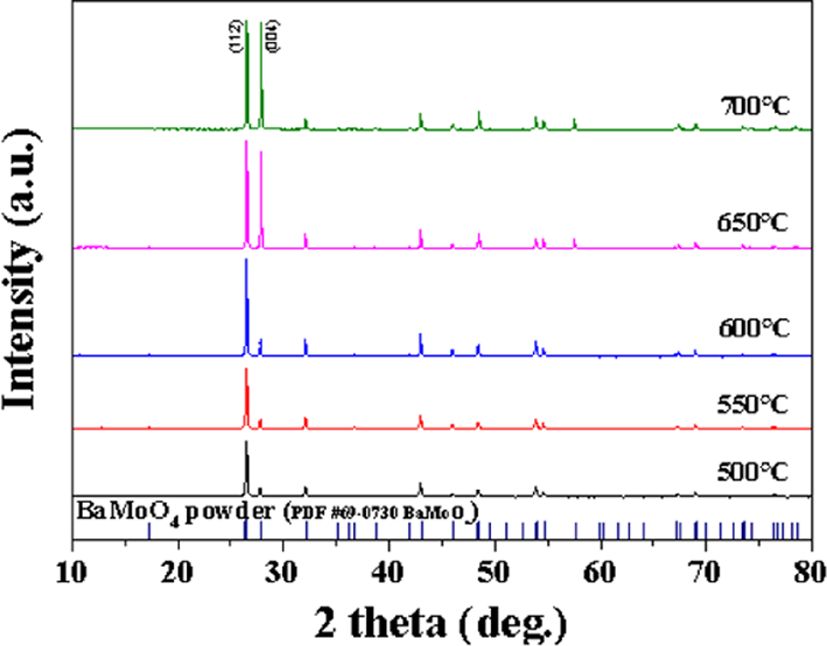
하소 온도별로 합성된 분말의 XRD 분석 결과(Fig. 4), 500oC부터 700oC까지 모든 조건에서 미반응상이나 2차상 없이 순수한 BaMoO4 단일상이 성공적으로 합성되었음을 확인했다. 특히, 650oC와 700oC 조건에서는 주 피크인 (112)면과 (004)면의 강도가 눈에 띄게 증가했는데, 이는 하소 온도가 높아질수록 결정성이 향상됨을 의미한다.
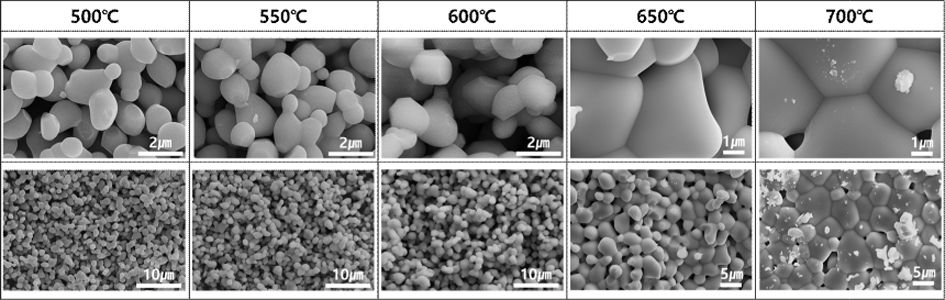
SEM을 통해 관찰한 분말의 미세구조는 하소 온도에 따라 뚜렷한 입성장 경향을 보였으며, 그 결과를 Fig. 5에 나타내었다. 600oC 이하의 낮은 온도에서는 입성장이 불충분하여 미세한 입자들이 응집된 형태를 보였다. 반면, 650oC 이상의 고온에서는 과도하고 조대한 입성장이 관찰되었다. 이러한 조대 입자는 후속 공정인 슬러리 제조 및 테이프 캐스팅 과정에서 그린시트의 표면 조도를 저하시켜 최종 칩의 신뢰성을 저해할 수 있다. 이상의 분석 결과를 종합하면, 충분한 결정성을 확보하면서도 후속 공정에 적합한 미세구조를 갖는 BaMoO4 분말의 최적 하소 온도 범위는 600-650oC로 판단된다.
600oC에서 합성된 BaMoO4 분말을 이용하여 후막시트 성형을 위한 유전체 세라믹 슬러리를 제작하였다. 제작된 슬러리의 고형분 평가 결과, 52% 수준의 슬러리인 것을 확인하였다. 혼합된 BaMoO4 슬러리를 이용하여 테이프 캐스팅 공정으로 후막시트화에 성공하였으며, 최적 조건에서 시트 표면의 특성은 Ra = 0.72 및 Rz = 4.06으로 우수한 특성을 나타내는 것을 확인할 수 있었다.
BaMoO4 그린시트를 적층 및 압착하여 10 × 10 구조의 그린칩으로 제작한 후 소결 공정을 수행하였다. 내부 전극 형성을 위해 Cu paste를 BaMoO4 그린시트에 스크린 프린팅(screen printing) 공정으로 인쇄하였다.
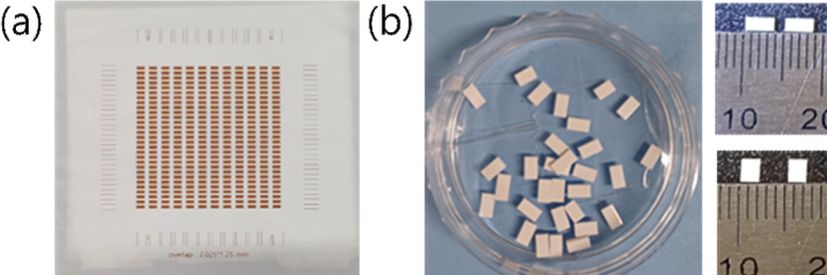
내부 전극이 인쇄된 그린시트는 상·하면 유전층 두께를 조절하여 열간 압착(hot pressing)을 진행한 후, 60oC에서 20분 동안 Worm Isolation Press (WIP) 공정을 통해 추가 압착을 수행하여 압착 시트를 제조하였다. 이후 압착 시트는 내부 전극 크기를 고려하여 절단 공정을 거쳐 0603 mm 규격의 BaMoO4 절단칩으로 가공하였다(Fig. 6).
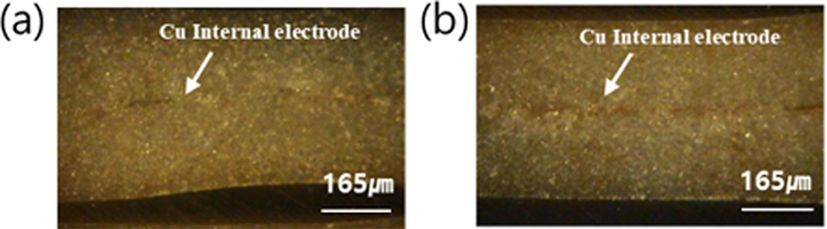
가공된 칩은 선행 평가를 통해 최적화된 가소 및 소결 조건에서 소결 치밀화를 거쳐 최종 소결칩을 제작하였다. 최종 소결된 칩의 단면 구조를 확인하기 위해 광학 현미경 관찰을 수행하였으며, 그 결과를 Fig. 6에 나타내었다. Fig. 7에서 보듯이, LW 및 LT 면 모두에서 Cu 내부전극의 위치를 확인할 수 있으며, 소결 공정 이후에도 전극층이 유지됨을 확인하였다.
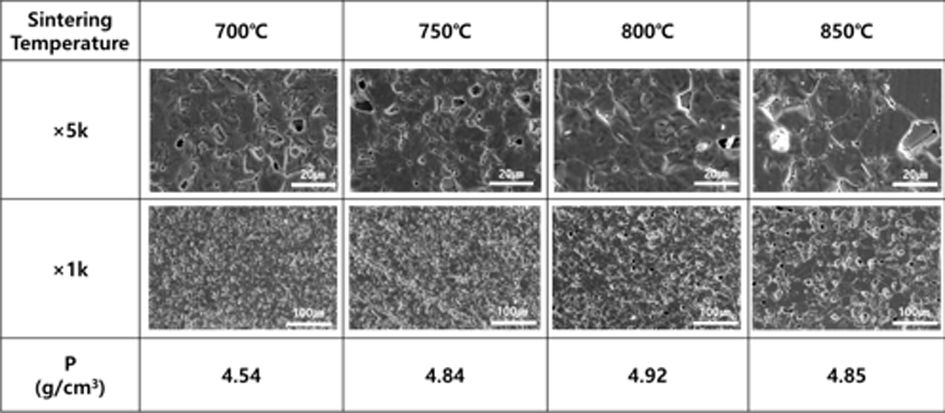
이후, 서로 다른 소결 온도에서 제조된 BaMoO4 칩의 물성 평가를 진행하였으며, 이에 따른 미세구조 변화와 소결 밀도 결과를 Fig. 8에 정리하였다. 700oC에서는 소결이 초기 단계에 머물러 소결 밀도가 4.54 g/cm³로 가장 낮게 나타났다. 이 온도에서는 입자간 응집이 관찰되었으나, 여전히 다수의 기공이 잔존하고 입자 간 목(neck) 형성이 초기 단계에 머물러 아직 충분한 확산이 진행되지 않은 상태로 치밀화(densification)가 제한된 것으로 판단된다[7]. 이러한 미세구조로 인해 부피 대비 질량이 작아 소결 밀도가 가장 낮게 측정된 것으로 분석된다[8].
소결 온도가 750oC로 증가함에 따라 치밀화가 본격적으로 진행되면서 소결 밀도는 4.84 g/cm³로 급격히 증가하였다. 이 구간에서는 입자간 확산이 촉진되어 기공의 크기와 개수가 현저히 감소하였으며, 입자 성장과 함께 입자들 사이의 빈 공간이 효과적으로 제거되는 치밀화 거동이 관찰되었다. 이러한 밀도 증가는 해당 온도 구간에서 소결 구동력이 효과적으로 작용하였음을 보여준다.
800oC에서는 소결 밀도가 4.92 g/cm³로 최대값을 나타내며 최적 소결 조건에 도달하였다. 이 온도에서는 기공이 거의 관찰되지 않는 치밀한 미세구조가 형성되었고, 입자 크기는 비교적 균일하며 입계가 서로 빈틈없이 맞물린 접합된 구조를 보였다[9]. 이는 소결 치밀화가 최적으로 달성된 상태를 의미하며, 이에 따라 유전율 및 Q 값과 같은 전기적 특성이 가장 우수할 것으로 예상된다.
반면, 850oC에서는 소결 밀도는 4.85 g/cm³로 소폭 감소하며 과소결 단계로 전이되는 경향을 보였다. 이 온도에서는 800oC 시편에 비해 입자 크기 증가한 미세구조가 관찰되었으며, 이러한 변화는 결정립의 비정상 입성장(abnormal grain growth)이 개시된 결과로 해석된다. 일반적으로 소결 온도가 적정 수준을 초과할 경우 비정상적인 입자 성장이 발생하며, 입자가 너무 빠르게 커지면서 미쳐 빠져나가지 못한 기공이 입자 내부에 갇히는 기공 포획(intragranular porosity) 또는 입자 패킹 효율 저하가 유발되어 오히려 소결 밀도가 감소하는 경향을 보인다[10].
이러한 결과를 종합하면, 800oC가 BaMoO4 테이프 캐스팅 시편에서 치밀화와 미세구조 안정성이 동시에 확보되는 최적 소결 온도임을 확인할 수 있다.
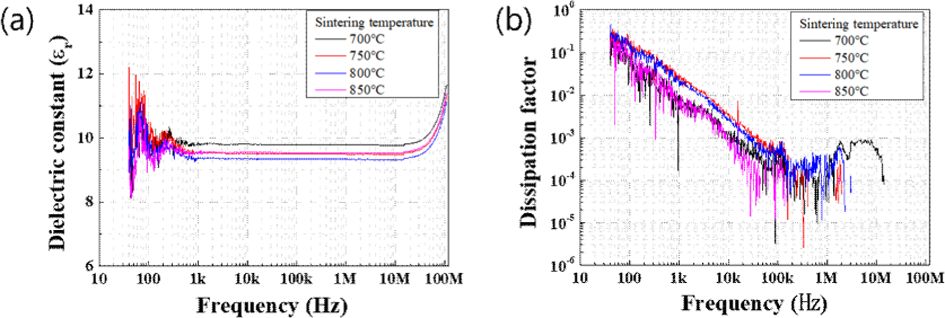
다음은 600oC에서 고상합성된 BaMoO4 분말과 700-850oC에서 각각 소결된 시편의 유전특성을 분석한 결과이다(Fig. 9). 유전율 분석 결과, 전 주파수 대역에서 유전율은 약 9.3-9.8 범위의 값을 나타냈다. 소결 밀도가 가장 낮았던 700oC 시편이 오히려 가장 높은 유전율(약 9.8)을 보인 반면, 소결 밀도가 가장 높았던 800oC 시편은 다소 낮은 유전율(약 9.4)이 측정되었다.
일반적으로 유전체는 밀도가 증가함에 따라(기공이 감소할수록) 유전율이 증가하는 경향을 보인다[8,10]. 그러나 본 연구에서는 이와 반대되는 경향이 관찰되었다. 이는 700oC 시편의 경우 기공 및 불완전한 입계가 다수 존재하여, 저주파 영역에서 이러한 결함 및 기공 계면에 전하가 축적되는 공간 전하 분극(space charge polarization)이 쉽게 유도되었기 때문으로 해석된다. 이로 인해 겉보기 커패시턴스가 증가하면서, 유전율이 실제 물성보다 높게 측정되었을 가능성이 있다.
반면, 800oC 시편은 주파수 변화에 대해 매우 평탄하고 안정적인 유전 거동을 보였으며, 이는 기공 및 결함에 의한 외적 요인이 배제된 상태에서 치밀한 BaMoO4의 고유 유전 특성이 반영된 결과로 해석된다. 따라서 유전율의 절대값은 700oC 시편보다 다소 낮지만, 재료의 신뢰성 측면에서는 800oC 시편이 더욱 우수한 특성을 가질 것으로 판단된다.
유전 손실 분석 결과, 주파수 증가에 따라 손실이 감소되는 전형적인 유전체의 주파수 응답 특성이 관찰되었다. 100 kHz-1 MHz 구간에서 800oC 및 850oC 조건이 가장 낮은 유전 손실 값을 나타냈으며, 800oC 시편의 경우 유전 손실은 8.226 × 10-5 수준으로 매우 낮은 값을 보였다. 이는 이에 대응하는 품질계수(Q)가 약 12,100의에 해당함을 의미하며, 최적화된 소결 조건에 의해 기공 및 내부 결함이 효과적으로 억제되었기 때문으로 해석된다. 반면, 700oC 시편은 고주파 대역(> 1MHz)에서 상대적으로 불안정한 유전 거동과 함께 노이즈(noise)가 증가하는 경향을 보였다. 일반적으로 기공은 전기장 에너지를 산란시키거나 불순물 이동의 통로로 작용하여 유전 손실을 증가시키는 것으로 알려져 있다. 따라서 800oC에서 구현된 높은 소결 밀도(4.92 g/cm³)는 유전 손실 감소에 기여한 주요한 요인으로 해석된다. 더 나아가, 600oC에서 하소된 BaMoO4 분말을 사용하여 800oC에서 소결함으로써 결정립이 충분히 성장하고 입계가 안정화되면서, 전반적인 유전 손실 특성이 개선된 것으로 판단된다.
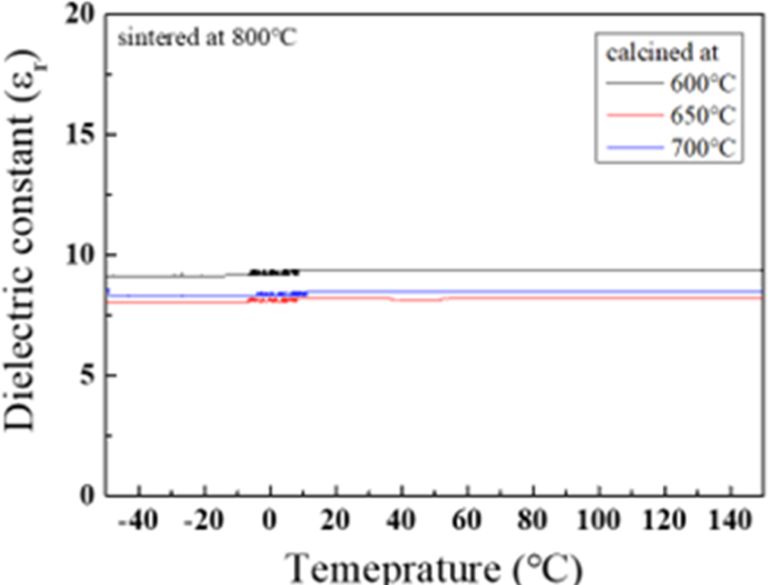
Fig. 10는 –50-150oC의 온도 구간에서 BaMoO4 시편의 유전율 변화를 나타낸 것으로, 이를 기반으로 TCC를 평가하였다. -50oC 저온에서부터 150oC 고온에 이르는 넓은 온도 범위에서, 600, 650, 700oC 하소 조건의 모두 시편은 유전율 변화가 거의 없는 매우 평탄한 거동을 나타냈다. 이러한 결과는 모든 조건에서 온도 계수(τ)가 0에 가까운 값을 갖는다는 것을 의미하며, 외부 온도가 급격히 변화하더라도 유전율이 거의 변하지 않는 우수한 온도 안정성을 나타낸다. 이는 통신 필터 및 공진기(resonator)와 같이 주파수 안정성이 핵심인 고주파 부품에 적용하기에 아주 이상적인 온도 안정형 유전체임을 시사한다.
한편, 600oC에서 하소된 BaMoO4 분말을 적용한 시편은 유전율이 약 9.1-9.4 수준으로 가장 높은 값을 나타냈으며, 650 및 700oC 하소 분말에서는 유전율이 약 8.0-8.6 수준으로 상대적으로 낮게 측정되었다. 이러한 결과는 하소 온도에 따른 분말 미세구조 차이에 기인한 것으로 판단된다. 600oC 하소 분말은 650oC 및 700oC 하소 분말에 비해 더 미세한 입자 크기와 적절한 표면 에너지를 가져, 800oC 소결 공정에서 가장 효과적인 치밀화를 유도한 것으로 해석된다. 반면, 650oC 및 700oC 하소 분말은 입자 조대화로 인해 소결 구동력이 감소되었으며, 이로 인해 소결체 내부에 잔류 기공이 형성되어 유전율의 감소를 초래한 것으로 판단된다. 특히, 본 조성에서 나타나는 우수한 품질계수 및 TCC 안정성은 단순한 소결 치밀화에 따른 기공 산란 억제뿐만 아니라, BaMoO4 고유의 결정학적 특성과 밀접하게 연관되어 있다. Scheelite형 정방정계 구조를 갖는 BaMoO4는 8개의 산소와 이온결합을 하는 BaO8 deltahedral 클러스터와 4개의 산소와 강하게 공유결합을 하는 MoO4 tetrahedral 클러스터로 구성된다. 여기서 구조적으로 고립된 형태를 띠는 MoO4 사면체의 강건한 대칭성은 격자 진동을 효과적으로 제한하며, 이는 마이크로파 대역에서 외부 전기장에 의한 비탄성 에너지 손실을 최소화하는 핵심 요인으로 작용한다. 나아가 -50oC에서 150oC 사이의 광범위한 온도 범위에서 나타나는 극도로 평탄한 TCC 거동은 온도 변화에 따른 BaO8와 MoO4 클러스터 간의 구조적 상호 보완성에 기인한다. 즉, 온도 변화 시 발생하는 격자 팽창이나 수축 과정에서 두 클러스터 간의 상호작용이 격자 전체의 극성 변화를 효과적으로 억제함으로써 뛰어난 열적 안정성을 구현하는 것으로 해석된다[11].
Table 1
|
Fig. 3 Weight loss of Ba–Mo precursor powders as a function of calcination temperature |
|
Fig. 4 XRD patterns of powders synthesized at different calcination temperatures (500–700°C) |
|
Fig. 5 SEM images of powders synthesized at different calcination temperatures (500–700°C) |
|
Fig. 6 (a) Screen-printed internal electrode pattern on a green sheet. (b) Unit cells obtained after cutting, with a ruler indicating the lateral dimensions |
|
Fig. 7 Optical microscopy images of cross-sections of the sintered chip taken at ×300 magnification. (a) Cu internal electrode distribution on the LW (longitudinal width) surface. (b) Cu internal electrode distribution on the LT (longitudinal thickness) surface |
|
Fig. 8 SEM images and sintering density comparison of BaMoO4 chips before and after sintering |
|
Fig. 9 Frequency dependence of (a) dielectric constant and (b) dissipation factor of BaMoO4 chips as a function of sintering temperature |
|
Fig. 10 Temperature dependence of the dielectric constant of BaMoO4 chips sintered at 800°C with different calcination temperatures |
|
Table 1 Gloss values, surface roughness parameters (Ra and Rz), and thickness of the tape-cast green sheet |

본 연구에서는 고상합성법과 테이프 캐스팅 공정을 이용하여 BaMoO4 세라믹 유전체를 제조하고, 하소 및 소결 온도가 미세구조와 유전 특성에 미치는 영향을 체계적으로 고찰하여 다음과 같은 결론을 도출하였다.
첫째, BaMoO4 분말 합성을 위한 최적의 하소 온도는 600oC로 확인되었다. XRD 분석 결과, 2차상이 없는 단일상의 BaMoO4가 형성되었으며, SEM 관찰을 통해 급격한 입자 성장이 억제된 균일한 미세구조를 확인하였다. 이를 통해 600oC 하소 분말이 고밀도 소결을 위한 전구체 분말로서 적합함을 입증하였다.
둘째, 소결 온도에 따른 미세구조 및 밀도 특성 분석 결과, 800oC 소결 조건에서 가장 치밀한 미세구조와 4.92 g/cm3의 최대 소결 밀도를 나타내었다. 반면, 700oC에서는 불충분한 치밀화로 인한 다수의 기공이 관찰되었고, 850oC에서는 비정상적인 결정립 성장과 기공 재형성으로 인해 밀도가 다소 감소하였다.
셋째, 700oC 시편에서 관찰된 상대적으로 높은 유전율은 기공 및 입계 결함에 의한 공간 전하 분극 효과에 기인한 것으로 판단된다. 반면, 800oC 시편은 –50-150oC의 넓은 온도 범위에서 매우 안정적인 정전용량 변화율을 나타냈으며, 재료 고유의 안정적인 유전 특성을 보였다.
넷째, 주파수 변화에 따른 유전특성 평가 결과, 800oC 소결 시편은 유전율(er) 약 9, 유전 손실(tand) 8.226 × 10-5로 품질계수(Q) 12,100의 우수한 특성을 나타냈다. 이러한 결과는 최적화된 공정을 통해 기공 및 내부 결함이 효과적으로 억제되고, 균일한 미세구조가 형성됨으로써 유전 손실이 감소한 데 기인한 것으로 해석된다.
종합적으로, 본 연구를 통해 제조된 BaMoO4 세라믹은 800oC의 저온 소결이 가능하면서도 안정적인 유전율, 낮은 유전 손실 및 우수한 온도 안정성을 동시에 구현할 수 있음을 확인하였다. 따라서 본 소재는 안정적인 주파수 의존 유전특성이 요구되는 다양한 유전체 소자 및 저온 소결 기반 세라믹 부품 응용에 활용될 수 있을 것으로 기대된다.
본 연구는 산업통상자원부(MOTIE)가 지원하는 Technology Innovation Program (RS-2024-00425401)과 국가연구개발사업 (과제번호: KPP24003, 과제고유번호: 2410002182)의 지원을 받아 수행되었으며, 이에 감사드립니다.
- 1. McGarry, M.P., and Lee, M., “Broadband dielectric properties of integrated circuit packaging materials across the 6G spectrum,” IEEE Transactions on Components, Packaging and Manufacturing Technology, Vol. 12, No. 9, 2022, pp. 1575-1582.
-

- 2. Narang, S.B., and Bahel, S., “Low loss dielectric ceramics for microwave applications: a review,” J. Ceram. Process. Res, Vol. 11, No. 3, 2010, pp. 316-321.
-
- 3. Hung, C.-M., Ho, Y.-C., and Wu, I.-C., “High-Q capacitors implemented in a CMOS process for low-power wireless applications,” IEEE Transactions on Microwave Theory and Techniques, Vol. 46, No. 5, 1998, pp. 505-511.
-
- 4. Al-Keisy, A.H.J., P-block-based Ferroelectric-photocatalyst Compounds: Structure, Ferroelectric Properties and Photocatalytic Performance, Ph.D. Thesis, University of Wollongong, Wollongong, Australia, 2018.
-
- 5. Ren, P., Zhao, H., Wang, X., Wan, Y., Liu, Z., Long, C., Yan, F., Frömling, T., and Zhao, G., “Super-stable permittivity and low dielectric loss of (1-x) Na0.5Bi0.5+yTiO3-xNaTaO3 ceramics within an ultra-wide temperature range,” Journal of Materiomics, Vol. 9, No. 3, 2023, pp. 482-491.
-
- 6. Zhou, J., “Towards rational design of low-temperature co-fired ceramic (LTCC) materials,” Journal of Advanced Ceramics, Vol. 1, No. 2, 2012, pp. 89-99.
-
- 7. Mazlan, M.R., Jamadon, N.H., Rajabi, A., Sulong, A.B., Mohamed, I.F., Yusof, F., and Jamal, N.A., “Necking mechanism under various sintering process parameters–A review,” Journal of Materials Research and Technology, Vol. 23, 2023, pp. 2189-2201.
-
- 8. e Silva, R.L.S., and Franco, A., “Effect of porosity on dielectric properties of ZnO ceramics,” Journal of the European Ceramic Society, Vol. 40, No. 4, 2020, pp. 1307-1311.
-
- 9. Kingery, W.D., Bowen, H.K., and Uhlmann, DR., Introduction to Ceramics. John Wiley & Sons, 1976.
-
- 10. Nelson, S.O., “Density-permittivity relationships for powdered and granular materials,” IEEE Transactions on Instrumentation and Measurement, Vol. 54, No. 5, 2005, pp. 2033-2040.
-
- 11. Ghosh, S.K., Rout, S.K., Tiwari, A., Yadav, P., Sczancoski, J.C., Filho, M.G.R., and Cavalcante, L.S., “Structural refinement, Raman spectroscopy, optical and electrical properties of (Ba1−xSrx) MoO4 ceramics,” Journal of Materials Science: Materials in Electronics, Vol. 26, No. 11, 2015, pp. 8319-8335.
-
 This Article
This Article
-
2026; 39(2): 145-151
Published on Apr 30, 2026
- 10.7234/composres.2026.39.2.145
- Received on Jan 9, 2026
- Revised on Apr 8, 2026
- Accepted on Apr 21, 2026
Services
Shared
Correspondence to
- Moonhee Choi ** , Yoonmook Kang *
-
* Graduate School of Energy and Environment, Korea University, Seoul 02841, Korea
** Research & Innovation Division, Korea Institute of Ceramic Engineering & Technology, Jinju 52851, Korea - E-mail: moonhee77.choi@kicet.re.kr (Moonhee Choi); ddang@k
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr