





- Steel Surface Pretreatments for High-Strength GFRP–Steel Bonding: Linking Topography, Wettability, and Failure Mode
Jung-soo Kim*# , Hyeon-yong Lee*, **# , Jungwan Lee*, Moon-kwang Um*, Jinsu Kim*†
* Composites & Convergence Materials Research Division, Korea Institute of Materials Science (KIMS), Changwon 51508, Korea
** School of Chemical Engineering, Pusan National University, Busan 46241, KoreaThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Adhesive bonding of glass-fiber-reinforced polymer (GFRP) to steel is a promising approach for lightweight hybrid structures because it eliminates mechanical fasteners while improving interfacial load transfer. Nevertheless, reliable joint performance remains difficult to achieve, as failure is often governed by the steel/adhesive interface, where surface topography, contamination, and chemical reactivity strongly affect adhesion. In this study, steel surface pretreatments designed to modify surface roughness mechanically and surface activity chemically, including sanding, sandblasting, and plasma treatment, were systematically evaluated to clarify their effects on the bonding performance of GFRP–steel joints. Abrasive sanding produced lap-shear strengths in the range of 13.43-14.78 MPa, whereas sandblasting increased the strength to 16.33 MPa. The improved bonding performance after sandblasting is considered to result from the combined effects of modified surface topography and the effective removal of surface contaminants. Plasma treatment applied after sandblasting further increased the joint strength to 19.84 MPa. Contact-angle and surface-energy measurements supported this improvement by indicating enhanced wettability and surface activity after plasma treatment. Fracture-surface observations revealed a transition from adhesive-dominated interfacial failure under weaker surface conditions to predominantly mixed and substrate-related failure after sandblasting and plasma treatment. These results demonstrate that the bonding performance of GFRP–steel joints is governed by the coupled effects of surface topography and chemical activation, and provide a practical process–surface–performance framework for selecting steel pretreatments for reliable, high-strength bonding.
Keywords: GFRP–steel, Adhesive bonding, Surface treatment, Sandblasting, Plasma activation, Roughness, Wettability, Failure mode
Lightweight hybrid structures that combine fiber-reinforced polymers with metals are increasingly being adopted in marine, transportation, and civil infrastructure applications because they offer an attractive balance between structural efficiency, mechanical robustness, and cost effectiveness [1,2]. In such multi-material systems, joining technology is a key issue because the structural performance of the hybrid design depends not only on the constituent materials themselves but also on the integrity of the interface between them. Among the available joining methods, adhesive bonding offers clear advantages for GFRP–steel structures by avoiding fastener holes and welding-induced damage while providing more uniform load transfer and greater design flexibility [3-5]. Accordingly, adhesively bonded joints have become an important enabling technology for hybrid structures in which GFRP provides high specific stiffness and strength, whereas steel offers durability, formability, and economic advantages.
Despite these advantages, achieving consistently high and reliable joint performance remains challenging because the mechanical response of adhesively bonded joints is strongly governed by the interfacial condition. This difficulty becomes more critical in lap-joint geometries, where dominant shear stresses are accompanied by peel/normal stresses due to eccentric load paths, leading to localized stress concentrations near the overlap edges [6–9]. Under these conditions, failure is often controlled not by the bulk adhesive alone but by the local integrity of the adhesive/adherend interface. In GFRP–steel systems, additional complexity arises from the heterogeneous nature of the composite surface, the mismatch in stiffness and thermal expansion between the two adherends, and the sensitivity of steel surfaces to oxides, contaminants, and moisture-assisted degradation. Previous studies on FRP-to-steel bonding have shown that interfacial fracture behavior, environmental durability, and failure-mode transitions critically determine load capacity and long-term reliability [10–18]. Moreover, for composite adherends, the local fiber architecture near the bondline can further influence peel-driven damage initiation and the observed fracture mode [19,20]. These considerations indicate that reliable GFRP–steel bonding requires a mechanistic understanding of how steel surface condition influences interfacial adhesion and fracture behavior.
Among the practical methods used to control steel surface condition, mechanical pretreatments such as sanding and sandblasting are widely employed because they are simple, scalable, and effective in modifying surface topography while removing weak surface layers and contaminants. Such treatments can improve bonding by increasing the opportunity for mechanical interlocking between the adhesive and the substrate. However, previous studies have also shown that greater roughness does not necessarily lead to better adhesion, because the same nominal roughness value may correspond to different surface morphologies and interfacial states [21,22]. Therefore, the bonding performance of mechanically treated surfaces should be interpreted not only in terms of roughness magnitude, but also in relation to morphology-related features and interfacial cleanliness.
In addition to mechanical pretreatment, plasma activation has attracted increasing attention as a chemical surface-engineering method because it can remove adventitious contaminants and increase surface energy without substantially altering the macroscopic geometry of the substrate. For steel surfaces, plasma treatment can improve wettability and enhance the affinity between the substrate and the adhesive, thereby promoting stronger interfacial bonding [23–27]. Nevertheless, the effect of plasma treatment is often discussed separately from that of mechanical surface pretreatment, and systematic comparisons between sanding, sandblasting, and plasma activation under the same joint configuration and adhesive system remain limited. As a result, the respective roles of surface morphology, interfacial cleanliness, and surface chemical activity in governing joint strength and failure-mode transition have not yet been clearly distinguished.
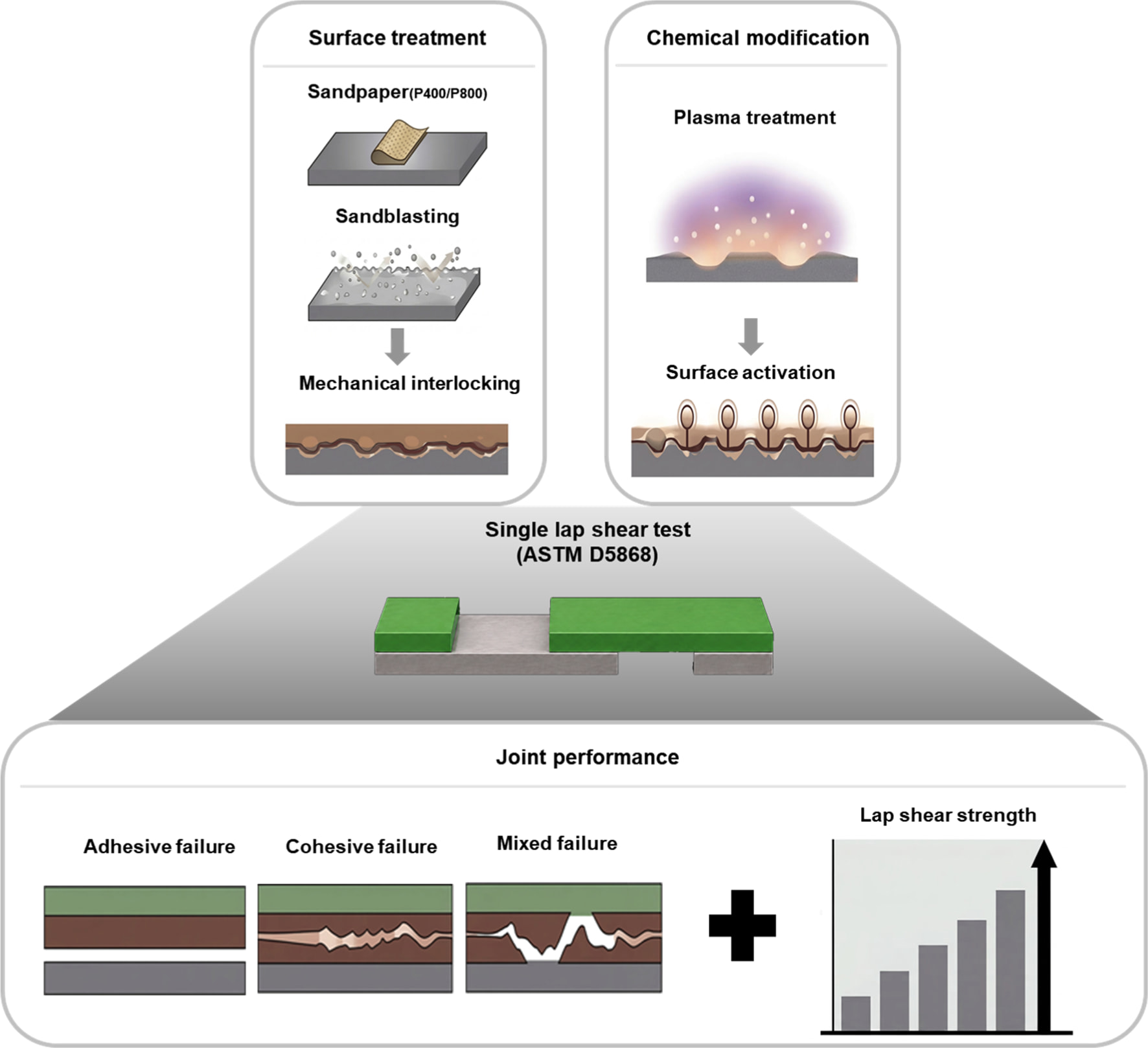
In this study, a systematic experimental investigation was conducted to establish the relationship between steel surface pretreatment, surface characteristics, and bonding performance in GFRP–steel joints. A structural adhesive system was evaluated using untreated steel, sanding with different grit sizes, sandblasting, and plasma treatment after sandblasting. Steel surface condition was characterized through roughness measurements, wettability analysis, and SEM-based fracture-surface observation, and the resulting joints were assessed by lap-shear testing and post-mortem failure analysis. By linking mechanical pretreatment, plasma-induced chemical activation, joint strength, and fracture behavior, this study aims to provide practical guidance for optimizing steel surface treatment for reliable, high-strength GFRP–steel bonding. The overall experimental framework used to correlate steel surface pretreatment, surface characteristics, lap-shear performance, and fracture behavior is schematically summarized in Fig. 1.
|
Fig. 1 Schematic of the experimental framework for GFRP–steel adhesive joints |
AISI 304 stainless steel and glass-fiber-reinforced polymer (GFRP) were used as the adherends in this study. The steel adherends were machined according to ASTM D5868, and all specimens were obtained from the same material batch to ensure consistency. The GFRP adherends were fabricated from a unidirectional E-glass stitched fabric (E-L1200, Samwoo Enterprise Co., Ltd.), in a [0°/0°/0°] layup. The thickness of the GFRP laminates used for the bonding tests was 2.5 mm. All composite specimens were manufactured under identical processing conditions to maintain consistent material quality.
3.1 Sandpaper Abrasion Treatment
The bonding surfaces of both the GFRP and steel adherends were prepared by sandpaper abrasion. The GFRP surface was abraded with P1200 grit paper until the surface gloss disappeared, ensuring minimal material removal and preventing excessive degradation of the composite. Steel surfaces were abraded using P400 and P800 grit papers to evaluate the influence of abrasive grit size on joint performance. For the steel adherends, sanding was limited to the removal of machining-induced edge burrs in order to avoid excessive alteration of the substrate geometry. All sanding treatments were performed in a direction perpendicular to the joint loading direction.
3.2 Sandblasting Treatment
Sandblasting was employed as a mechanical surface pretreatment for the steel adherends using steel grit with a nominal particle size of 0.7 mm. This treatment removed contaminants and created a roughened surface texture favorable for mechanical interlocking.
3.3 Plasma Treatment
Plasma activation was applied to chemically modify the steel surfaces. Treatment was performed using a Covance vacuum plasma system (Femto Science, Republic of Korea). The process was conducted in an oxygen (O₂) atmosphere at a pressure of 0.05 Torr and an applied power of 100 W. The operating frequency was set to 50 kHz, and the exposure time was 60 min. The primary purpose of the plasma treatment was to remove surface contaminants and chemically activate the surface to enhance bonding performance, rather than to alter the macroscopic surface morphology. All plasma treatments were performed under identical conditions, and bonding was carried out within 5 min after treatment.
4.1 Single Lap–Shear Test
Single lap–shear tests were conducted in accordance with ASTM D5868 to evaluate the mechanical performance of GFRP–steel joints. The steel and GFRP adherends had nominal thicknesses of 1.5 mm and 2.5 mm, respectively. A commercial structural epoxy adhesive, 3MTM Scotch-WeldTM DP460, was used to investigate the effect of steel surface preparation on lap-shear performance. Adhesive application and curing were conducted strictly in accordance with the manufacturer’s specifications. For each surface treatment condition, four specimens were tested, and the lap-shear strength values are reported as the mean ± standard deviation.
4.2 Surface Roughness Measurement
Steel surface roughness was measured using a portable contact profilometer (Surftest SJ-210, Mitutoyo, Japan). Prior to measurement, the surface was cleaned, and roughness measurements were then performed on the cleaned surface. For each specimen, five measurements were taken, and the average values of Ra, Rq, Rz, and RSm were reported for each treatment condition.
4.3 SEM Analysis
Fracture behavior and interfacial characteristics were investigated by scanning electron microscopy (SEM) on the fractured steel adherend surfaces after single lap–shear test. SEM observations were carried out using a scanning electron microscope (SNE-4500M Plus, SEC, Seoul, Republic of Korea). SEM images were acquired at an accelerating voltage of 5 kV and a nominal magnification of 79×. The analysis enabled evaluation of fracture morphology and the distribution of adhesive residues on the fractured steel surfaces.
4.4 Contact Angle and Surface Energy
The contact angle of stainless steel was measured using a Drop Shape Analyzer (DSA100, KRÜSS, Germany). Surface wettability was evaluated for untreated, sandblasted, and plasma-treated specimens. Plasma-treated samples were measured within 5 min after treatment, and static contact angles were determined using 3 μL droplets of distilled water and diiodomethane (DIM) at 25 ± 1°C. For each specimen, five measurements were performed at randomly selected locations, and the average value was reported. Surface free energy was calculated using the Owens–Wendt (OWRK) method, and the total surface energy was decomposed into dispersive and polar components.
5.1 Effect of Mechanical Surface Pretreatment on Lap-Shear Strength
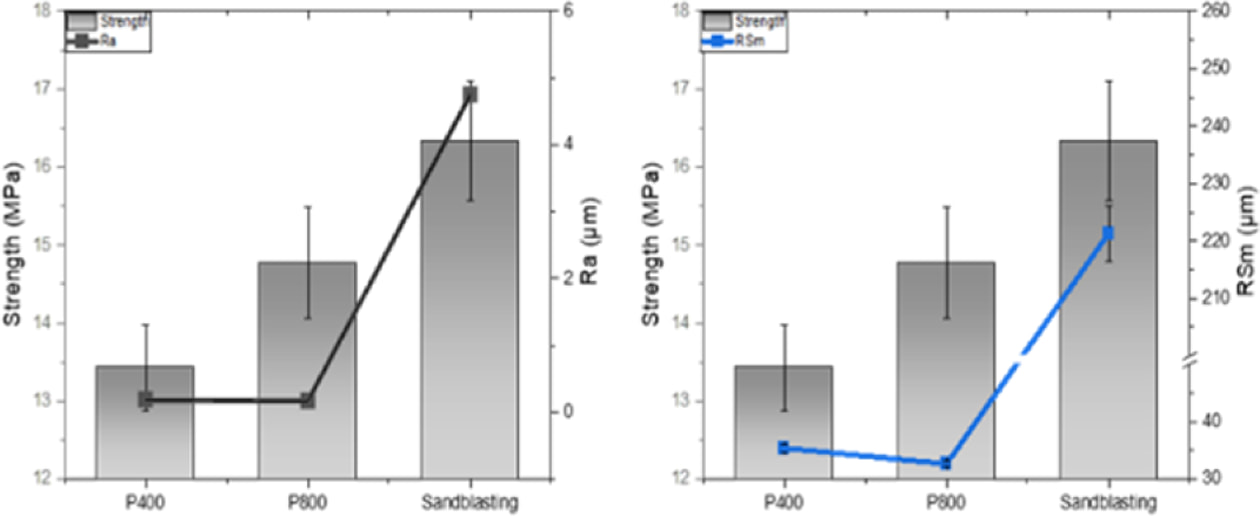
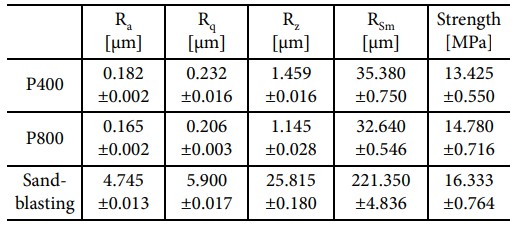
To evaluate the effect of mechanical pretreatment of steel on the bonding performance of GFRP–steel joints, steel surfaces were prepared by coarse sanding (P400), fine sanding (P800), and sandblasting, and the resulting lap-shear strengths were compared. Table 1 summarizes the surface roughness parameters and lap-shear strengths obtained for the different treatment conditions. As shown in Table 1 and Fig. 2, the sanding-treated specimens exhibited only a small difference in Ra, whereas fine sanding (P800) produced a slightly higher lap-shear strength than coarse sanding (P400). In contrast to the small change in Ra, the RSm value decreased by approximately 2.7–3 μm for the fine-sanded surface, suggesting that the spacing of the surface profile elements may also contribute to bond performance. The lower RSm of the fine-sanded condition may reflect a denser distribution of surface asperities and recesses, which could increase the opportunity for adhesive penetration and local mechanical anchoring at the steel surface. Thus, even within a narrow roughness range, differences in surface morphology may contribute to measurable differences in lap-shear strength.
In contrast, the sandblasted specimens exhibited the highest lap-shear strength together with a markedly different surface condition. This improvement is attributed not only to the formation of a rougher topography that promotes mechanical interlocking, but also to the effective removal of surface contaminants and weak boundary layers during sandblasting [28,29]. Therefore, the superior bonding performance of the sandblasted condition should be interpreted as the combined result of topographical modification and improved interfacial cleanliness, rather than as a roughness effect alone. This interpretation is further supported by the surface energy results shown in Table 2, where the sandblasted specimens exhibited a higher surface energy than the untreated specimens.
Overall, these results indicate that the bonding performance of GFRP–steel joints is governed by the overall surface state rather than by a single roughness parameter alone. For the sanding-treated specimens, the slightly improved strength of fine sanding (P800) suggests that morphology-related parameters such as RSm should be considered together with Ra. For the sandblasted specimens, the strength increase appears to result from the combined effects of surface-topography modification and contaminant removal. Accordingly, improving bond strength requires not only roughening the steel surface, but also selecting a pretreatment that creates a surface condition favorable for both adhesive infiltration and stable interfacial bonding.
5.2 Chemical Modification of Steel Surfaces and Its Influence on Joint Strength
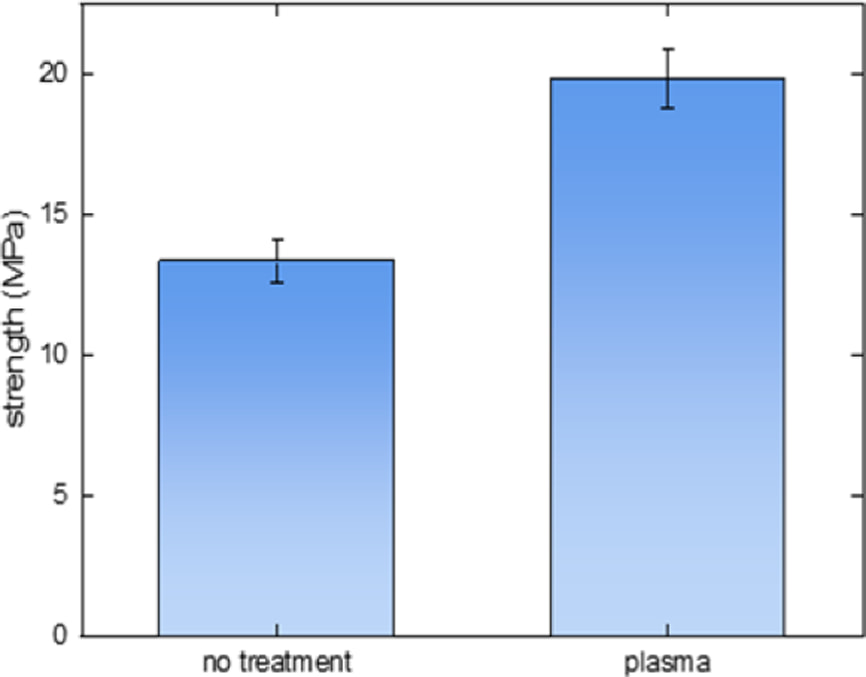
To further examine the role of surface chemical modification, plasma treatment was applied to sandblasted steel specimens, and the resulting joint performance was compared with that of specimens without plasma treatment. As summarized in Table 3 and Fig. 3, the plasma-treated specimens exhibited the highest lap-shear strength among all tested conditions.
This improvement is attributed to the additional surface activation induced by plasma treatment on the sandblasted steel surface. During plasma treatment, low-molecular-weight contaminants and weak boundary layers can be removed, resulting in a more chemically active surface. In addition, plasma treatment can increase surface energy and reduce contact angle, thereby improving wettability. These changes promote more effective spreading of the adhesive across the interface and are considered to enhance interfacial adhesion, ultimately contributing to the observed increase in joint strength.
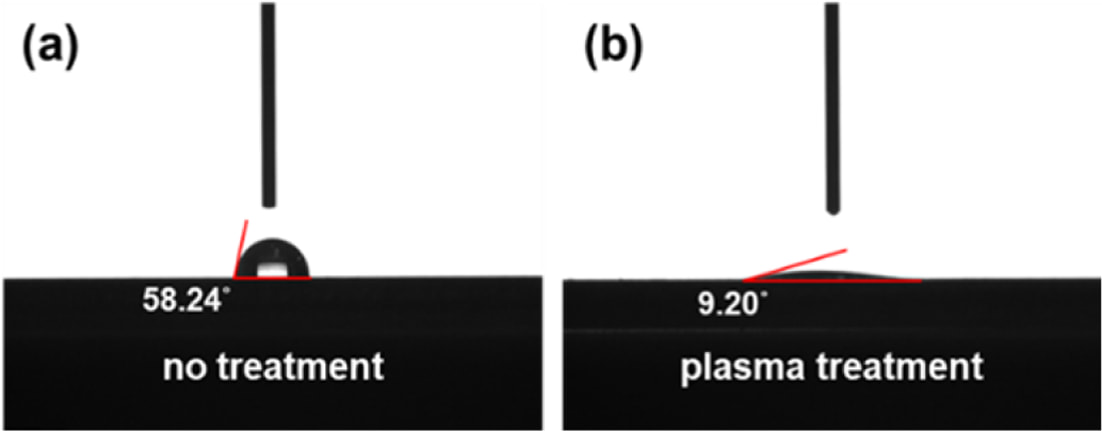
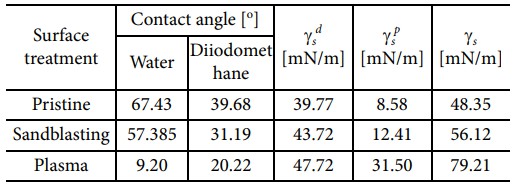
This interpretation is supported by the contact-angle and surface-energy measurements. As shown in Table 2, plasma treatment markedly decreased the water contact angle while increasing the total surface energy compared with the untreated condition.
In particular, the polar component increased substantially after plasma treatment, suggesting enhanced polar surface activity and improved affinity between the steel surface and the adhesive. The substantial increase in the polar component of the surface energy after plasma treatment indicates that the steel surface was chemically activated in addition to being physically modified. This interpretation is supported by a previous XPS study on plasma-treated stainless steel, which showed that plasma treatment can remove carbonaceous contamination and generate oxygen-containing functional groups on the surface, thereby improving wettability and adhesive bonding with epoxy-based systems [23]. Therefore, the increased polar surface energy observed in the present study can be regarded as an indirect indicator of plasma-induced chemical activation, rather than a result of morphology modification alone. Such chemical activation likely contributed to the improved wettability and stronger interfacial bonding observed after plasma treatment. Similar trends have also been widely reported for both FRP and metal adherends, where plasma treatment reduces the water contact angle and increases surface energy, particularly its polar component, together with improvements in adhesive joint strength [30–33]. Therefore, the results indicate that plasma treatment further improves the interfacial properties of sandblasted steel surfaces by enhancing surface activity and wettability, which in turn contributes to higher joint strength in GFRP–steel bonded joints.
5.3 Fracture Behavior under Different Surface Treatments
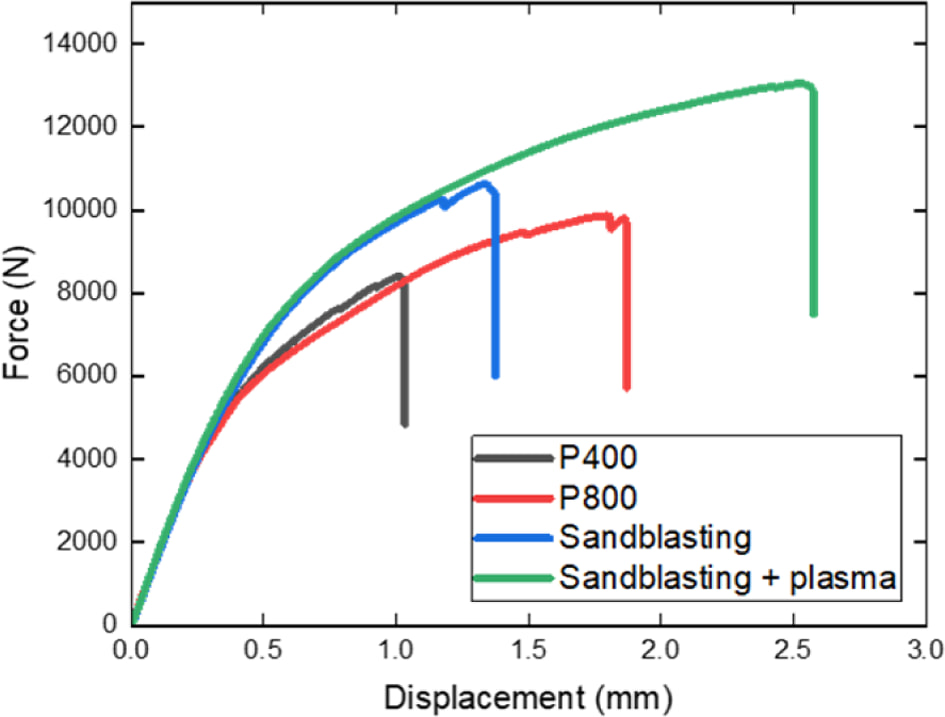
Fracture-surface analysis was performed to clarify how differences in steel surface treatment influenced the failure behavior of the GFRP–steel joints. Because the mechanical performance of adhesively bonded joints is closely related to the location and mode of fracture, examination of the fractured surfaces provides important insight into interfacial integrity and load-transfer behavior. As shown in Fig. 5, the load-displacement responses varied markedly with surface treatment, not only in terms of peak load but also in the deformation behavior prior to final failure. In terms of lap-shear strength, the average values were 13.43, 14.78, 16.33, and 19.84 MPa for the P400-sanded, P800-sanded, sandblasted, and sandblasted + plasma-treated specimens, respectively. The coarse-sanded specimen (P400) failed at a relatively low load and small displacement, indicating limited interfacial load-transfer capability. In contrast, the sandblasted and sandblasted + plasma-treated specimens sustained higher loads and larger displacements before failure, with the sandblasted + plasma-treated condition showing the best overall mechanical response. These macroscopic differences are consistent with the fracture-surface observations discussed below.
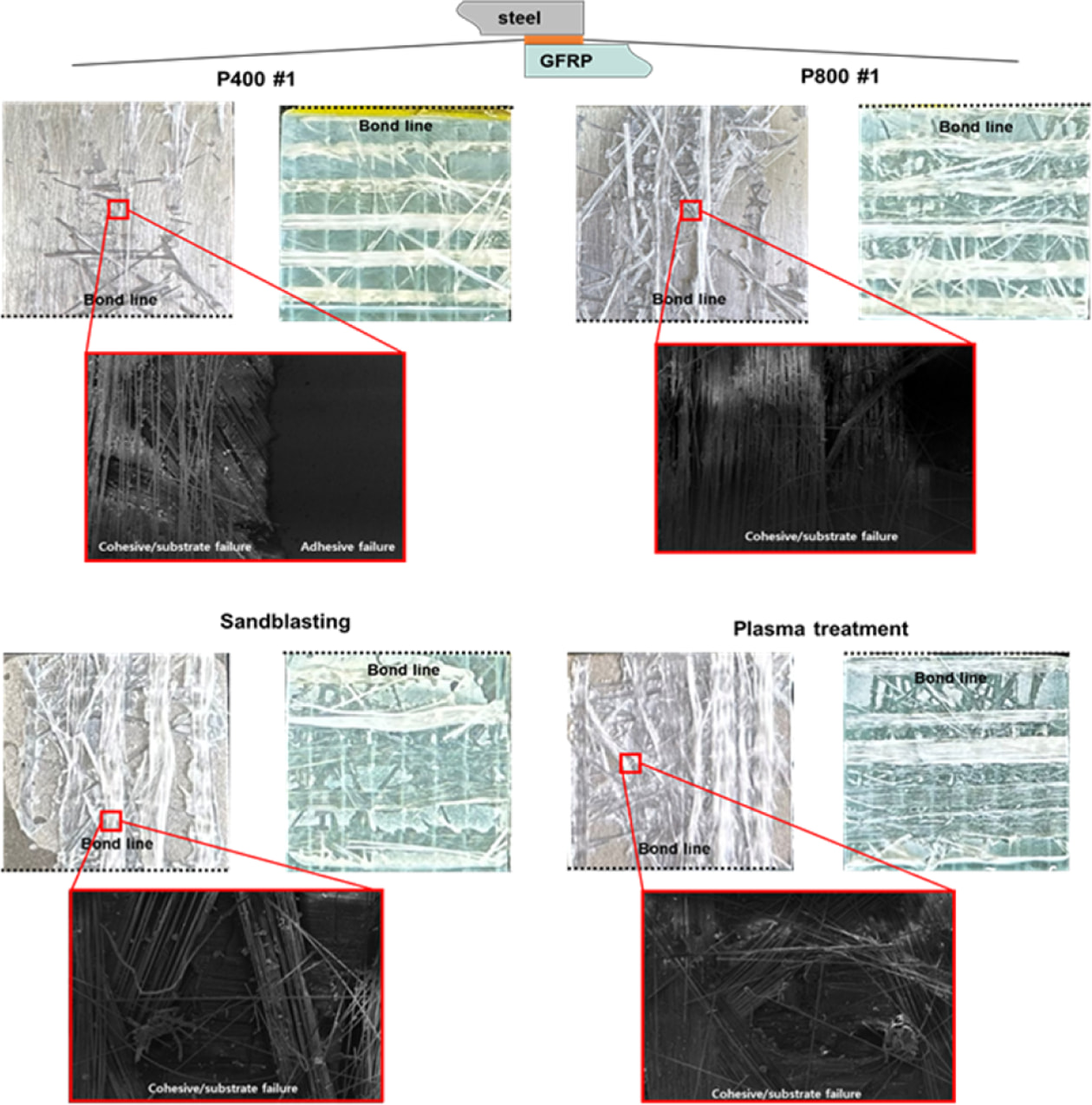
Fig. 6 presents the fracture surfaces and corresponding SEM images for the different surface-treatment conditions. In the coarse-sanded condition (P400), a distinct adhesive-failure region was observed near the bond line, indicating that failure initiated preferentially at the steel/adhesive interface because the interfacial bonding strength was insufficient. This observation is consistent with the relatively low lap-shear strength and limited displacement to failure obtained for this condition. For the fine-sanded condition (P800), the adhesive-failure region became less pronounced, while cohesive/substrate-related failure was observed more extensively. This suggests that the improvement in surface morphology achieved by fine sanding enhanced local interfacial anchoring and allowed more effective load transfer across the bonded interface. In other words, the fracture behavior was no longer dominated by simple interfacial debonding, but shifted toward failure involving the adhesive layer and adjacent substrate region. In the sandblasted condition, cohesive/substrate-related failure became predominant over most of the fractured area. This transition is attributed to the combined effects of surface-topography modification and the removal of contaminants and weak boundary layers during sandblasting, both of which improve interfacial bonding. As a result, fracture was less likely to remain confined to the steel/adhesive interface and instead propagated through regions associated with stronger interfacial load transfer. For the sandblasted + plasma-treated condition, the highest joint strength was obtained, and cohesive/substrate-related failure remained dominant on the fracture surface. However, compared with the sandblasted condition, no major qualitative difference was observed in the overall fracture pattern. This suggests that plasma treatment did not fundamentally alter the dominant failure mode, but rather reinforced the already improved interfacial condition established by sandblasting. In this sense, the role of plasma treatment appears to be the further stabilization and strengthening of the bonded interface, leading to higher strength without a dramatic change in the macroscopic fracture mode.
Overall, the improvement in lap-shear strength with surface treatment was closely associated with a progressive shift in failure mode from interfacial adhesive failure toward cohesive/substrate-related failure. This indicates that both mechanical surface pretreatment and subsequent chemical activation affect not only the magnitude of joint strength but also the location and manner of fracture. Similar trends have been reported in previous studies on FRP-metal adhesive joints, where stronger interfacial bonding suppresses adhesive failure and promotes failure through the adhesive layer or adjoining substrate region [34]. In the present study, the progressive transition from adhesive failure to mixed/cohesive and substrate-related failure demonstrates that sandblasting and subsequent plasma treatment enhanced the steel–adhesive interfacial bonding and shifted the dominant failure path away from simple interfacial debonding.
|
Fig. 2 Lap–shear strength and surface roughness parameters (Ra and RSm) of GFRP–steel joints under different mechanical surface treatment conditions |
|
Fig. 3 Effect of plasma treatment on lap-shear strength |
|
Fig. 4 Comparison of water contact angle images of steel surfaces with and without plasma treatment: (a) no treatment, (b) plasma treatment |
|
Fig. 5 Representative load-displacement curves under different surface treatment conditions |
|
Fig. 6 Fracture surface and SEM observations of GFRP–steel joints under different surface treatment conditions |

In this study, the effects of mechanical surface pretreatment and chemical surface modification of steel on the bonding performance of GFRP–steel joints were investigated. Among the mechanical pretreatments, sandblasting yielded the highest lap-shear strength (16.33 MPa), whereas fine sanding (P800) showed only a slight improvement over coarse sanding (P400). This result suggests that bond performance is influenced not only by roughness amplitude, but also by morphology-related parameters such as RSm within a narrow roughness range. The improved performance of the sandblasted condition is attributed to the combined effects of modified surface topography and the removal of contaminants and weak boundary layers. Plasma treatment applied after sandblasting further increased the joint strength to 19.84 MPa, the highest value obtained in this study. This additional improvement is attributed to enhanced surface activity and wettability, which promoted stronger interfacial adhesion between the steel surface and the adhesive. Fracture analysis showed that the failure mode progressively shifted from adhesive failure under weaker surface conditions toward cohesive/substrate-related failure after sandblasting and plasma treatment, indicating that surface treatment influenced both joint strength and fracture behavior. Taken together, these results demonstrate that the bonding performance of GFRP–steel joints is governed by the combined effects of surface morphology and chemical activation. These findings provide practical guidance for selecting and optimizing steel surface pretreatments for reliable, high-strength GFRP–steel bonding.
This work was supported by the Technology Innovation Program and the Industrial Strategic Technology Development Program (Material Parts Technology Development Project) funded by the Ministry of Trade, Industry and Energy (MOTIE, Republic of Korea) (Grant Nos. 20024953 and RS-2024-00433049).
- 1. Li, Q., Du, B., Liu, Y., Jian, Q., Feng, T., Zhang, X., Nie, S., and Chen, L., “On structural behavior of lightweight steel-reinforced polymer/composite hybrid structures: A review of analytical, experimental, and numerical methods,” Mechanics of Advanced Materials and Structures, Vol. 33, 2025, 2479207.
-

- 2. Rubino, F., Nisticò, A., Tucci, F., and Carlone, P., “Marine application of fiber reinforced composites: a review,” Journal of Marine Science and Engineering, Vol. 8, No. 1, 2020, pp. 26.
-
- 3. Amancio‐Filho, S.T., and Dos Santos, J.F., “Joining of polymers and polymer–metal hybrid structures: recent developments and trends,” Polymer Engineering and Science, Vol. 49, No. 8, 2009, pp. 1461-1476.
-
- 4. eevi, G., Nayak, S.K., and Abdul Kader, M., “Review on adhesive joints and their application in hybrid composite structures,” Journal of Adhesion Science and Technology, Vol. 33, No. 14, 2019, pp. 1497-1520.
-
- 5. Banea, M.D., and da Silva, L.F.M., “Adhesively bonded joints in composite materials: an overview,” Proceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials: Design and Applications, Vol. 223, No. 1, 2009, pp. 1-18.
-
- 6. Anyfantis, K.N., and Tsouvalis, N.G., “Analysis of an adhesively bonded single lap joint subjected to eccentric loading,” International ournal of Adhesion and Adhesives, Vol. 41, 2013, pp. 41-49.
-
- 7. Da Silva, L.F., Öchsner, A., and Adams, R.D., eds., Handbook of Adhesion Technology. Springer Science and Business Media, 2011.
-
- 8. Her, S.C., and Chan, C.F., “Interfacial stress analysis of adhesively bonded lap joint,” Materials, Vol. 12, No. 15, 2019, 2403.
-
- 9. Carrère, N., Doitrand, A., Martin, E., and Leguillon, D., “Theoretical study based on 2D assumptions of the influence of small pores on crack initiation in adhesively bonded joints,” International Journal of Adhesion and Adhesives, Vol. 111, 2021, 102979.
-
- 10. Yu, T., Fernando, D., Teng, J.G., and Zhao, X.L., “Experimental study on CFRP-to-steel bonded interfaces,” Composites Part B: Engineering, Vol. 43, No. 5, 2012, pp. 2279-2289.
-
- 11. Fernando, D., Teng, J.G., Yu, T., and Zhao, X.L., “Preparation and characterization of steel surfaces for adhesive bonding,” Journal of Composites for Construction, Vol. 17, No. 6, 2013, 04013012.
-
- 12. Heshmati, M., Haghani, R., and Al-Emrani, M., “Environmental durability of adhesively bonded FRP/steel joints in civil engineering applications: State of the art,” Composites Part B: Engineering, Vol. 81, 2015, pp. 259-275.
-
- 13. Agarwal, A., Foster, S.J., Hamed, E., and Ng, T.S., “Influence of freeze–thaw cycling on the bond strength of steel–FRP lap joints,” Composites Part B: Engineering, Vol. 60, 2014, pp. 178-185.
-
- 14. Heshmati, M., Haghani, R., and Al-Emrani, M., “Durability of CFRP/steel joints under cyclic wet-dry and freeze-thaw conditions,” Composites Part B: Engineering, Vol. 126, 2017, pp. 211-226.
-
- 15. Ren, X., Jiang, L., He, J., Yang, Y., Sun, Y., Liu, Q., and Chen, S., “Durability of CFRP–steel double–lap joints under cyclic freeze–thaw/wet–dry conditions,” Polymers, Vol. 14, No. 17, 2022, 3445.
-
- 16. Wang, T., Tong, L., Zhu, X., Wang, F., and Pandey, M., “Study on the durability of CFRP-to-steel joints under neutral salt spray exposure,” Journal of Constructional Steel Research, Vol. 223, 2024, 109062.
-
- 17. Mohabeddine, A., Malik, G., Correia, J., De Jesus, A., Fantuzzi, N., and Castro, J.M., “High performance and cost-effective hybrid steel/CFRP joints using bi-adhesive technique for the repair of metallic infrastructures,” Composite Structures, Vol. 321, 2023, 117284.
-
- 18. Saeedifar, M., Saleh, M.N., De Freitas, S.T., and Zarouchas, D., “Damage characterization of adhesively-bonded Bi-material joints using acoustic emission,” Composites Part B: Engineering, Vol. 176, 2019, 107356.
-
- 19. Kupski, J., De Freitas, S.T., Zarouchas, D., Camanho, P.P., and Benedictus, R., “Composite layup effect on the failure mechanism of single lap bonded joints,” Composite Structures, Vol. 217, 2019, pp. 14-26.
-
- 20. Sadeghi, A., Mahshid, R., Heidari-Rarani, M., and Lessard, L., “Effect of lamina fiber orientation interfaced with semi-flexible adhesive layer on strength and failure mode of composite single-lap joints,” International Journal of Adhesion and Adhesives, Vol. 118, 2022, 103232.
-
- 21. Russian, O., Khan, S., Belarbi, A., and Dawood, M., “Effect of surface preparation technique on bond behavior of CFRP-steel double-lap joints: Experimental and numerical studies,” Composite Structures, Vol. 255, 2021, 113048.
-
- 22. Ou, J., Shao, Y., Huang, C., and Bi, X., “Bond behavior of CFRP sheets-to-steel shear joints with different steel surface treatments,” Composite Structures, Vol. 322, 2023, 117376.
-
- 23. Williams, T.S., Yu, H., Yeh, P.C., Yang, J.M., and Hicks, R.F., “Atmospheric pressure plasma effects on the adhesive bonding properties of stainless steel and epoxy composites,” Journal of Composite Materials, Vol. 48, No. 2, 2014, pp. 219-233.
-
- 24. Takesue, S., and Morita, T., “Effects of Surface Treatment and Morphology on Static and Fatigue Strengths of Adhesively Bonded Steel Plate,” International Journal of Automation Technology, Vol. 18, No. 6, 2024, pp. 803-811.
-
- 25. Ilhan, E., and Cavdar, K., “Atmospheric Pressure Plasma Surface Treatment for Structural Adhesive Bonding in Automotive Body Manufacturing: A Parametric Study,” Applied Sciences, Vol. 15, No. 24, 2025, 12906.
-
- 26. Kanbir, Ö., Ayas, K., and Çavdar, K., “Effect of atmospheric pressure plasma treatment on the wettability and aging behavior of metal surfaces,” Materials Testing, Vol. 67, No. 5, 2025, pp. 875-883.
-
- 27. Du, B., Zhou, X., Li, Q., Liu, J., Liu, Y., Zeng, X., Cheng, X., and Hu, H., “Surface treat method to improve the adhesion between stainless steel and resin: A review,” ACS Omega, Vol. 8, No. 43, 2023, pp. 39984-40004.
-
- 28. Bechikh, A., Klinkova, O., Maalej, Y., Tawfiq, I., and Nasri, R., “Sandblasting parameter variation effect on galvanized steel surface chemical composition, roughness and free energy,” International Journal of Adhesion and Adhesives, Vol. 102, 2020, 102653.
-
- 29. Rudawska, A., Miturska-Barańska, I., Doluk, E., and Olewnik-Kruszkowska, E., “Assessment of surface treatment degree of steel sheets in the bonding process,” Materials, Vol. 15, No. 15, 2022, 5158.
-
- 30. Sun, C., Min, J., Lin, J., and Wan, H., “Effect of atmospheric pressure plasma treatment on adhesive bonding of carbon fiber reinforced polymer,” Polymers, Vol. 11, No. 1, 2019, 139.
-
- 31. Wen, L., Xu, X., and Qin, L., “Effect of low-temperature plasma surface treatment on bonding properties of single-lap joint of thermosetting composites,” Polymers, Vol. 15, No. 7, 2023, 1631.
-
- 32. Rhee, K.Y., Choi, N.S., and Park, S.J., “Effect of plasma treatment of aluminum on the bonding characteristics of aluminum–CFRP composite joints,” Journal of Adhesion Science and Technology, Vol. 16, No. 11, 2002, pp. 1487-1500.
-
- 33. Dartevelle, C., McAlpine, E., Thompson, G.E., and Alexander, M.R., “Low pressure plasma treatment for improving the strength and durability of adhesively bonded aluminium joints,” Surface and Coatings Technology, Vol. 173, No. 2-3, 2003, pp. 249-258.
-
- 34. Guo, J., Zhan, L., Ma, B., Zhang, D., Fan, Y., Yao, S., and Feng, J., “A review on failure mechanism and mechanical performance improvement of FRP-metal adhesive joints under different temperature-humidity,” Thin-Walled Structures, Vol. 188, 2023, 110788.
-
 This Article
This Article
-
2026; 39(3): 240-247
Published on Jun 30, 2026
- 10.7234/composres.2026.39.3.240
- Received on Apr 2, 2026
- Revised on Apr 28, 2026
- Accepted on May 16, 2026
Services
- Abstract
1. introduction
2. materials
3. steel surface pretreatments
4. characterization
5. results and discussion
6. conclusion
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Jinsu Kim
-
* Composites & Convergence Materials Research Division, Korea Institute of Materials Science (KIMS), Changwon 51508, Korea
- E-mail: jinsu@kims.re.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr