





- Screen-Printing Process Optimization for Electromagnetic Wave-Absorbing Frequency Selective Surface (FSS) Films
Sung-Hun Ha*, Jinbong Kim*, Hyeon-Seok Choe*, Jaecheol Oh*, Seokyoung Park*, Sangkeun Kim**, Hong-Kyu Jang*†
* Composites & Convergence Materials Research Division, Korea Institute of Materials Science, Changwon 51508, Republic of Korea
** Radar R&D, LIG Nex1 Co., Ltd., Yongin 16911, Republic of Korea- 전파흡수용 FSS 필름 제작을 위한 스크린 프린팅 공정 최적화 연구
하성훈* · 김진봉* · 최현석* · 오재철* · 박석영* · 김상근** · 장홍규*†
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
This study proposes an optimization of the screen-printing process to achieve high reproducibility and precise sheet resistance control in the fabrication of frequency selective surface (FSS) structures. The key process parameters, including the mesh count and emulsion thickness of the screen mask, squeegee speed, and annealing temperature, were systematically investigated to analyze their effects on ink transfer behavior and the morphological and electrical properties of printed electrodes. Pattern stability and reproducibility were achieved down to a minimum line width of 500 μm depending on the screen mask parameters. The electrode thickness for a line width of 500 μm ranged from 8.85 to 22.81 μm, resulting in a controllable sheet resistance range of 17.09–37.44 Ω/sq. In addition, as the squeegee speed increased, the electrode thickness increased while the sheet resistance decreased. As the annealing temperature increased, the sheet resistance further decreased due to the enhanced percolation network between conductive particles. The cross-dipole FSS film fabricated under the optimized process conditions exhibited an average sheet resistance of 25.04 ± 1.27 Ω/sq (target: 25 Ω/sq). The measured electromagnetic response closely matched the simulated results, confirming the validity of the optimized process conditions.
본 연구에서는 주파수 선택 표면(Frequency Selective Surface, FSS) 제작을 위한 스크린 프린팅 공정에서 우수한 재현성과 정밀한 면저항 제어를 달성하기 위한 공정 최적화 전략을 제안하였다. 이를 위해, 주요 공정 변수를 스크린 마스크의 메시 수(mesh count)와 에멀전 두께, 스퀴지 속도, 열처리 온도로 설정하고, 각 변수 변화가 잉크 전사 거동과 전극의 형상 및 전기적 특성에 미치는 영향을 분석하였다. 스크린 마스크 조건에 따라 최소 선폭 500 μm까지 안정적인 형상 재현성이 확보되었으며, 전극 두께는 선폭 500 μm에서 8.85–22.81 μm 범위로 형성되었다. 이에 따라 면저항은 17.09–37.44 Ω/□ 범위에서 제어가 가능하였다. 또한 스퀴지 속도가 증가할수록 전극 두께가 증가하고 면저항이 감소하는 경향을 보였으며, 열처리 온도가 상승할수록 전도성 입자 간 퍼콜레이션 네트워크가 강화되어 면저항이 추가적으로 감소하였다. 최적 공정 조건을 적용하여 제작한 크로스 다이폴 FSS 필름은 평균 25.04 ± 1.27 Ω/□(목표 25 Ω/□)의 면저항을 나타냈으며, 전자기 시뮬레이션 결과와 free-space measurement system FSM) 측정 결과가 잘 일치함을 확인하여 최적화된 공정 조건의 유효성을 검증하였다.
Keywords: 스크린 프린팅(Screen-printing), 공정 최적화(Process optimization), 주파수 선택 표면(Frequency selective surface), 전자기 흡수체(Electromagnetic wave absorber), 면저항(Sheet resistance)
최근 레이다 기반 정밀 탐지 기술의 발전과 함께 항공기, 무인기 및 다양한 방산 시스템에서 전자파 흡수 기술에 대한 수요가 지속적으로 증가하고 있다. 특히 전자파 반사 신호를 최소화하여 탐지를 회피할 수 있는 저피탐(Stealth) 기술은 군사적 활용뿐만 아니라 전자기 간섭 억제 및 에너지 손실 저감 측면에서도 중요한 기술로 주목받고 있다[1,2]. 이러한 요구를 만족하기 위해서는 목표 주파수 대역에서 높은 흡수율을 확보함과 동시에 설계 자유도와 제작 용이성을 고려한 전파흡수체(Electromagnetic wave absorber)의 구현이 필요하다.
전파흡수체는 일반적으로 재료 기반 전파흡수체(Material-based absorber)[3-8]와 메타구조 기반 전파흡수체(Metastructure-based absorber)[9-20]로 구분될 수 있다. 재료 기반 전파흡수체는 재료 내부의 유전손실(Dielectric loss), 자기손실(Magnetic loss) 및 전도손실(Conduction loss)을 이용하여 입사된 전자기파를 열에너지로 변환하는 방식으로 동작한다. 대표적으로 탄소(Carbon)[3], 페라이트(Ferrite)[4] 및 그래핀(Graphene)[5] 기반 흡수체가 널리 연구되고 있다. 반면 메타구조 기반 전파흡수체는 설계된 주기 구조(Periodic structure)를 이용하여 전자기파의 공진 특성을 제어하는 방식이며, 주파수 선택 표면(Frequency Selective Surface, FSS)이 대표적이다.
FSS는 금속 패턴이 주기적으로 배열된 구조로, 공진(Resonance) 특성을 이용하여 특정 주파수 대역에서 전자기파의 반사(Reflection), 투과(Transmission) 및 흡수(Absorption) 특성을 제어할 수 있다. 특히 저항성 재료(Resistive material)를 이용한 저항성 FSS는 공진 구조와 재료의 손실 특성을 동시에 활용하여 다중 주파수 또는 광대역 흡수 특성을 구현할 수 있어 최근 활발히 연구되고 있다[12-19]. 이러한 메타구조 기반 전파흡수체의 성능을 확보하기 위해서는 설계된 공진 구조를 정밀하게 구현하는 공정 기술이 중요하다.
FSS는 포토리소그래피(Photolithography)[12-14], 전도성 잉크(Conductive ink) 기반 인쇄 공정[15-19], 레이저(Laser) 가공[20] 등 다양한 공정을 통해 제작될 수 있으나, 장비 비용 및 대면적 제작 측면에서 한계가 존재한다. 이에 비해 스크린 프린팅 공정(Screen-printing process)은 장비 구조가 단순하고 공정 비용이 낮으며 대면적 인쇄 및 대량 생산이 가능하다는 장점을 가진다. 그러나 스크린 프린팅 공정에서 인쇄된 전극의 형상 정밀도와 전기적 특성은 전도성 잉크의 유변학적(Rheological) 특성[21-24], 스크린 마스크의 구조[26], 스퀴지 속도(Squeegee speed)[25,26] 및 열처리(Post-annealing) 조건과 같은 다양한 공정 변수에 의해 크게 영향을 받는다. 특히 전도성 잉크의 유변학적 특성은 소재의 배합 비율, 분산 상태, 보관 조건 및 인쇄 환경(온도, 습도) 등에 따라 민감하게 변화할 수 있으며, 동일한 조성의 잉크라도 공정 조건에 따라 서로 다른 전사 거동을 나타낼 수 있다. 이러한 특성으로 인해 특정 잉크에 최적화된 공정 조건을 다른 전도성 잉크에 그대로 적용하기에는 한계가 있다. 따라서 다양한 잉크 시스템에서도 일관된 형상 재현성과 면저항 특성을 확보하기 위해서는, 잉크 물성에 의존하기보다는 주요 공정 변수 기반의 체계적인 최적화 접근이 필요하다.
이에 따라 본 연구에서는 상용 고점도 카본 페이스트를 대상으로 스크린 프린팅 공정을 이용한 저항성 FSS 전파흡수 필름 제작에서 공정 변수 최적화를 통해 안정적인 전극 형상과 면저항 특성을 구현하고자 하였다. 이를 위해 주요 공정 변수를 선정하고, 각 변수의 변화가 전극의 형상 및 전기적 특성에 미치는 영향을 체계적으로 분석하였다.
2.1 스크린 프린팅 공정
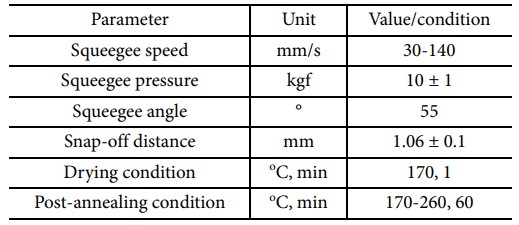
본 연구에서는 고품질의 저항성 FSS 필름을 제작하기 위해 반자동 스크린 프린터(AMX-1360T, AUTOMAX)를 이용한 스크린 프린팅 공정을 적용하였다. 스크린 프린팅 공정에 사용하는 기판은 PI 필름(SKC KOLON, PI GF200 grade, Thickness 50 μm, EasyLab)으로 양면 코로나 방전 코팅을 통해 표면 에너지를 높여 전도성 잉크가 잘 전사될 수 있도록 하였다. 전도성 잉크는 고점도 카본 페이스트(Carbon paste A, 창성나노텍, viscosity 200,000 cps(Brookfield LVDV II))를 사용하였으며 인쇄 전 카본 페이스트 100 g을 플래너터리 믹서(ARM-310, Thinky)를 이용하여 2000 rpm에서 3분간 혼합하여 사용하였다. Table 1과 같이 스크린 프린터의 초기 조건을 설정하였으며, 스퀴지 및 스크래퍼 속도를 30, 40, 60, 100, 140 mm/s 총 5단계로 구성하였다. 공정 변수간 영향을 최소화하기 위해 스퀴지와 스크래퍼의 이동 속도를 동일하게 설정하여 운용하였으며, 각 속도에 따라 인쇄된 전극의 형상과 면저항 특성을 비교 분석하였다.
2.2 스크린 마스크
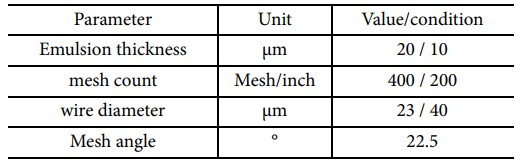
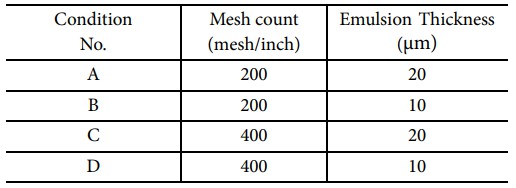
스크린 마스크(Stainless steel mask, 삼본스크린)는 Table 2와 같은 사양으로 제작하였으며, Table 3과 같이 200/400 메시 수와 10/20 μm 에멀전 두께를 조합하여 총 네 가지 조건의 스크린 마스크를 사용하였다. 스크린 마스크의 패턴은 Fig. 1과 같으며, 인쇄 검증 패턴은 라인 & 스페이스(Line & Space)와 도그본(Dog-bone) 전극 패턴으로 구성되어 있다. 라인 & 스페이스 패턴은 6가지의 선폭(100, 200, 300, 400, 500, 1000 μm)으로 구성되어 있으며 5가지의 라인 간 간격(100, 200, 300, 400, 500 μm)으로 디자인하였으며, 조합하여 30가지의 인쇄 환경을 재현하여 구현 가능한 최소 선폭을 확인하였다. 그리고 도그본 패턴은 총 12가지 선폭(100 μm부터 1000 μm까지 100 μm 간격으로 10개 그리고 1500 μm와 2000 μm)으로 디자인하였으며, 양 끝단에 넓은 패드를 위치하여 선저항 측정을 통해 면저항 특성을 확인할 수 있도록 하였다. 네 가지 조건의 스크린 마스크를 이용하여 설계 패턴을 인쇄하고, 이를 통해 제작 가능한 최소 선폭을 확인하였으며 선폭별 전기적 특성을 분석하였다.
2.3 인쇄 후 추가 열처리 공정
스크린 프린팅 공정 후 전도성 잉크를 경화하기 위해 열처리 공정을 컨벡션 오븐(Convection oven, JSOF-100P, JS research)을 통해 수행하였다. 열처리 조건은 승온속도 5oC/min로 목표 온도에 도달 후 60분간 유지하였다. 열처리 온도는 상온(23oC), 170, 200, 230, 260oC 총 5개 조건으로 설정하였으며 열처리 후 면저항 변화를 비교하여 열처리 공정의 온도에 따른 전기적 특성을 분석하였다.
2.4 측정 방법
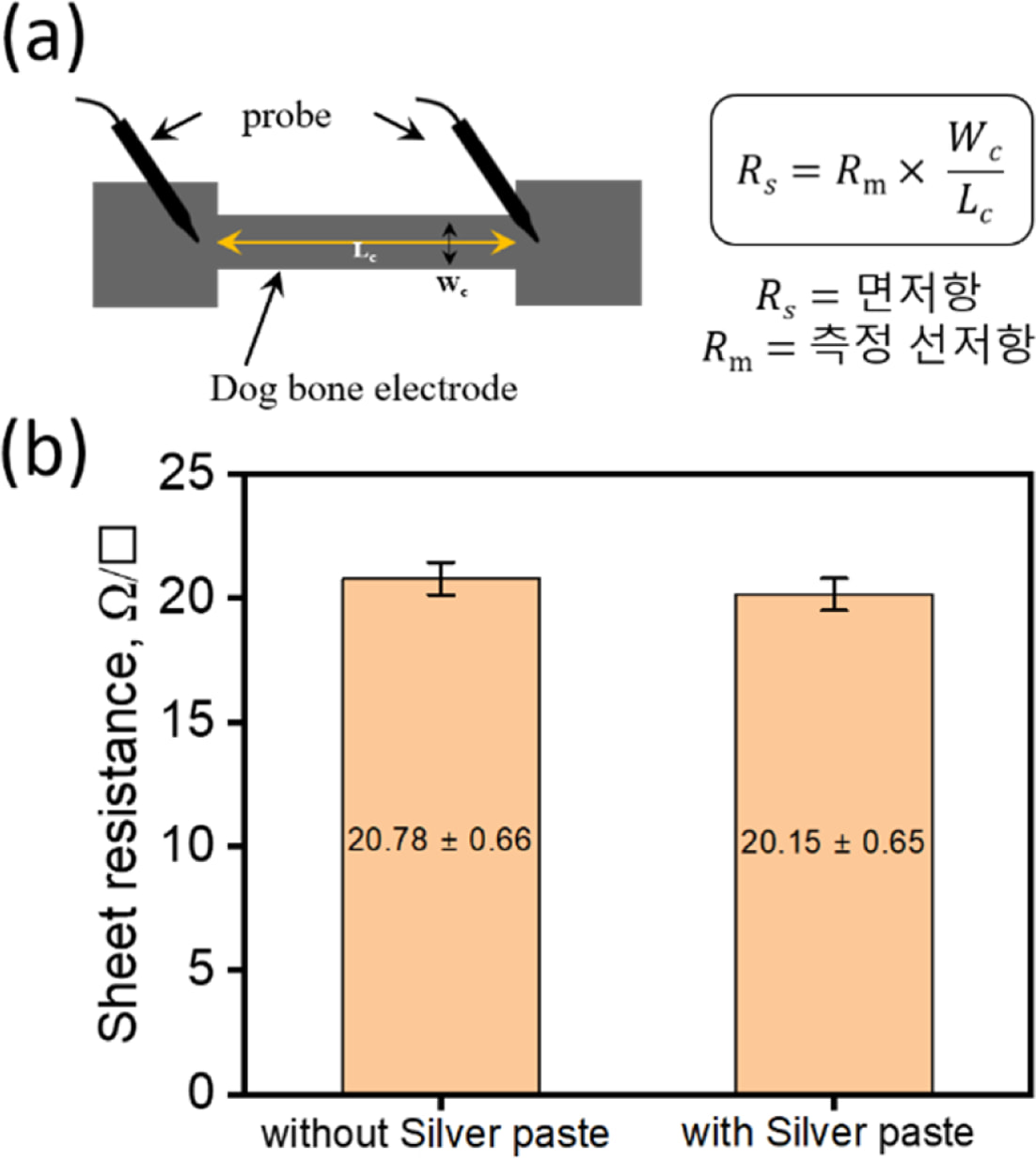
인쇄된 라인 & 스페이스 패턴의 선폭 및 코팅 두께는 광학 현미경(Optical microscope, ECLIPSE LV 150N, Nikon)과 3D 프로파일러(3D profiler, NV-2400, NANO system)을 이용하여 분석하였다. 인쇄된 도그본 전극 패턴의 면저항은 2-포인트 멀티미터(U1242C, Keysight)를 이용하여 선저항을 측정한 후 Fig. 2(a)와 같은 수식을 이용해 면저항으로 환산하여 사용하였다[18]. 해당 변환공식은 기존 문헌에서 제시된 2-포인트 기반 면저항 산출 방법과 동일한 원리를 따른다. 또한, 2-포인트 측정 방식의 특성상 접촉저항이 포함될 수 있으므로, 전극 양 끝단에 고전도성 silver paste를 도포하여 접촉저항을 최소화한 조건에서 추가 측정을 수행하였다. Fig. 2(b)에서 확인할 수 있듯이, silver paste 적용 여부에 따른 측정값 차이는 약 3.14% 이내로 나타났으며, 접촉저항의 영향은 제한적인 수준임을 확인하였다.
전도성 잉크의 유변학적 특성을 확인하기 위해 회전형 점도계(Brookfield LVDV II)를 이용하여 점도를 측정하였다. 점도 측정은 디스크형 spindle(#64)을 사용하여 수행하였으며, spindle 회전 속도(RPM)를 단계적으로 변화시키며 각 조건에서의 점도를 측정하였다.
검증용 저항성 FSS 필름은 free-space measurement system FSM)을 이용하여 전자기적 특성을 측정하였다.

|
Fig. 1 Screen-printing test patterns for process optimization, (a) line & space pattern for evaluating minimum printable line width, (b) dog-bone pattern for sheet resistance measurement (scale bar: 1 mm) |
|
Fig. 2 heet resistance measurement and validation of contact resistance effect, (a) schematic illustration of line resistance measurement and conversion to sheet resistance, (b) effect of contact resistance on measurement (Wc = 1 mm, Lc = 10 mm) |
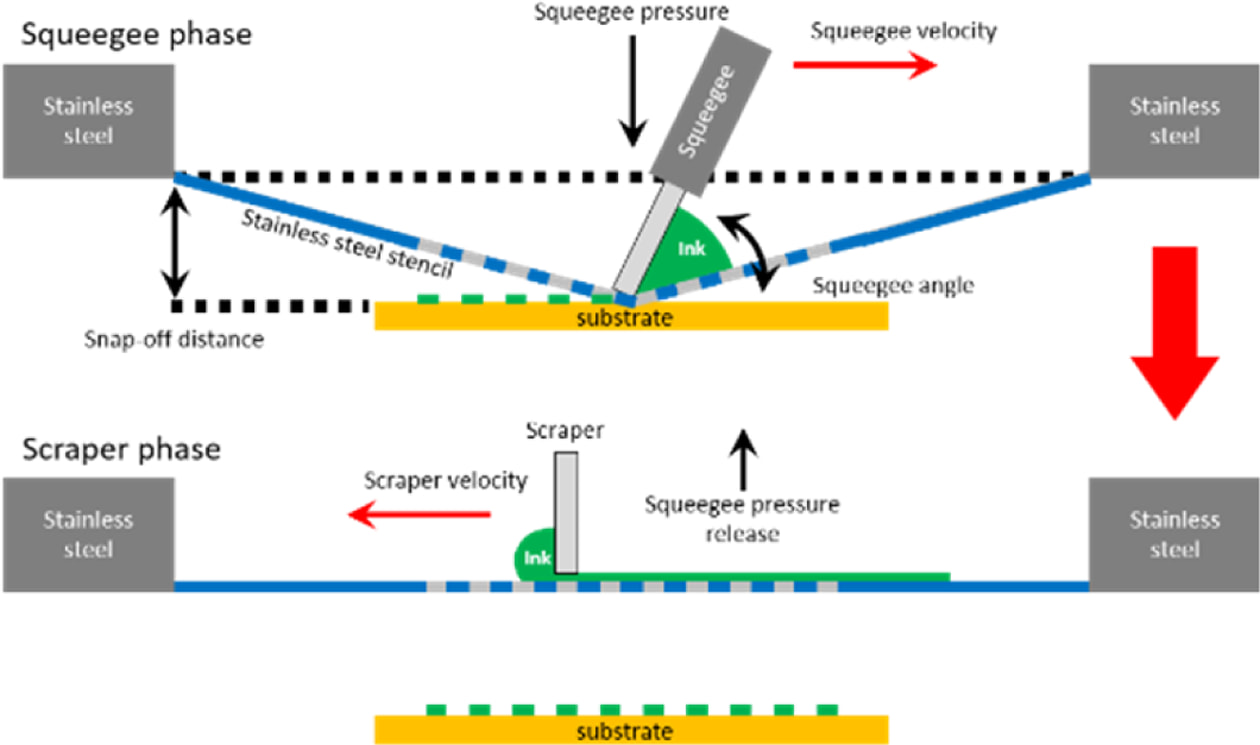
본 연구에서 사용된 스크린 프린팅 공정은 Fig. 3과 같이 스크린 마스크의 개구(Opening area)를 통해 전도성 잉크를 기판 위로 전사하여 설계 패턴을 형성하는 비교적 단순한 공정 메커니즘을 갖는다. 이 과정에서 스퀴지는 잉크를 스크린 마스크를 통해 기판으로 전사시키는 역할을 수행하며, 스크래퍼는 인쇄 후 스크린 상에 잔류한 잉크를 다시 전방으로 이동시켜 일정한 두께로 재도포함으로써 균일한 잉크 공급상태를 유지하는 역할을 한다. 그러나 전도성 잉크의 유변학적 특성에 따라 개구 내 충전 거동과 전사된 패턴의 형상 안정성이 크게 달라질 수 있으므로, 재현성 높은 인쇄 품질 확보를 위해서는 공정 변수의 정밀한 제어와 최적화가 필수적이다. 특히 잉크의 점도는 중요한 인자 중 하나이나, 스크린 메쉬 구조, 기판 특성 및 공정 조건과의 상호작용에 의해 최적의 점도 조건이 달라질 수 있다[25,27]. 따라서 본 연구에서는 변수 간 간섭을 최소화하기 위해 잉크의 점도를 약 200,000 cps 수준으로 고정한 상태에서 공정 변수의 영향을 체계적으로 분석하였다.
고품질의 저항성 FSS 필름 제작을 위해서는 형상 정밀도와 목표 면저항을 동시에 만족하는 공정 조건이 요구된다. 이에 따라 본 연구에서는 스크린 프린팅 공정을 최적화하기 위해 스크린 마스크 조건, 스퀴지 속도, 열처리 온도의 세 가지 핵심 공정 변수를 선정하고, 각 변수의 변화가 전극의 형상 및 전기적 특성에 미치는 영향을 체계적으로 분석하였다.
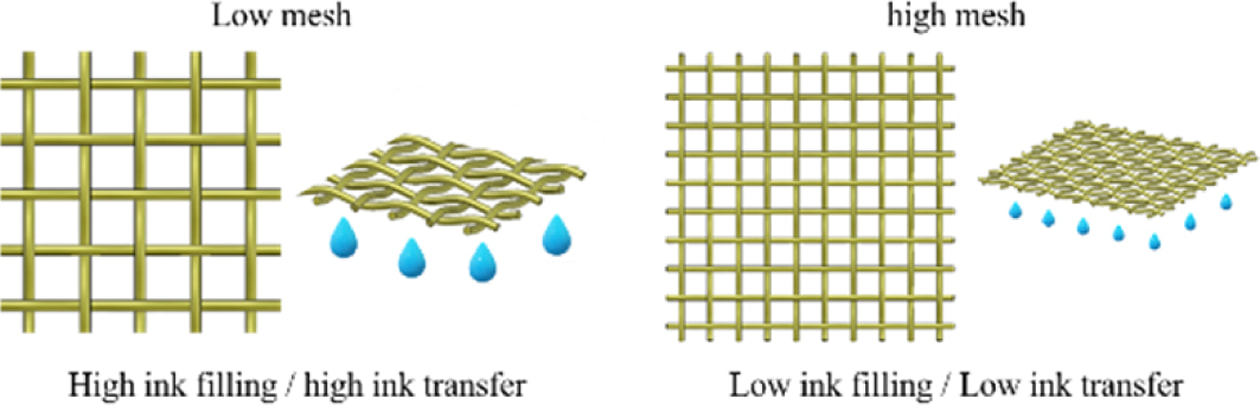
첫 번째, 스크린 마스크 조건에서 메시 수와 에멀전 두께는 개구의 구조를 결정하는 주요 인자이다. Fig. 4와 같이 메시 수는 개구의 크기와 밀도를 결정하며, 에멀전 두께는 개구의 깊이를 형성하여 잉크의 충전 및 전사 거동에 영향을 미친다. 두 번째, 스크린 프린터의 스퀴지 속도는 잉크에 가해지는 전단 응력(shear stress)을 조절하여 잉크의 유변학적 특성에 영향을 미치며, 잉크의 개구 충전 효율과 전사 거동에 영향을 미치는 공정 변수이다. 마지막으로 열처리 온도는 전도성 입자 간 접촉을 강화하여 퍼콜레이션 네트워크(percolation network)를 안정화시키며, 최종 면저항 특성을 결정하는 인자로 작용한다. 본 연구에서는 스크린 마스크의 메시 수와 에멀전 두께, 스퀴지 속도, 열처리 온도를 주요 공정 변수로 선정하였으며, 각 변수와 인쇄물의 물리적 및 전기적 특성 간 상관관계를 정량적으로 분석하여 스크린 프린팅 공정 최적화를 수행하였다.
3.1 스크린 마스크 조건에 따른 전극 형상
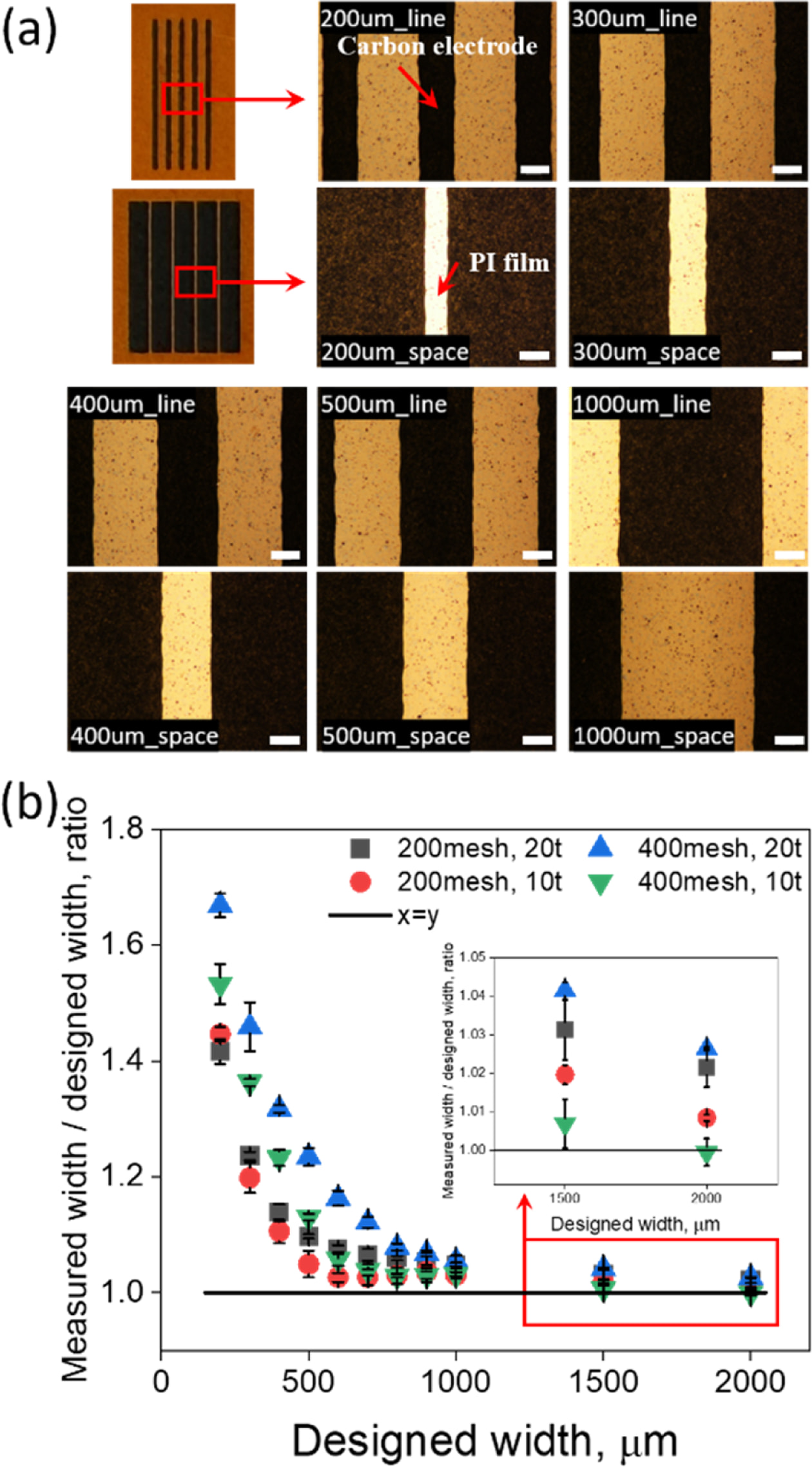
Fig. 5는 Table 3의 스크린 마스크 조건에 따른 라인 & 스페이스 패턴의 형상 재현성과 잉크 퍼짐(spreading) 거동을 나타낸다. Fig. 5(a)의 현미경 이미지에서 인쇄된 라인 폭은 설계값 대비 증가하고 스페이스 폭은 감소하는 경향을 보였다. 이는 전도성 잉크가 기판으로 전사된 직후 측면 방향으로 확산되기 때문이며, 스크린 마스크의 개구 구조와 잉크의 유동 거동이 복합적으로 작용한 결과이다[21-23]. Fig. 5(b)는 네 가지 마스크 조건 에서 설계 선폭 대비 인쇄 선폭의 퍼짐 비율을 비교한 결과이다. 잉크 조성과 프린팅 공정 조건(스퀴지 속도 100 mm/s, 열처리 온도 230oC)을 고정한 상태에서 메시 수 조건과 에멀전 두께 변화에 따른 개구 구조 차이가 잉크 전사량과 퍼짐 특성에 미치는 영향을 평가하였다.
조건 A(200 메시/20 μm)는 개구 폭이 넓고 개구 깊이 가 커 잉크 전사량이 가장 컸으며, 잉크 퍼짐도 크게 나타났다. 잉크 퍼짐은 약 800 μm 이상의 선폭에서 점차 수렴하는 경향을 보였다. 반면 조건 D(400 메시/10 μm)는 개구 폭이 좁고 개구 깊이가 작아 잉크 전사량이 제한되었으며, 상대적으로 퍼짐이 작게 나타났다. 잉크 퍼짐은 약 500 μm 이상의 선폭에서 수렴하였다. 이는 조건 A가 조건 D보다 미세 패턴 구현에는 불리하지만, 낮은 면저항 확보에는 유리함을 의미한다. 조건 B(200 메시/10 μm)와 조건 C(400 메시/20 μm)는 개구 폭 또는 개구 깊이 중 하나만 증가된 조건이다. Fig. 5(b)에서 조건 B와 C의 잉크 퍼짐은 조건 A와 D 사이에 위치하였으며, 잉크 퍼짐이 수렴되는 선폭은 개구 폭이 큰 조건(A, B)에서 약 800 μm 이상, 개구 폭이 작은 조건(C, D)에서 약 500 μm 이상으로 나타났다. 이는 에멀전 두께보다 개구 폭이 잉크 전사 및 퍼짐 거동에 더 지배적인 영향을 미침을 보여준다.
종합하면, 200 메시 조건(A, B)은 충분한 잉크 전사량으로 인해 미세 패턴 구현에는 불리하나 낮은 면저항 확보에 유리하며, 400 메시 조건(C, D)은 잉크 퍼짐이 억제되어 형상 정밀도 확보에 유리하지만 전기적 성능 저하 가능성이 존재한다. 또한 에멀전 두께는 동일 메시 조건에서 전사량을 보조적으로 조절하여 면저항을 정밀하게 제어할 수 있는 변수로 작용한다. 이러한 잉크 전사량 차이는 선폭 오차뿐 아니라 전극 두께에도 직접적인 영향을 미치므로, 3D 프로파일러를 이용한 단면 형상과 전기적 특성을 함께 분석하였다.
3.2 전극 두께와 전기적 특성
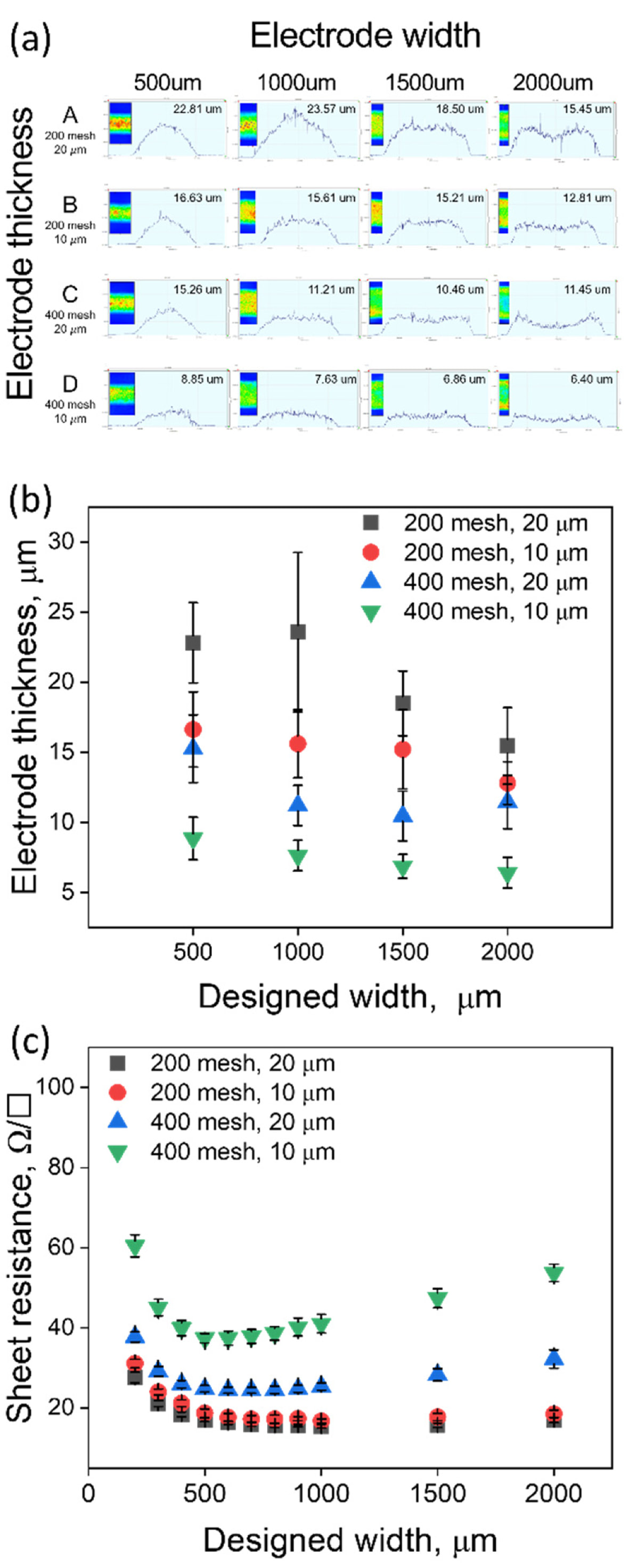
Fig. 6은 네 가지 스크린 마스크 조건에서 인쇄된 전극의 단면 형상과 면저항 특성을 비교한 결과를 나타낸다. Fig. 6(a)는 500, 1000, 1500, 2000 μm 선폭 전극의 단면을 3D 프로파일러로 측정한 이미지이며, Fig. 6(b)는 선폭에 따른 평균 전극 두께를, Fig. 6(c)는 조건별 면저항 값을 제시한다.
Fig. 6(a)에서 전극 두께는 조건 A(200 메시/20 μm)에서 가장 높았고, 조건 D(400 메시/10 μm)에서 가장 낮게 형성되었다. 이는 Fig. 5에서 분석한 바와 같이 개 구 크기와 에멀전 두께 차이에 따른 잉크 전사량 차이에 기인한다. 즉, 개구 폭이 넓고 에멀전 두께가 두꺼울수록 전사되는 잉크의 양이 증가하여 전극 두께가 증가하는 경향을 보였다.
전극 단면 형상은 선폭과 전사량에 따라 세 가지 형태로 구분되었다. 첫 번째, 삼각형 형상은 선폭이 좁거나 전사량이 상대적으로 큰 조건에서 나타났으며, 500 μm 선폭 전극과 조건 A의 1000 μm 선폭에서 관찰되었다. 이는 스크린 마스크가 기판에서 이탈하는 과정에서 선단과 후단이 거의 동시에 분리되면서, 충전된 잉크가 기판과의 연결을 유지한 상태에서 인장 응력을 받아 네킹(necking) 형태로 전사되기 때문으로 해석된다[25]. 특히 조건 A에서는 전사량이 충분히 커 1000 μm 선폭에서도 잉크가 기판과 연결을 유지하여 삼각형 단면이 유지된 것으로 판단된다. 두 번째, 중앙이 낮은 사다리꼴 형상은 2000 μm의 넓은 선폭에서 관찰되었다. 이는 넓은 패턴 영역에서 스퀴지 압력에 의해 스크린 마스크의 개구 방향으로 탄성 변형되면서 중앙부 잉크가 부분적으로 제거되어 두께가 감소했기 때문이다[26]. 세 번째, 상단이 평탄한 사다리꼴 형상은 1000~1500 μm 범위에서 주로 나타났다. 이 경우 적절한 선폭 범위에서는 스크린 마스크의 선단과 후단이 동시에 이탈하지 않으며, 스퀴지가 전극 상부를 통과하는 동안 잉크 표면을 기계적으로 평탄화(leveling)시켜 비교적 안정적인 단면이 형성된 것으로 해석된다.
이러한 단면 특성은 Fig. 6(b)의 평균 두께 그래프에서 정량적으로 확인되었으며, 전극 두께는 잉크 전사량에 비례하여 증가하였다. 또한 Fig. 6(c)에서 전사량이 큰 조건일수록 면저항이 감소하는 경향을 보였다. 따라서 스크린 마스크 조건을 조절하여 최소 15 Ω/□에서 최대 53 Ω/□의 면저항을 재현할 수 있었으며, 잉크의 충전 및 전사 메커니즘을 통해 전극 형상과 전기적 특성을 동시에 제어할 수 있음을 의미한다.
3.3 스퀴지 속도와 전극 형상 및 전기적 특성
스크린 마스크 조건 외에도 스크린 프린팅 공정에서는 공정 조건에 따라 전극의 형상 및 전기적 특성이 크게 영향을 받을 수 있다. 특히 스퀴지 속도는 잉크에 가해지는 전단률(shear rate)을 변화시켜 전단 박화 거동과 전사 효율을 동시에 좌우하는 중요한 공정 변수로 알려져 있다[25]. 본 실험에서는 스크린 마스크 조건 C를 적용하였으며, 인쇄된 전극은 추가적인 열처리를 수행하지 않은 상태에서 특성을 분석하였다.
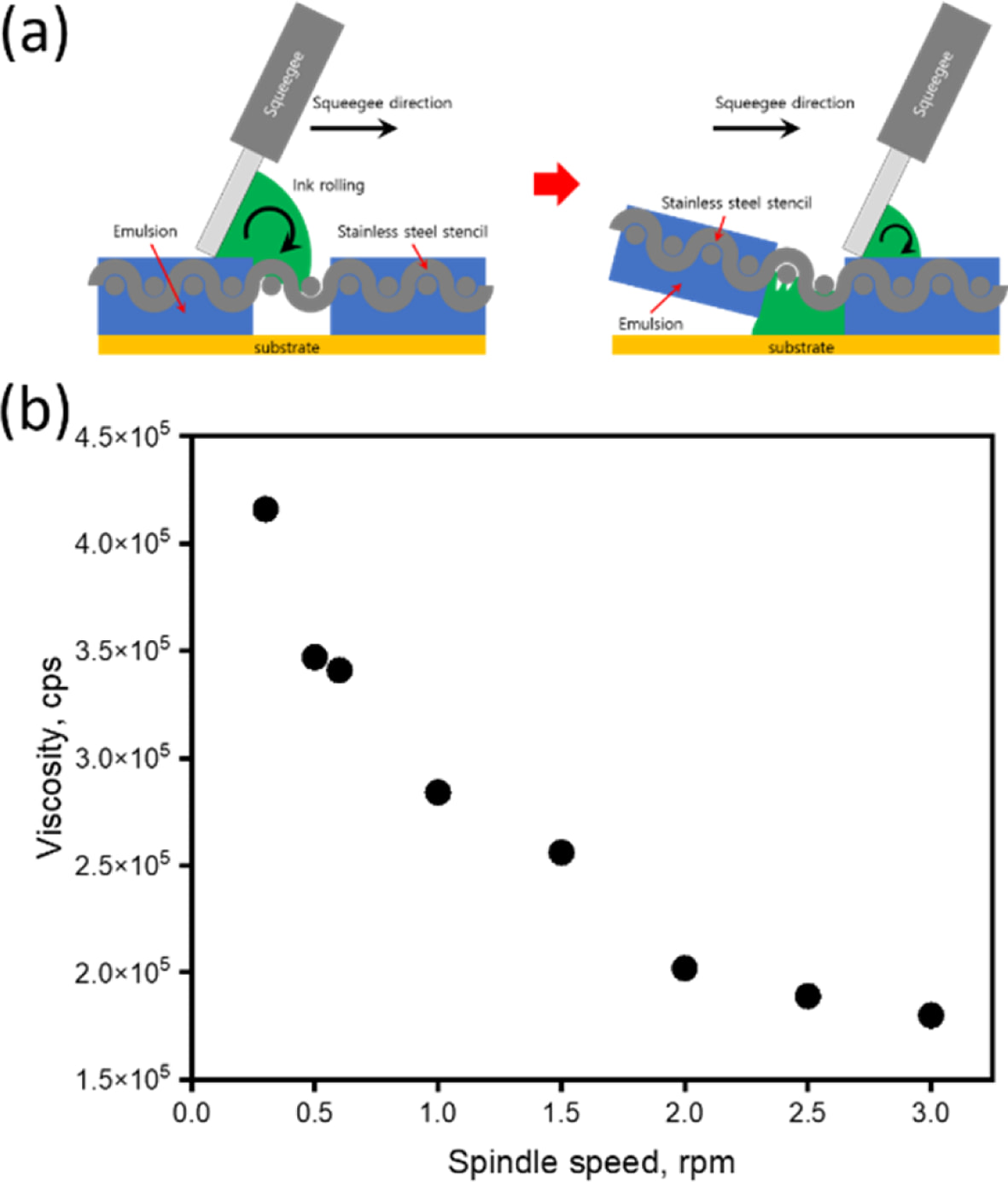
Fig. 7은 스크린 프린팅 공정에서 잉크의 전사 메커니즘과 본 연구에서 사용된 전도성 잉크의 유변학적 특성을 나타낸다. Fig. 7(a)는 인쇄 과정에서 스퀴지에 의해 전도성 잉크가 스크린 마스크 개구 내부로 유입되어 기판 위로 전사되는 과정을 도식화한 것이다. 이 과정에서 잉크는 전단박화(shear thinning) 거동으로 인해 전단률 증가에 따라 점도가 감소하며, 잉크는 충분한 유동 특성을 확보하고 스퀴지 이동 방향을 따라 롤링(rolling)하면서 개구 내부를 충전하게 된다[26]. 이러한 전단박화 거동을 확인하기 위해 사용된 잉크의 점도를 측정한 결과, 스핀들 회전 속도(RPM)가 증가함에 따라 점도가 감소하는 경향을 보였으며(Fig. 7(b)), 이를 통해 본 연구에 사용된 잉크가 전형적인 전단박화 특성을 나타냄을 확인하였다.
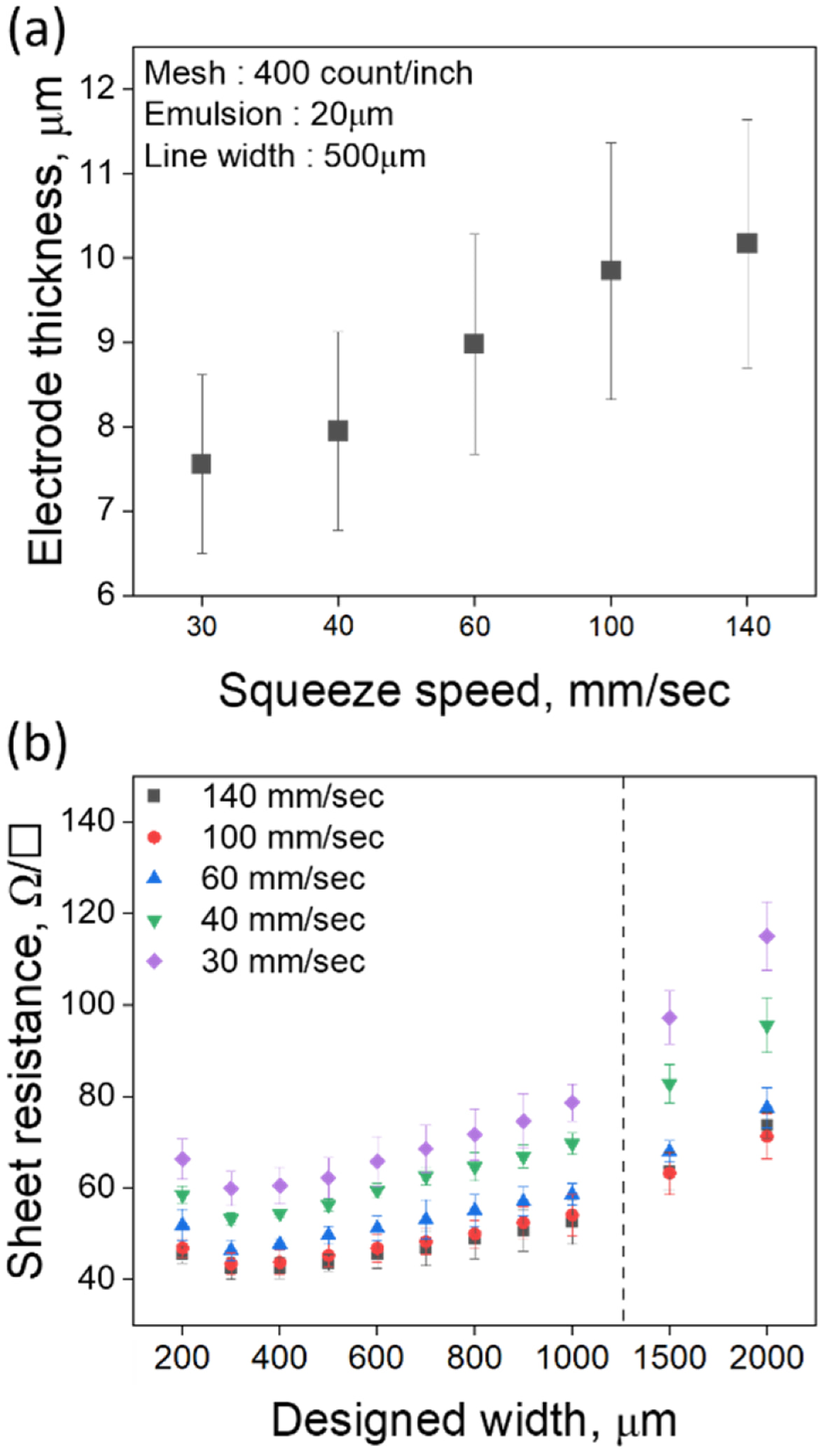
잉크의 전단박화 특성에 의해 스퀴지 속도가 낮은 경우에는 전단률이 충분히 형성되지 않아 개구 충전 효율이 저하될 수 있으며, 과도하게 높은 속도에서는 전사 안정성이 감소할 가능성이 있다. 따라서 스퀴지 속도는 잉크의 유동성과 전사 재현성을 동시에 결정하는 중요한 공정 변수로 작용한다. Fig. 8(a)는 스퀴지 속도에 따른 전극 두께 변화를 나타낸 결과이다. 선폭 500 μm 전극의 평균 두께를 3D 프로파일러를 이용하여 측정하였으며, 스퀴지 속도가 증가함에 따라 전극 두께가 점진적으로 증가하는 경향이 관찰되었다.
이러한 결과는 스퀴지 속도 변화에 따른 잉크 전사 거동이 단일 인자에 의해 결정되기보다는, 잉크의 유변학적 특성과 공정 조건이 복합적으로 작용한 결과로 해석될 수 있다. 일반적으로 스퀴지 속도의 증가는 전단률을 증가시켜 잉크의 점도를 감소시키는 전단박화 거동을 유도할 수 있으나, 동시에 스크린과 기판 간 분리 과정에서의 잉크 거동 변화에 의해 전사량이 영향을 받을 수 있다. 따라서 전사량 및 전극 두께는 공정 조건에 따라 다양한 경향으로 나타날 수 있으며, 이러한 거동은 선행 연구에서도 보고된 바 있다[25,28].
본 연구의 경우, Fig. 8(a)에서 관찰된 전극 두께 증가는 실험 조건 범위 내에서 전단률 증가에 따른 점도 감소 효과가 상대적으로 크게 작용한 결과로 해석될 수 있다. Fig. 8(b)는 스퀴지 속도에 따른 테스트 패턴의 선폭별 면저항 변화를 나타낸 결과이다. 모든 선폭 조건에서 스퀴지 속도가 증가함에 따라 면저항이 점진적으로 감소하였으며, 약 100 mm/s 이상의 조건에서는 면저항이 일정 수준으로 수렴하는 경향을 보였다. 이는 Fig. 8(a)에서 확인된 전극 두께 증가와 일관된 결과로, 해당 속도 이상에서 충분한 전사 효율이 확보됨을 의미한다.
한편, 본 연구에서 사용된 장비의 속도 범위 제한으로 인해 140 mm/s 이상의 조건은 검토하지 못하였으며, 초고속 영역에서의 전사 안정성에 대해서는 향후 추가적인 연구가 필요하다. 결과적으로 스퀴지 속도는 잉크 전사량을 조절함으로써 전극 두께와 면저항 특성을 동시에 제어할 수 있는 핵심 공정 변수임을 확인하였다.
3.4 추가 열처리 온도와 전극의 전기적 특성
마지막으로 스크린 프린팅 공정의 핵심 변수 중 하나인 공정 후 열처리 온도는 전도성 잉크 내 전도성 입자 간 퍼콜레이션 네트워크를 강화하여 면저항을 개선하는 중요한 변수이다. Fig. 9는 스크린 마스크 조건 C(스퀴지 속도 100 mm/s)로 제작된 전극에 대해 공정 후 열처리 온도에 따른 면저항 특성을 추적하고 분석하였다.
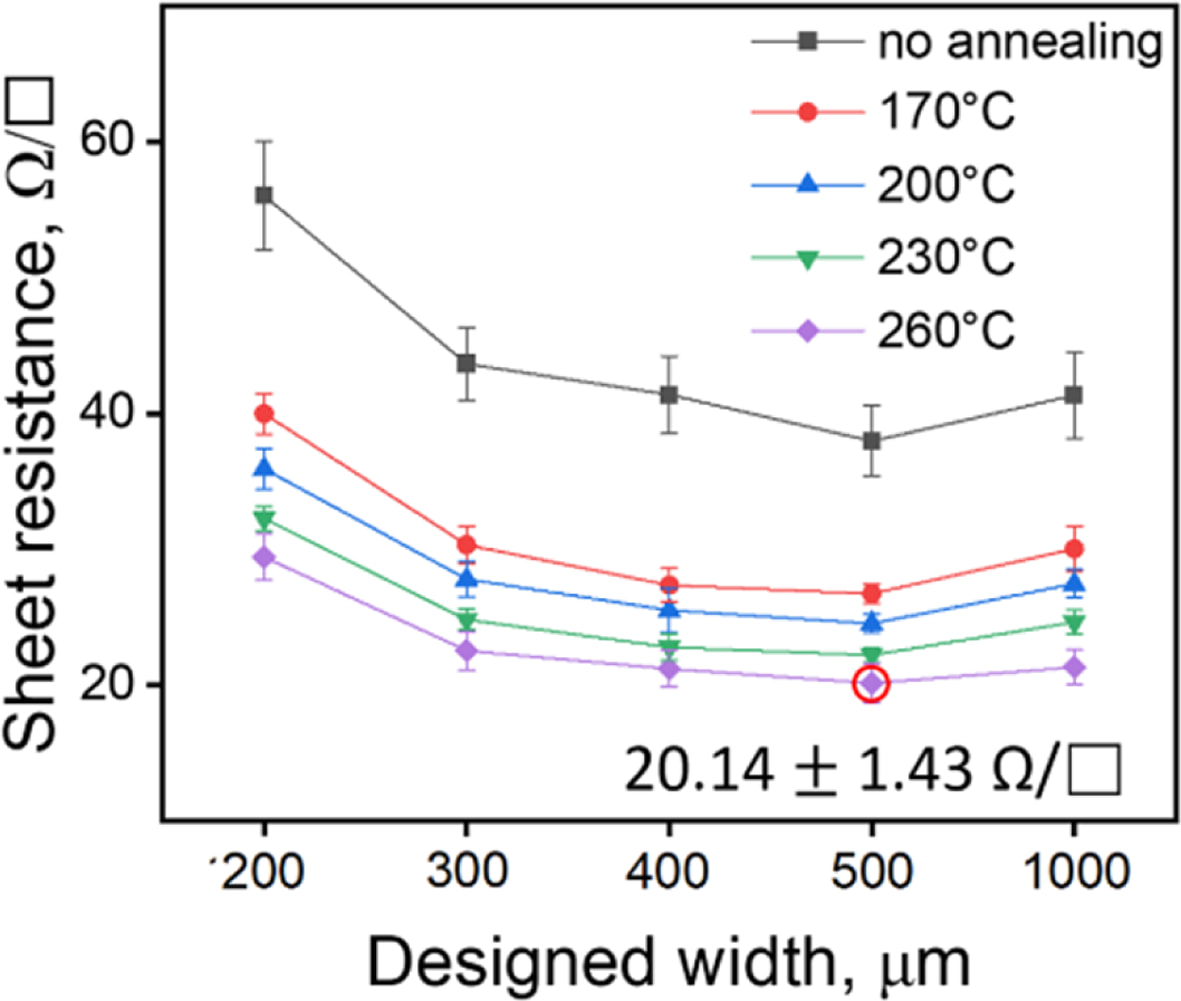
본 실험에서는 기판(PI 필름)의 열손상을 고려하여 최대 260oC까지 온도 조건을 설정하였으며, 선폭 200, 300, 400, 500, 1000 μm 전극에 대해 상온, 170oC, 200oC, 230oC, 260oC의 총 5가지 열처리를 적용하였다.
Fig. 9에서 확인할 수 있듯이, 열처리 온도가 증가함에 따라 전극의 면저항이 점진적으로 감소하는 경향이 보였다. 이는 열처리 과정에서 잉크 내 용매 및 유기 바인더 성분이 제거되고, 전도성 입자 간 접촉이 강화되면서 전류 경로가 보다 견고하게 형성되기 때문으로 판단된다. 특히 열처리 온도가 높아질수록 입자의 퍼콜레이션 네트워크(percolation network)가 강화되어 접촉 저항이 감소하고, 결과적으로 면저항이 개선되는 것으로 해석된다. 선폭 500 μm 전극 기준으로 면저항 특성은 최소 20.14 Ω/□에서 37.97 Ω/□까지 제어할 수 있음을 확인하였다. 따라서 스크린 마스크 조건과 스퀴지 속도뿐 아니라 열처리 온도 또한 면저항을 제어할 수 있는 핵심 공정 변수임을 확인하였다.
3.5 저항성 FSS 필름 제작 및 전자기적 특성
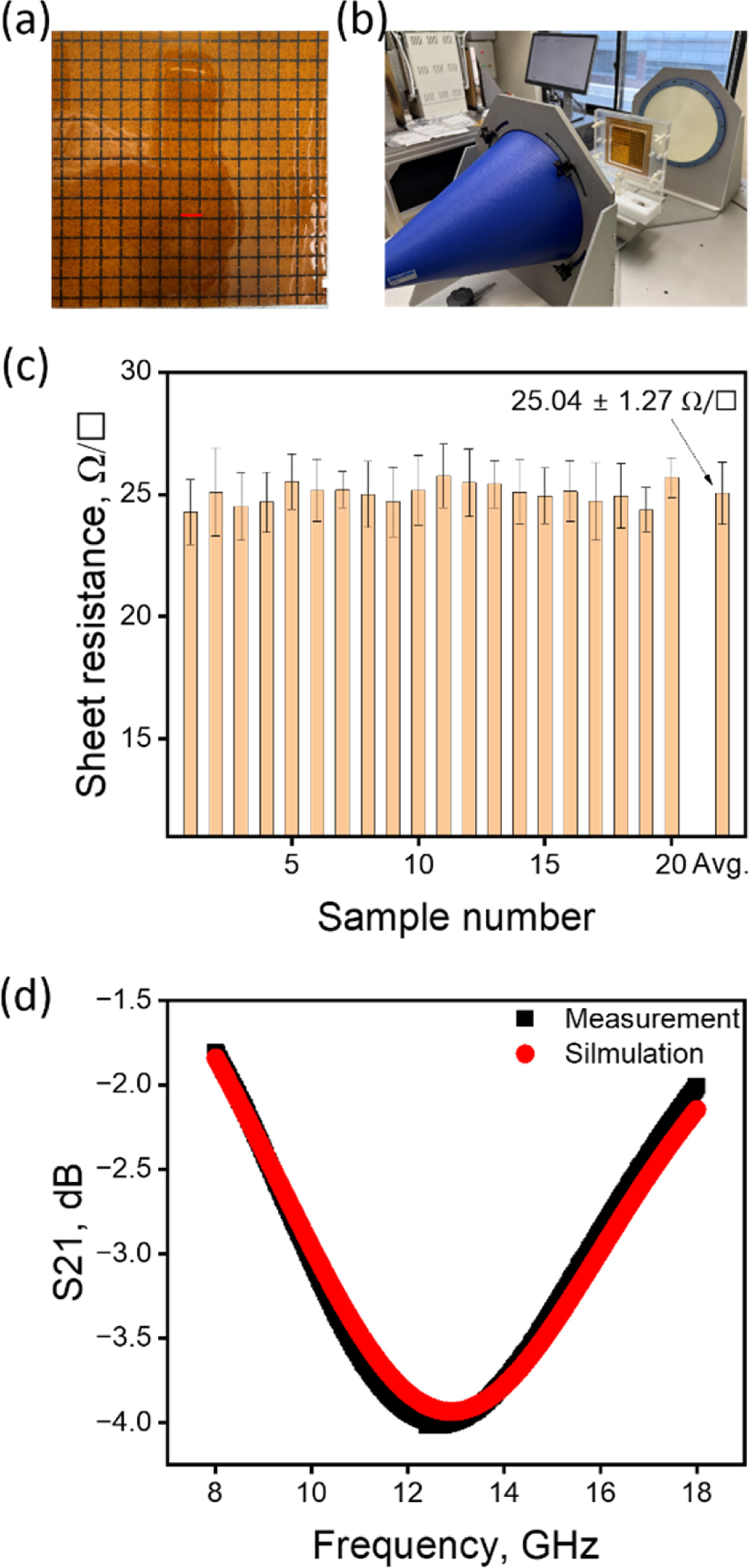
앞서 검증한 공정 변수의 최적화 결과를 바탕으로, 실제 저항성 FSS 필름 제작에 적용하여 설계 성능의 재현성을 검증하였다. Fig. 10은 본 연구에서 도출한 최적 공정 조건을 적용하여 제작한 저항성 FSS 필름과 전자기적 특성 평가 결과를 나타낸다. Fig. 10(a)는 CST Studio를 이용하여 목표 면저항 조건(25 Ω/□)을 기준으로 설계한 크로스 다이폴(cross-dipole) FSS 패턴을 나타낸다. 해당 패턴은 최적화된 스크린 프린팅 공정 조건을 적용하여 PI 필름 위에 균일하게 구현되었으며, 반복 인쇄 공정을 통해 패턴 형상과 전기적 특성이 안정적으로 유지됨을 확인하였다. 특히, 전극의 선폭은 설계값 대비 4.17 ± 1.17% 이내의 편차로 구현되어 공정 재현성과 형상 정밀도가 확보되었음을 확인하였다.
Fig. 10(c)는 인쇄된 크로스 다이폴 FSS 필름의 평균 면저항 측정 결과를 나타낸다. 면저항 평가는 필름의 상, 하, 좌, 우 및 중앙의 총 5개 위치에서 각 2회씩 총 10개의 값을 측정하였으며, 총 20장의 크로스 다이폴 FSS 필름을 대상으로 분석하였다. 측정된 면저항은 설계값에 근접한 평균 25.04 ± 1.27 Ω/□로 확인되었으며, 이를 통해 최적화된 공정 조건이 전파흡수 필름 제작에서 높은 재현성을 확보할 수 있으며, 대면적 공정 적용에도 적합함을 확인하였다.
또한 Fig. 10(b)와 같이 FSM을 이용하여 전자기 특성을 측정하였으며, Fig. 10(d)에는 설계값을 기반으로 한 CST 시뮬레이션 결과와 제작된 FSS 필름의 측정 결과를 비교하여 나타내었다. 이때 시뮬레이션에는 설계된 크로스 다이폴 구조의 형상 치수를 그대로 적용하였다. 시뮬레이션 결과에서는 약 12.9 GHz에서 -3.9 dB의 공진 특성을 보였으며, 측정 결과에서는 약 12.6 GHz에서 -4.0 dB의 공진 특성을 나타내어 두 결과가 매우 근접한 값을 보임을 확인하였다. 이는 설계된 크로스 다이폴 패턴이 실제 인쇄 공정을 통해 양호하게 재현되었음을 의미한다.
종합적으로, 본 연구에서는 스크린 프린팅 공정 최적화를 통해 설계 성능에 근접한 전자기 특성을 갖는 고품질 저항성 FSS 전파흡수 필름을 안정적으로 구현할 수 있음을 실험적으로 확인하였다.
|
Fig. 3 Schematic illustration of the screen-printing process |
|
Fig. 4 Schematic illustration of ink filling behavior as a function of mesh count |
|
Fig. 5 Spreading behavior of printed electrodes under different screen mask conditions, (a) optical microscope images of the printed electrodes(scale bar: 200 μm), (b) spreading ratio of the printed line width relative to the designed line width |
|
Fig. 6 Thickness and electrical properties of printed electrodes as a function of screen mask conditions, (a) 3D profiler cross-sectional images, (b) electrode thickness as a function of designed line width under different screen mask conditions, (c) sheet resistance as a function of designed line width under different screen mask conditions |
|
Fig. 7 Ink transfer mechanism and viscosity of carbon paste A, (a) schematic illustration of the ink transfer mechanism during screen printing, (b) viscosity as a function of spindle speed |
|
Fig. 8 Thickness and electrical properties of printed electrodes as a function of squeegee speed, (a) electrode thickness as a function of squeegee speed for a line width of 500 μm, (b) sheet resistance as a function of squeegee speed |
|
Fig. 9 Sheet resistance as a function of post-annealing temperature for electrodes with different line widths |
|
Fig. 10 Fabricated cross-dipole FSS film and comparison of simulated and measured electromagnetic responses, (a) fabricated cross-dipole FSS film (scale bar: 2 mm), (b) digital image of the FSM setup, (c) sheet resistance of the cross-dipole pattern, (d) comparison between simulated and measured electromagnetic responses |
본 연구에서는 스크린 프린팅 공정을 이용한 전파흡수용 저항성 FSS 필름 제작에서 전극 형상 재현성과 면저항 특성을 동시에 확보하기 위한 공정 최적화 전략을 제안하였다. 이를 위해 스크린 마스크의 메시 수 및 에멀전 두께, 스퀴지 속도, 열처리 온도를 주요 공정 변수로 설정하고, 각 변수 변화가 전극의 형상 및 두께 그리고 면저항 특성에 미치는 영향을 체계적으로 분석하였다.
스크린 마스크 조건은 잉크 전사량과 전극 두께를 결정하는 주요 인자로 작용하였으며, 400 메시/10 μm 조건에서는 선폭 500 μm까지 안정적인 형상 재현성을 확보할 수 있었다. 또한 스퀴지 속도가 증가할수록 전극 두께 증가 및 면저항 감소 경향이 나타났다. 열처리 온도 또한 전도성 입자 간 퍼콜레이션 네트워크를 강화하여 면저항을 추가적으로 감소시키는 주요 인자로 확인되었다. 최적화된 공정 조건을 적용하여 크로스 다이폴 FSS 필름을 제작한 결과, 목표 면저항(25 Ω/□)을 평균 25.04 ± 1.27 Ω/□ 수준으로 안정적으로 구현할 수 있었으며, 전자기 시뮬레이션 결과와 FSM 측정 결과가 잘 일치하여 설계 성능의 재현성을 확인하였다.
따라서 본 연구에서 제안한 스크린 프린팅 기반 공정 최적화 방법은 본 연구에서 사용된 전도성 잉크 시스템을 기준으로 도출된 결과로, 유사한 유변학적 특성을 갖는 전도성 잉크 시스템에 대해 적용 가능성을 가지며, 스크린 프린팅 공정을 기반으로 한 FSS 전파흡수 필름 제작에 효과적으로 활용될 수 있을 것으로 기대된다.
이 논문은 국방기술진흥연구소가 지원한 연구개발 프로그램의 지원을 받아 수행된 연구 결과입니다. (KRIT-CT-23-046)
- 1. Navickiene, O., Bekesiene, S., and Vasiliauskas, A.V., “Optimizing Unmanned Combat Air Systems Autonomy, Survivability, and Combat Effectiveness: A Fuzzy DEMATEL Assessment of Critical Technological and Strategic Drivers,” 2025 International Conference on Military Technologies (ICMT), Brno, Czech Republic, 2025, pp. 1-8.
-

- 2. Bryant, B., Fisher, C., Boseman, D., and Ivancik, J., “Digital Technology—a Universal Integrator—Enabling Full-Spectrum Survivability Evaluations,” Naval Engineers Journal, Vol. 136, No. 1-2, 2024, pp. 189-198.
- 3. Ruiz-Perez, F., López-Estrada, S.M., Tolentino-Hernández, R.V., and Caballero-Briones, F., “Carbon-Based Radar Absorbing Materials: A Critical Review,” Journal of Science: Advanced Materials and Devices, Vol. 7, No. 3, 2022, 100454.
-
- 4. Narang, S.B., and Pubby, K., “Nickel Spinel Ferrites: A Review,” Journal of Magnetism and Magnetic Materials, Vol. 519, 2021, 167163.
-
- 5. Lv, H., Guo, Y., Yang, Z., Yan Cheng, Y., Wang, L.P., Zhang, B., Zhao, Y., J. Xu, Z.J., and Ji, G., “A Brief Introduction to The Fabrication and Synthesis of Graphene Based Composites for The Realization of Electromagnetic Absorbing Materials,” Journal of Materials Chemistry C, Vol. 5, 2017, pp. 491-512.
-
- 6. Kim, J.B., and Kim, C., “Study on Design and Performance of Microwave Absorbers of Carbon Nanotube Composite Laminates,” Journal of the Korean Society for Composite Materials, Vol. 24, No. 2, 2011, pp. 38-45.
-
- 7. Lee, K., Lee, J., Jung, B.M., Lee, S.B., and Kim, T., “Dispersion Characteristics of Magnetic Particle/Graphene Hybrid Based on Dispersant and Electromagnetic Interference Shielding Characteristics of Composites,” Journal of the Korean Society for Composite Materials, Vol. 31, No. 3, 2018, pp. 111-116.
-
- 8. Pubby, K., and Narang, S. B., “Ka Band Absorption Properties of Substituted Nickel Spinel Ferrites: Comparison of Open-Circuit Approach and Short-Circuit Approach,” Ceramics International, Vol. 45, No. 17, 2019, pp. 23673-23680.
-
- 9. Guan, C., Su, S., Wang, B., Zhong, J., Chen, J., Sun, F., and Zhan, L., “Electromagnetic Stealth Technology: A Review of Wave-Absorbing Structures,” Materials & Design, Vol. 253, 2025, 113891.
-
- 10. Alfian, N.A., Norhashim, N., Kamal, N.L.M., Shah, S.A., Sahwee, Z., Azizan, M.A., “Overview of Frequency Selective Surface (FSS) Filters: Advancements in Fabrication Materials and Techniques,” Journal of Advanced Research in Applied Sciences and Engineering Technology, Vol. 62, No. 4, 2026, pp. 13-24.
-
- 11. Che, Y., Wu, S., Li, M., and Ban, Y., “Research Progress on FSS Stealth Radome,” Electronics, Vol. 14, No. 6, 2025, 1132.
-
- 12. Devarapalli, A.B., and Moyra, T., “Design of a Metamaterial Loaded W-shaped Patch Antenna with FSS for Improved Bandwidth and Gain,” Silicon, Vol. 15, 2023, pp. 2011-2024.
-
- 13. Bhattacharya, S., Chaudhary, K., Ramkumar, J., and Srivastava, K. V., “Selective Etching of ITO–PET Using a Dry Film Photoresist for Large Area Metamaterial Fabrication,” Journal of Materials Chemistry C, Vol. 12, 2024, pp. 19266-19273.
-
- 14. Shim, H.B., Han, K., Song, J., and Hahn, J.W., “A Multispectral Single-Layer Frequency Selective Surface Absorber for Infrared and Millimeter Wave Selective Bi-Stealth,” Advanced Optical Materials, Vol. 10, No. 6, 2022, 2102107.
-
- 15. Choi, J., Lim, D., and Lim, S., “Screen-Printed Metamaterial Absorber Using Fractal Metal Mesh for Optical Transparency and Flexibility,” Fractal and Fractional, Vol. 8, No. 5, 2024, 284.
-
- 16. King, D.J., Hettak, K., Chaharmir, M.R., and Gupta, S., “Flexible Ink-Minimized Screen-Printed Frequency Selective Surfaces with Increased Optical Transparency for 5G Electromagnetic Interference Mitigation,” IEEE Transactions on Components, Packaging and Manufacturing Technology, Vol. 13, No. 1, 2023, pp. 110-119.
-
- 17. Zhang, J., Fan, Z., Li, B., Ren, D., and Xu, M., “Study on Structure–Function Integrated Polymer-Based Microwave-Absorption Composites,” Polymers, Vol. 16, No. 17, 2024, 2472.
-
- 18. Kim, J., Jang, H., Oh, J., and Park, J., “A Rational Design Procedure for Absorbers of Square-Loop-Shaped Resistive Frequency Selective Surface Placed on Glass/Epoxy Laminate,” IEEE Transactions on Electromagnetic Compatibility, Vol. 65, No. 1, 2023, pp. 104-113.
-
- 19. Deng, G., Lv, K., Sun, H., Hong, Y., Zhang, X., Yin, Z., and Yang, J., “Wideband Absorber Based on Conductive Ink Frequency Selective Surface with Polarization Insensitivity and Wide-Incident-Angle Stability,” Nanomaterials and Nanotechnology. Vol. 10, 2020, pp. 1-10.
-
- 20. Zhao, D., “Design of Surface FSS Laser Etching System,” Journal of Physics: Conference Series, Vol. 2457, 2023, 012005.
-
- 21. Ailinger, M., Aal, K.A., and Willenbacher, N., “Rheology and Fine-Line Screen Printing of Solar Cell Front-Side Metallization Pastes – What Really Matters,” Solar Energy Materials and Solar Cells, Vol. 292, 2025, 113763.
-
- 22. Xu, C., and Willenbacher, N., “How Rheological Properties Affect Fine-Line Screen Printing of Pastes: A Combined Rheological and High-Speed Video Imaging Study,” Journal of Coatings Technology and Research, Vol. 15, 2018, pp. 1401-1412.
-
- 23. Wang, X.D., Lee, D.J., Peng, X.F., Lai, J.Y., “Spreading Dynamics and Dynamic Contact Angle of Non-Newtonian Fluids,” Langmuir, Vol. 23, No. 15, 2007, pp. 8042-8047.
-
- 24. Yüce, C., Okamoto, K., Karpowich, L., Adrian, A., and Willenbacher, N., “Non-Volatile Free Silver Paste Formulation for Front-Side Metallization of Silicon Solar Cells,” Solar Energy Materials and Solar Cells, Vol. 200, 2019, 110040.
-
- 25. Potts, S., Phillips, C., Jewell, E., Clifford, B., Lau, Y.C., and Claypole, T., “High-Speed Imaging The Effect of Snap-Off Distance and Squeegee Speed on The Ink Transfer Mechanism of Screen-Printed Carbon Pastes,” Journal of Coatings Technology and Research, Vol. 17, 2020, pp. 447–459.
-
- 26. Mannan, S.H., Ekere, N.N., Ismail, I., and Lo, E.K., “Squeegee Deformation Study in The Stencil Printing of Solder Pastes,” IEEE Transactions on Components, Packaging, and Manufacturing Technology: Part A, Vol. 17, No. 3, 1994, pp. 470-476.
-
- 27. Li, H., and Liang, J., “Recent Development of Printed Micro-Supercapacitors: Printable Materials, Printing Technologies, and Perspectives”, Advanced Materials, Vol. 32, No. 3, 2020, 1805864.
-
- 28. Dimitriou, E., and Michailidis, N., “Printable Conductive Inks used for the Fabrication of Electronics: An Overview”, Nanotechnology, Vol. 32, No. 50, 2021, 502009.
-
 This Article
This Article
-
2026; 39(3): 208-217
Published on Jun 30, 2026
- 10.7234/composres.2026.39.3.208
- Received on Mar 29, 2026
- Revised on Apr 19, 2026
- Accepted on May 6, 2026
Services
Shared
Correspondence to
- Hong-Kyu Jang
-
* Composites & Convergence Materials Research Division, Korea Institute of Materials Science, Changwon 51508, Republic of Korea
- E-mail: hongkyu@kims.re.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr