





- Thermal Response and Mechanical Properties of Glass Fiber Reinforced PEI with Low h-BN Content
Sung Woo Hue*, Jin Woo Song*, Sang Yup Kim*†
* Department of Mechanical Engineering, Sogang University, Seoul, Republic of Korea
- 저함량 h-BN이 첨가된 유리섬유 강화 PEI의 열응답 및 기계적 특성
허성우* · 송진우* · 김상엽*†
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Glass fiber–reinforced polyetherimide (PEI) composites are widely used as materials for semiconductor burn-in sockets. However, their heat dissipation capability remains limited. In this study, the effects of low-content hexagonal boron nitride (h-BN) addition on the thermal response and mechanical properties of a commercial glass fiber–reinforced PEI composite (SF2255) aresystematically investigated, with consideration given to manufacturing feasibility. SF2255-based composites containing different h-BN weight fractions (0.1–3.0 wt%) are fabricatedvia melt compounding and injection molding, and the resulting specimens are evaluatedthrough tensile testing and transient heating experiments. The tensile strength increaseswith h-BN content up to 0.5 wt% and subsequently decreases, while the elastic modulus remainsnearly unchanged up to 1.0 wt% h-BN but exhibitsa noticeable reduction at 3.0 wt%. The temperature rise rate (ΔT/Δt), evaluated in the intermediate transient regime, increaseswith increasing h-BN content, and a notable improvement in thermal response is observedat h-BN loadings of 1.0 wt% and above. In addition, thermal conductivity is estimatedthrough a one-dimensional transient heat conduction analysis, showinga progressive increase with h-BN content. These results suggestthat a low-content h-BN filler design can achievea favorable balance between mechanical stability and thermal performance in glass fiber–reinforced PEI composites intended for burn-in socket applications.
유리섬유 강화 폴리에테르이미드(PEI) 복합재는 반도체 번인 소켓 재료로 널리 사용되나, 방열 성능에는 한계가 있다. 본 연구에서는 상용 유리섬유 강화 PEI 복합재인 SF2255를 기반으로, 제조 가능성을 유지할 수 있는 저함량 범위에서 육방정계 질화붕소(h-BN) 첨가가 열적 거동과 기계적 특성에 미치는 영향을 체계적으로 분석한다. 서로 다른 무게분율(0.1–3.0 wt%)의 h-BN을 첨가한 복합재를 용융 혼합 및 사출 성형 공정으로 제조하고, 인장 시험과 과도 가열 실험을 통해 기계적·열적 성능을 비교한다. 인장 강도는 h-BN 0.5 wt%까지 증가한 후 감소하며, 탄성계수는 1.0 wt%까지는 큰 변화가 없고 3.0 wt%에서 유의미한 감소가 나타난다. 중간 과도 구간에서 평가한 온도 증가율(ΔT/Δt)은 h-BN 무게분율 증가에 따라 증가하며, 특히 1.0 wt% 이상에서 열응답 특성의 개선이 관찰된다. 또한, 1차원 비정상 열전도 해석을 통해 열전도도를 추정하며, h-BN 함량 증가에 따른 점진적인 열전도도 향상이 확인된다. 본 연구는 번인 소켓용 유리섬유 강화 PEI 복합재에서 기계적 안정성과 열적 성능의 균형을 고려한 저함량 h-BN 필러 설계 방향을 제시한다.
Keywords: 유리섬유 강화 폴리에테르이미드(PEI), 육방정계 질화붕소(Hexagonal boron nitride), 번인 소켓 재료(Burn-in socket), 열응답 특성(Thermal response), 기계적 특성(Mechanical properties)
반도체 소자의 신뢰성을 평가하기 위한 번인(burn-in) 공정에서는 고온 환경에서 장시간 반복적으로 사용되는 번인 소켓의 성능이 공정 신뢰도를 좌우하는 핵심 요소로 작용한다. 번인 소켓은 단순한 지지 부품을 넘어, 소자에 인가되는 열 스트레스 조건을 직접적으로 결정함으로써 신뢰성 평가 결과의 정확성에 영향을 미친다. 특히 소켓 재료의 방열 성능이 충분하지 않을 경우, 소자마다 실제 인가되는 온도가 달라질 수 있으며, 이로 인해 번인 공정에서 설정된 온도 조건이 일관되게 유지되지 않을 가능성이 있다. 이는 불필요한 오판정이나 공정 수율 저하로 이어질 가능성이 있다.
이와 더불어, 번인 공정과 같이 고온 조건이 장시간 반복되는 환경에서는 열 및 기계적 하중의 누적 효과로 인해 소켓 재료의 미세 변형과 접촉 특성 변화가 발생할 수 있다. 따라서 번인 소켓 재료는 고온에서도 기계적 안정성을 유지하는 동시에, 소자에서 발생하는 열을 효과적으로 전달할 수 있는 열적 성능을 가져야 한다[1]. 더 나아가 번인 소켓은 대량 생산 공정에서 사용되는 부품인 만큼, 기계적, 열적 성능을 만족하면서도 실제 사출 성형 공정에 적용 가능한 제조성과 성형성을 동시에 고려한 재료 설계가 필수적이다.
우수한 방열 특성, 기계적 안정성과 같은 복합적인 요구 조건으로 인해, 번인 소켓과 같이 고온 환경에서 반복적인 열 및 기계적 하중이 가해지는 응용 분야에서는 범용 플라스틱으로는 요구 성능을 충족하기 어려우며, 이에 따라 고성능 엔지니어링 플라스틱이 주된 소재로 사용된다. 이들 중 폴리에테르이미드(PEI)는 높은 유리전이온도와 우수한 기계적 강도, 내열성 및 치수 안정성을 동시에 갖춘 대표적인 비결정성 고분자로, 고온 신뢰성이 요구되는 전자 및 반도체 응용 분야에서 널리 활용되어 왔다[2].
특히 PEI는 고온에서도 물성 변화가 비교적 적고, 반복적인 열 사이클 하에서도 구조적 안정성을 유지할 수 있어, 장시간 연속 운전 조건이 요구되는 번인 공정에 적합한 소재로 평가된다[3,4]. 또한 사출 성형을 포함한 다양한 가공 공정에 적용 가능하다는 점에서, 복잡한 형상을 갖는 번인 소켓 부품을 대량 생산해야 하는 산업적 요구에도 부합하는 소재이다.
그러나 PEI를 포함한 대부분의 고분자 재료는 본질적으로 낮은 열전도도를 가진다[5]. 금속과 달리 고분자 재료에서는 자유전자에 의한 열전달이 거의 일어나지 않으며, 열에너지는 격자 진동의 양자화된 단위인 포논(phonon)에 의해 주로 전달된다. 그러나 비결정성 고분자는 장범위 격자 질서가 부족하여 포논 산란이 빈번하게 발생하며, 이로 인해 열전달이 제한적으로 이루어진다[5]. 이러한 구조적 한계는 고온 환경에서의 열 관리 측면에서 중요한 제약으로 작용해 왔으며, 이를 극복하기 위해 고분자 및 고분자 복합재의 열전도도를 향상시키기 위한 다양한 연구들이 수행되어 왔다. 기존 연구들은 열전도 성능의 향상이 개별 재료의 고유 물성보다는, 열이 전달될 수 있는 연속적인 경로의 형성 여부에 의해 지배된다는 점에 점차 수렴해 왔다[6–8]. 이러한 관점에서 질화붕소(boron nitride), 알루미나(alumina), 흑연(graphite)과 같은 고열전도성 필러를 고분자 매트릭스에 도입하여 인위적인 열전도 경로를 형성하려는 접근이 가장 널리 활용된다[9,10].
특히 열전도도 향상은 필러 자체의 열전도도보다 필러 간 접촉과 연결성을 통해 형성되는 열전도 네트워크의 연속성에 크게 의존하며, 이로 인해 열전도 성능은 일정 임계 충진율(percolation threshold)을 기준으로 비선형적으로 변화하는 것으로 보고된다[11,12]. 이러한 맥락에서 판상 구조를 가지는 육방정계 질화붕소(hexagonal boron nitride, h-BN)는 높은 열전도도와 전기 절연성을 동시에 갖추고 있어 전자 및 반도체 응용 분야에서 유망한 열전도성 필러로 주목받아 왔으며, 필러 네트워크 형성을 통한 열전도도 향상을 목표로 다양한 연구들이 수행되어 왔다[13–17].
그러나 실질적인 열전도 네트워크를 형성하기 위해서는 일반적으로 높은 필러 함량이 요구되며, 이는 복합재의 점도 증가로 인한 가공성 저하와 함께 기계적 성능의 저하를 동반할 수 있다[18,19]. 그 결과 기존 열전도도 향상 연구는 제조 가능성이나 성형 공정에서의 제약을 충분히 고려하지 못한 채, 높은 필러 함량을 기반으로 한 성능 향상에 집중되어 왔다.
이러한 열전도도 향상 전략은 순수 고분자 또는 단일 필러 시스템에서는 일정 수준의 성과를 보여 왔으나, 구조적 강화 섬유가 추가된 복합재 시스템에서는 그 거동이 더욱 복잡하게 나타난다. 섬유강화 복합재에서는 고분자 매트릭스, 구조적 강화 섬유, 그리고 열전도성 필러가 동시에 존재함에 따라 열전달 경로의 형성과 계면 열저항이 다층적으로 작용하게 된다. 특히 유리섬유와 같은 강화 섬유는 기계적 성능 향상에는 효과적이지만, 열전도 네트워크 형성에는 제한적으로 기여하며, 필러 간 연속적인 접촉 경로의 형성을 방해할 가능성도 보고된다[20,21].
더 나아가 섬유의 존재는 성형 과정에서의 유동 거동과 필러 분산 및 정렬 특성에 직접적인 영향을 미쳐, 열전도성 필러의 추가가 점도 증가와 성형 불안정으로 곧바로 이어질 수 있다[22–24]. 이로 인해 섬유강화 복합재 시스템에서는 높은 필러 함량을 전제로 한 열전도도 향상 전략이 공정 적용성 및 기계적 신뢰성 측면에서 구조적인 제약을 받게 되며, 실제 상용 부품에 적용 가능한 필러 함량은 제한될 수밖에 없다.
그럼에도 불구하고 기존 연구들은 주로 순수 고분자 또는 단일 필러 시스템을 중심으로, 상대적으로 높은 필러 함량에서의 절대적인 열전도도 향상에 초점을 맞추어 왔다. 반면, 상용 섬유강화 고분자 복합재를 기반으로 제조 가능성을 유지할 수 있는 저함량 범위에서 열전도성 필러를 도입하였을 때 열적 거동과 기계적 성능이 어떻게 변화하는지에 대한 체계적인 분석은 상대적으로 부족하다.
본 연구에서는 번인 소켓의 가공성을 고려하여, 상용 유리섬유 강화 PEI 복합재인 SF2255를 기반으로 저함량 범위에서 열전도성 필러를 도입한다. 이를 위해 서로 다른 무게분율(0.1–3.0 wt%)의 육방정계 질화붕소(hexagonal boron nitride, h-BN)를 첨가한 복합재를 제조한다. 모든 시편은 동일한 사출 성형 공정으로 제조한다. 인장 시험을 통해 기계적 성능 변화를 분석하는 동시에, 초기 가열 구간에서의 열응답 특성을 비교하고, 1차원 비정상 열전도 해석을 통해 열전도도를 추정함으로써, 저함량 h-BN 첨가가 SF2255 기반 복합재의 열적 및 기계적 특성에 미치는 영향을 종합적으로 검토한다. 이를 통해 섬유강화 고분자 복합재 시스템에서 제조 가능성과 성능 간의 균형을 고려한 저함량 필러 설계 전략에 대한 기초적인 지침을 제시한다.
2.1 재료의 조성 및 혼합 방법
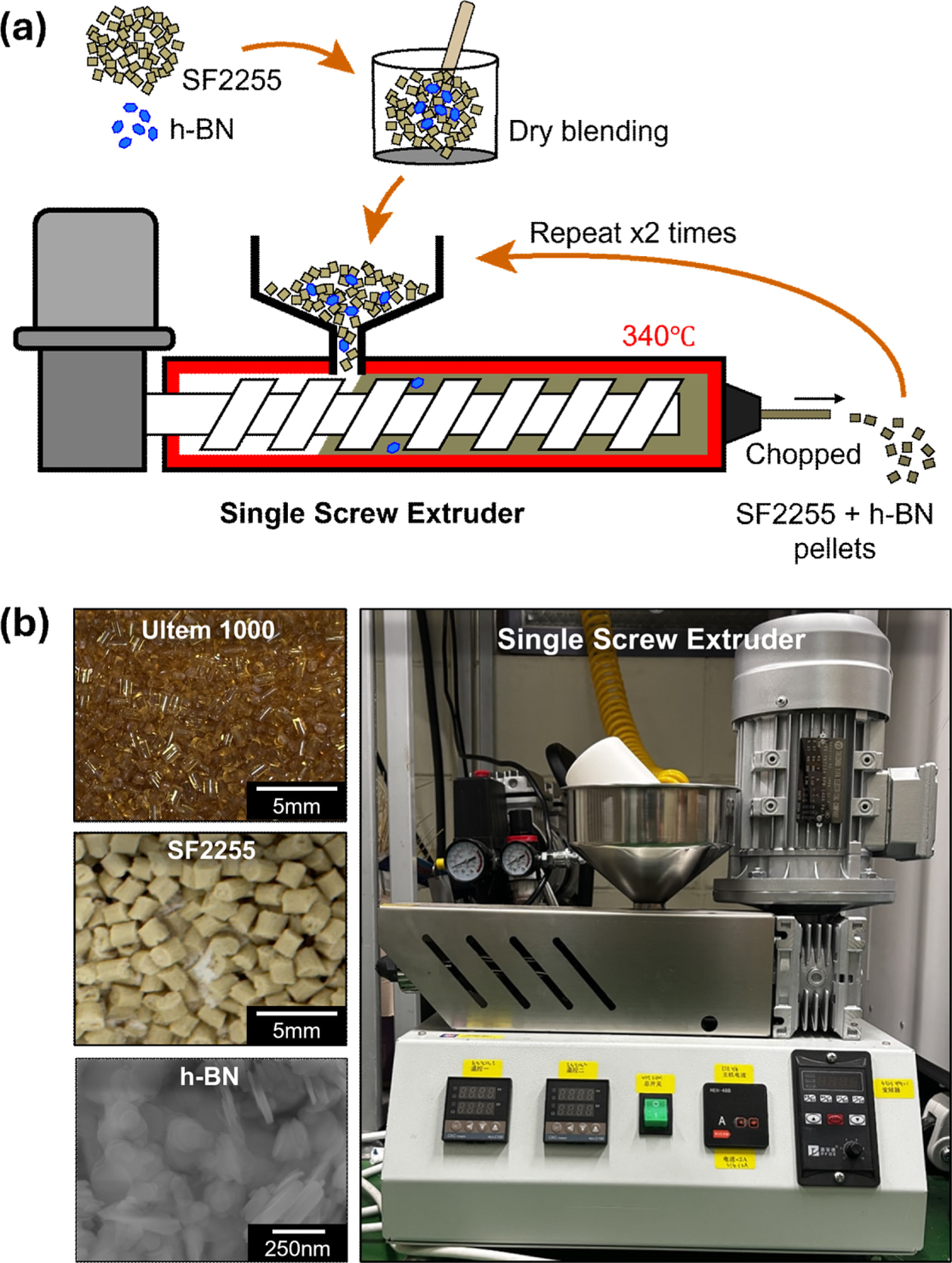
본 연구에서는 SABIC사에서 공급되는 상용 유리섬유 강화 폴리에테르이미드(PEI) 복합재인 SF2255를 기준 재료로 사용한다. 비교를 위해 SABIC사에서 공급되는 순수 PEI 펠렛(neat PEI, Ultem 1000®)도 함께 사용한다. 열전도성 필러로는 Sigma-Aldrich사에서 공급되는 분말 형태의 h-BN을 사용한다. 사용된 h-BN은 판상의 층상 구조를 가지는 hexagonal phase로, 제조사 데이터시트 기준 평균 입자 크기는 ~1 μm이며, 밀도는 2.29 g/cm³이다[30]. SF2255/h-BN 복합재의 제조 공정 및 사용된 재료와 실험 장비는 Fig. 1에 나타낸 것과 같다.
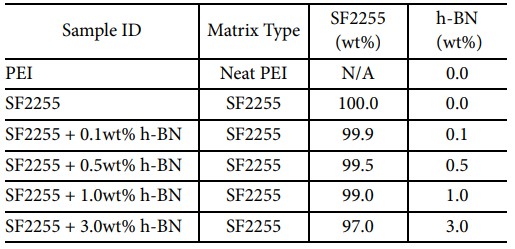
본 연구에서 사용한 재료의 혼합 조성은 Table 1에 나와있다. h-BN의 무게분율(wt%)은 전체 복합재 질량 대비 기준으로 정의한다.
본 연구에서는 순수 PEI와 h-BN을 첨가하지 않은 상용 유리섬유 강화 PEI 복합재(SF2255)를 기준 시편으로 설정하고, SF2255에 h-BN 분말을 서로 다른 무게분율(0.1, 0.5, 1.0 및 3.0 wt%)로 첨가한 복합재를 제조한다. 각 복합재의 조성은 Table 1에 제시된 바와 같다.
h-BN이 첨가된 SF2255 기반 복합재의 제조를 위해, SF2255 펠렛과 h-BN 분말을 목표 조성에 맞추어 먼저 건식 혼합한다. 이후 KOTUMY사의 단일 나사 압출기(BORX-1110B)를 사용하여 설정 온도 340oC, 스크류 회전속도 60 rpm 조건에서 용융 혼합 및 압출 공정을 수행한다. 압출된 스트랜드는 수작업으로 절단하여 펠렛화하며, 이때 펠렛의 길이는 5 mm 이하로 유지한다.
필러의 균일한 분산을 확보하기 위해, 압출 공정과 펠렛화 공정을 포함한 혼합 과정을 2회 추가 반복하여 총 3회 수행한다.
2.2 시편 제작 방법
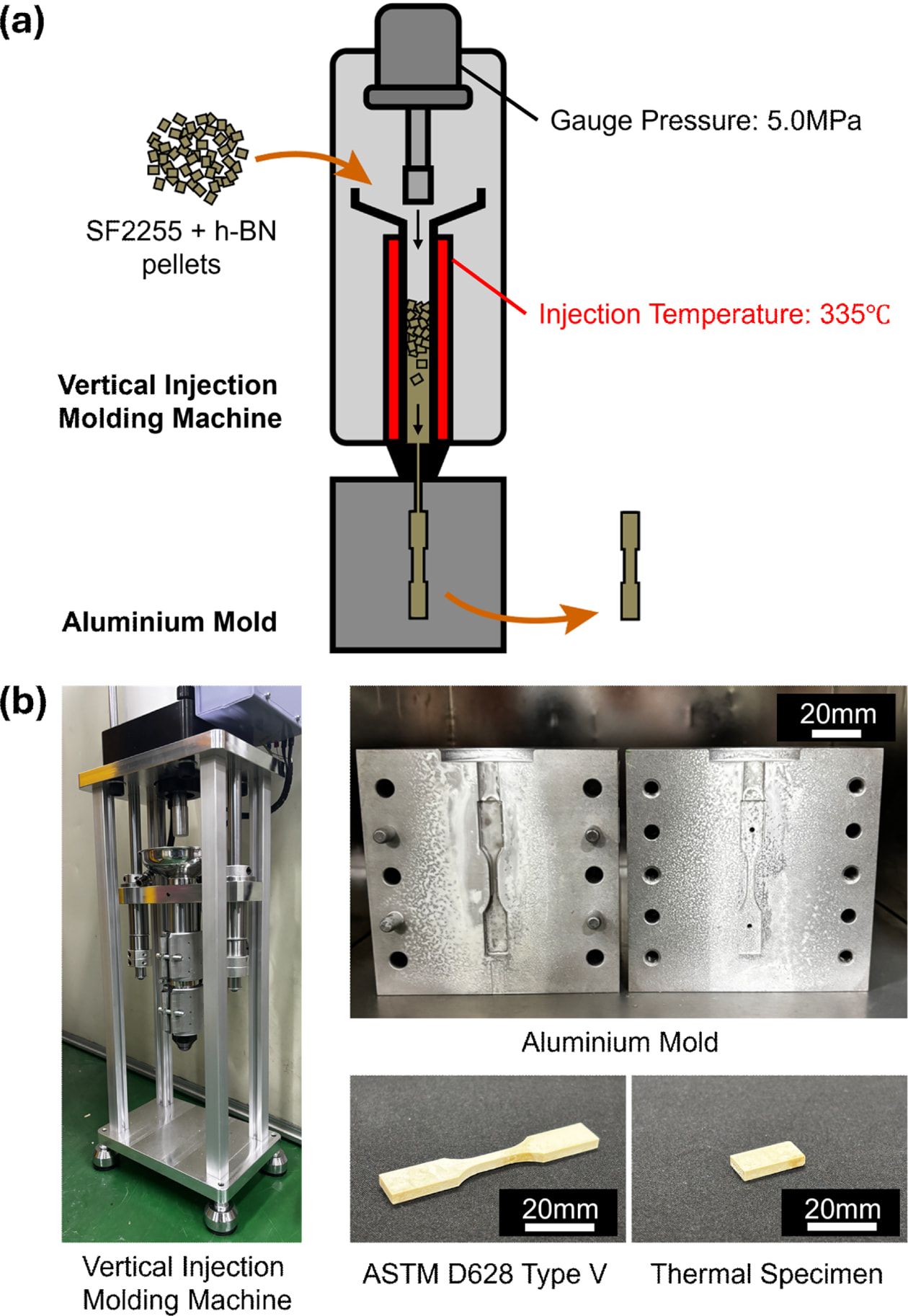
인장 시편 제작은 XMSJ사의 수직 사출성형기 ZSJ모델을 사용하며, 알루미늄 몰드로 사출 성형 방식으로 제작한다. 수직 사출성형기와 알루미늄 몰드를 이용한 인장 시편 제작 공정 및 제작된 시편은 Fig. 2에 나타낸다. 시편의 형상 및 치수는 ASTM D638 Type V의 규격을 따른다.
사출 성형에 앞서 전처리 공정을 수행한다. 몰드는 사출 공정 이전에 이형제를 도포한 후 상온에서 약 30 min 동안 건조하며, 이후 오븐을 이용해 160oC에서 3 h 동안 예열한다. 펠렛은 사출 성형 과정 중 수분에 의한 결함을 방지하기 위해, 오븐에서 100oC 조건으로 6 h 동안 건조한다. 전처리 조건은 펠렛 제조사의 권장 지침을 기준으로 설정한다.
전처리 이후 사출 성형 공정을 진행한다. 사출 성형기는 사출 온도를 335oC로 설정하여 사전에 예열하며, 펠렛 투입 후 충분한 용융을 위해 2 min 동안 대기한 뒤 사출을 수행한다. 사출 압력은 5.0 MPa, 사출 시간은 30 s로 설정한다. 사출 이후에는 약 2 min이 경과한 후 몰드를 개방하여 시편을 취출한다.
열전달 실험용 시편은 인장 시험용 시편의 표점 거리 외(non-gauge) 영역에서 절단하여 제작하며, 절단면은 폴리싱 공정을 통해 평탄화한다. 최종 시편은 3.28 mm × 9.52 mm × 19 mm 크기의 직육면체 형상으로 가공한다.
2.3 실험 방법
본 연구에서는 6가지 조성별 시편에 대해 인장 시험을 수행한다. 조성당 시편의 개수는 5개로 한다. 인장 시험은 SHIMADZU사의 AGX-100kNV 모델을 사용하며, 인장 속도는 1 mm/min로 설정한다. 인장 시편의 표점 거리 양 끝에 마커를 표시한 후, 표점 거리 변화를 추적할 수 있도록 외장 카메라를 이용해 영상을 촬영한다. 영상은 외장 카메라를 컴퓨터에 연결하여 30 fps로 녹화한다. 촬영된 영상으로부터 Tracker 소프트웨어를 이용해 표점 거리의 변화를 추적하며, 이를 초기 표점 거리로 정규화하여 engineering strain을 계산한다.
또한 인장 시험기의 load cell을 통해 측정된 하중을 시편의 초기 단면적으로 나누어 engineering stress를 계산한다. 최종적으로, 시간 기준으로 정렬된 engineering stress와 engineering strain 데이터 이용해 engineering stress–strain 관계를 도출한다.
또한, 본 연구에서는 6가지 조성별 시편에 대해 열전달 실험을 수행한다. 가열된 핫 플레이트 위에 시편을 올려두고, 적외선 카메라를 이용하여 시편 상부 표면의 시간에 따른 온도 변화를 측정한다. 측정은 한 번에 한 시편씩 수행하며, 시편은 핫 플레이트 중앙에 위치시키고 플레이트와 직접 접촉하도록 한다. 표면 온도는 시편 상부 표면의 중앙 영역을 ROI(Region of Interest)로 설정하여 평균값으로 계산한다.
적외선 카메라는 시편의 수직 상부에 고정하며, 시편 표면과 카메라 사이의 거리는 30 cm로 유지한다. 적외선 카메라는 FLIR사의 E8 PRO 모델을 사용하고, 방사율은 카메라 제조사의 플라스틱 표면 측정 권장값인 0.9로 설정한다. 측정 속도는 10 fps로 유지한다. 핫 플레이트의 온도는 실제 표면 온도가 100oC가 되도록 조정하고, 충분히 정상 상태에 도달한 이후 일정한 온도 조건에서 실험을 수행한다. 시편의 온도 변화는 시편을 플레이트에 접촉시킨 직후부터 200 s 동안 측정한다. 촬영된 적외선 영상으로부터 프레임별 표면 온도 데이터를 추출하여, 시간에 따른 온도 변화를 분석한다. 모든 시편에 대해, 측정한 표면 온도가 20oC 가 되는 시점을 t = 0인 시점으로 정하며, 이후 180 s 동안의 온도 변화를 분석한다.
|
Fig. 1 (a) Schematic illustration of the SF2255/h-BN composite fabrication process using a single screw extruder. (b) Photographs of the materials and experimental setup used for the fabrication of SF2255/h-BN composites |
|
Fig. 2 (a) Schematic illustration of the tensile specimen fabrication process using a vertical injection molding machine and an aluminum mold. (b) Photographs of the vertical injection molding machine, aluminum mold, and tensile/ thermal specimens |
3.1 인장 실험
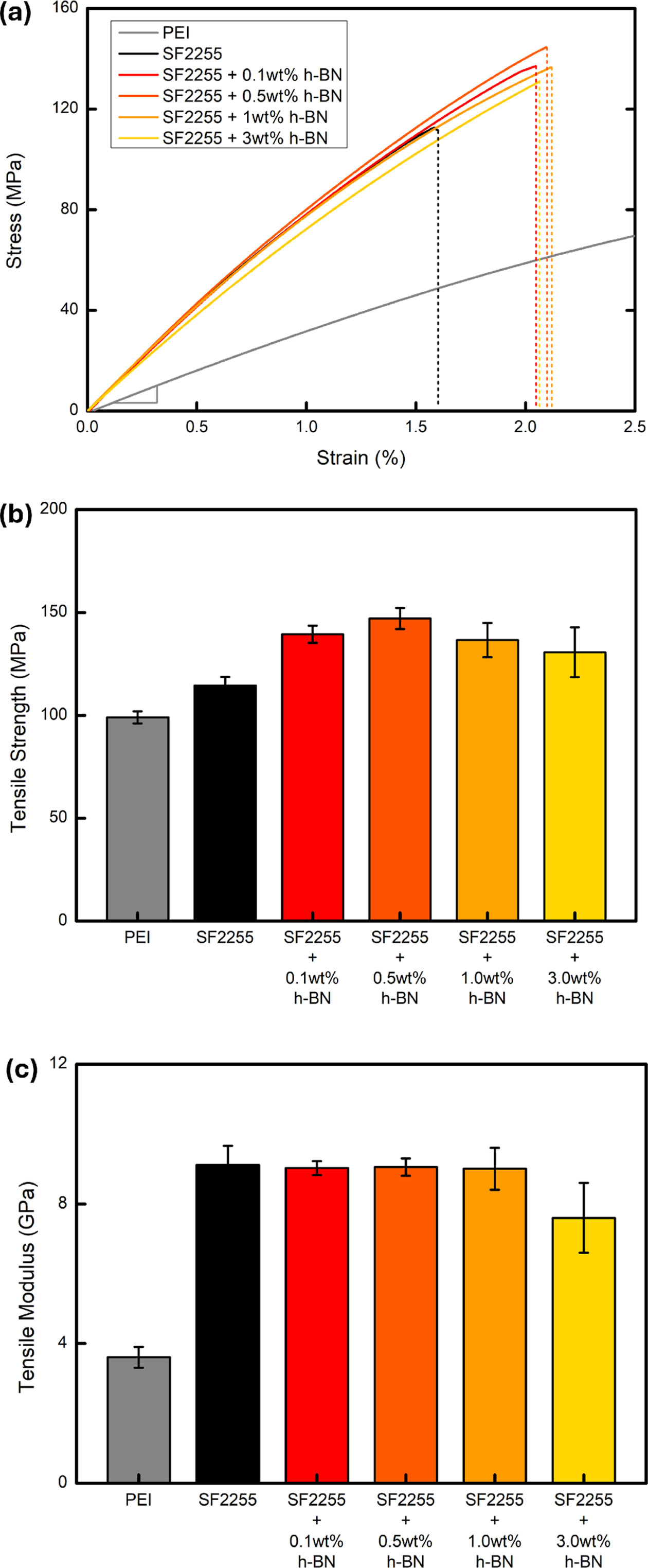
순수 PEI, SF2255 및 h-BN 무게분율(wt%)에 따른 SF2255 기반 복합재의 인장 시험 결과를 Fig. 3에 나타낸다.
h-BN이 첨가된 SF2255 기반 복합재들은 SF2255에 비해 파단 변형률이 증가한 거동을 보인다(Fig. 3a).
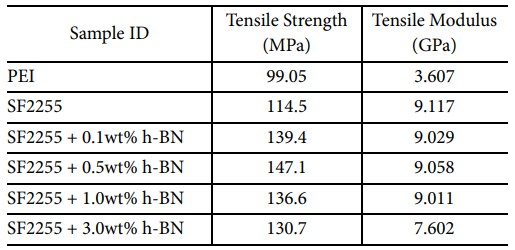
각 시편의 인장 강도를 비교하면, SF2255 기반 복합재들은 SF2255 및 순수 PEI에 비해 더 높은 인장 강도를 나타낸다(Fig. 3b). 복합재의 인장 강도는 SF2255 + 0.5 wt% h-BN에서 147.1 MPa로 가장 높게 나타나며, 이후 SF2255 + 0.1 wt% h-BN, SF2255 + 1.0 wt% h-BN, SF2255 + 3.0 wt% h-BN 순으로 감소한다(Table 2). h-BN 무게분율이 0.5 wt%까지 증가함에 따라 인장 강도는 증가하는 경향을 보이나, 1.0 wt% 이상에서는 감소하는 경향을 보인다.
탄성 계수의 경우, SF2255, SF2255 + 0.1 wt% h-BN, SF2255 + 0.5 wt% h-BN 및 SF2255 + 1.0 wt% h-BN에서 약 9 GPa로 유지되고, SF2255 + 3 wt% h-BN의 경우 7.6 GPa로 다른 시편들에 비해 상대적으로 낮은 값을 나타낸다(Fig. 3c, Table 2).
본 연구에서 관찰한 h-BN 첨가에 따른 기계적 물성의 비단조적 변화 거동, 즉 저함량에서 인장 강도가 증가한 후 일정 함량 이상에서 감소하는 양상은 다른 BN/고분자 복합재 시스템에서도 유사하게 보고된 바 있다. 표면 처리된 h-BN을 첨가한 PHBV 복합재에서는 1 wt% 부근까지 Young's modulus와 인장 강도가 증가한 후 함량 증가에 따라 감소하는 거동이 관찰된 바 있으며, 이는 저함량에서의 균일한 분산과 고함량에서의 응집(agglomeration) 형성 및 매트릭스–필러 간 부족한 계면 결합에 의한 응력 전달 효율 저하에 기인하는 것으로 해석한다[31]. 또한 h-BN 입자 간 강한 van der Waals 상호작용에 의해 형성되는 응집체는 응력 집중점으로 작용하여 인장 하중 하에서의 조기 파괴를 유발할 수 있는 것으로 보고된 바 있다[32]. 본 연구에서 관찰된 1.0 wt% 이상에서의 인장 강도 감소 및 3.0 wt%에서의 탄성계수 저하 또한 이러한 응집에 의한 응력 집중과 계면 결합 약화의 가능성으로 해석할 수 있다.
3.2 열전달 실험
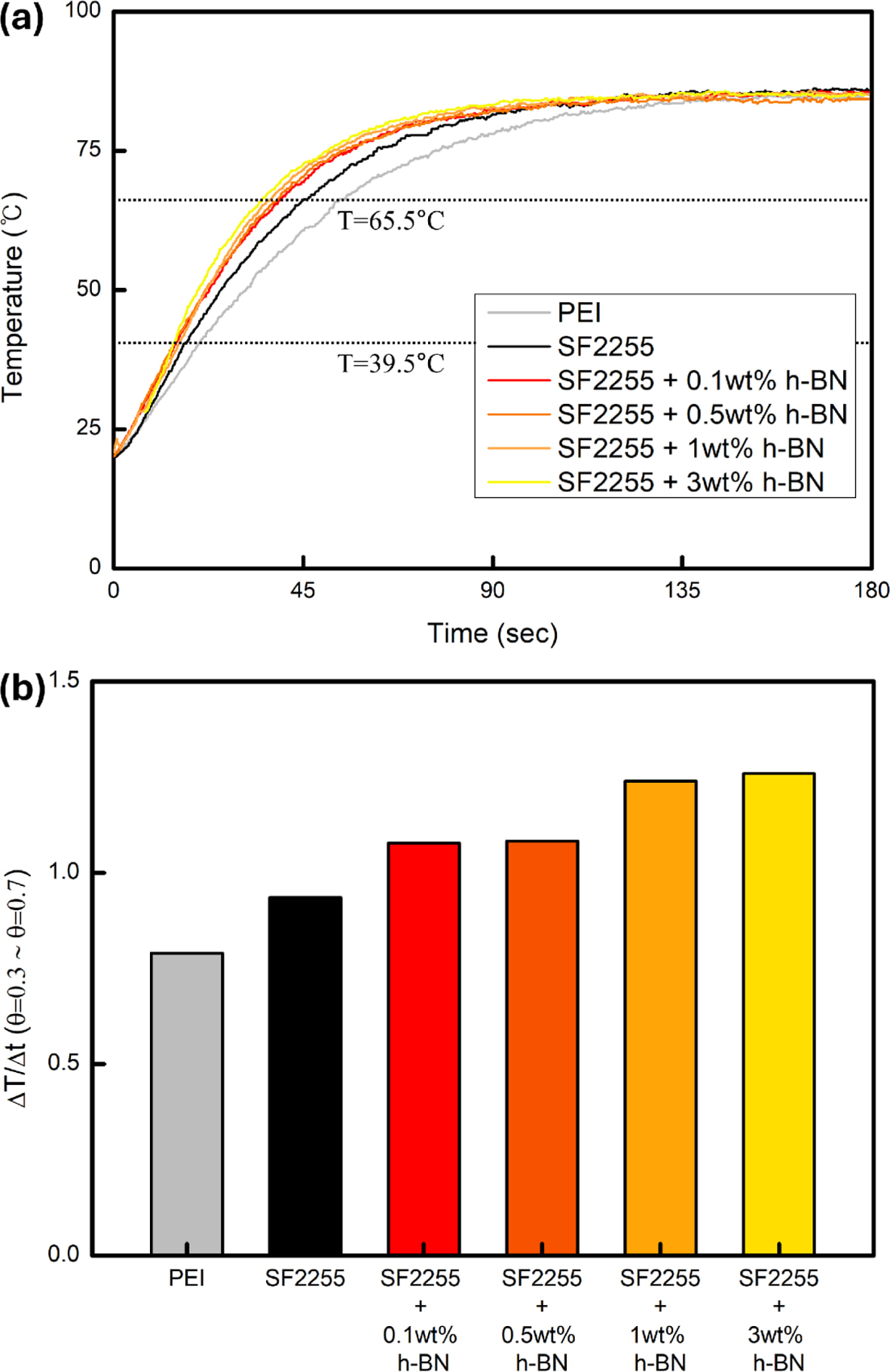
가열된 핫 플레이트 위에서 측정한 순수 PEI, SF2255, 그리고 서로 다른 h-BN 무게분율을 갖는 SF2255 기반 복합재의 표면 온도 변화 및 중간 과도 구간에서의 온도 증가율을 Fig. 4에 나타낸다.
모든 시편은 초기 온도가 20oC이며, 가열 직후에는 표면 온도가 급격히 증가한 후 시간이 경과함에 따라 점차 완만해지면서 정상 상태에 접근하는 전형적인 과도 열응답 거동을 보인다(Fig. 4a, Tss ≈ 82oC). 시편 간 정상 상태 도달 온도는 유사한 범위 내에서 관찰되며, 표면 온도는 h-BN을 첨가한 SF2255 기반 복합재, SF2255, 그리고 순수 PEI 순으로 빠르게 상승하는 경향을 나타낸다. 이를 통해 h-BN 첨가에 따라 시편의 열전달 성능이 개선되었음을 알 수 있다.
열전달 특성의 차이를 보다 정량적으로 비교하기 위해, 본 연구에서는 가열 직후 핫 플레이트–시편 간 접촉 조건의 영향이 지배적인 초기 구간과 정상 상태 접근에 따른 포화 거동이 나타나는 후반 구간을 제외하고, 중간 과도 구간에서의 온도 변화 속도에 주목한다. 이를 위해 시편의 전체 온도 범위(20oC – 약 85oC)를 기준으로 정규화된 온도 θ를 정의하며, θ = 0.3 – 0.7에 해당하는 구간(39.5 – 65.5oC)을 분석을 위한 관심 영역으로 설정한다. 해당 온도 범위는 가열이 진행된 이후 열유속 조건이 비교적 안정화되면서도 정상 상태에 도달하기 이전의 영역으로, 재료 내부의 열전달 특성이 표면 온도 응답에 상대적으로 직접적으로 반영되는 구간에 해당한다.
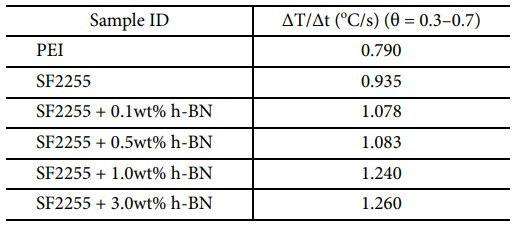
앞서 정의한 중간 과도 구간(θ = 0.3 – 0.7, 39.5 – 65.5oC)에서 계산한 온도 증가율(ΔT/Δt)은 순수 PEI에서 가장 낮게 나타나며, SF2255 보다 h-BN을 첨가한 SF2255 기반 복합재에서 전반적으로 더 높은 값을 보인다(Fig. 4b, Table 3). 특히 h-BN 무게분율 증가에 따라 온도 증가율은 점진적으로 증가하는 경향이 관찰되며, SF2255 + 0.1 wt% h-BN과 SF2255 + 0.5 wt% h-BN은 유사한 ΔT/Δt 값을 나타내는 반면, SF2255 + 1.0 wt% h-BN과 SF2255 + 3.0 wt% h-BN에서는 보다 높은 온도 증가율이 관찰된다. 이 중 SF2255 + 3.0 wt% h-BN 시편에서 가장 높은 ΔT/Δt 값을 나타낸다.
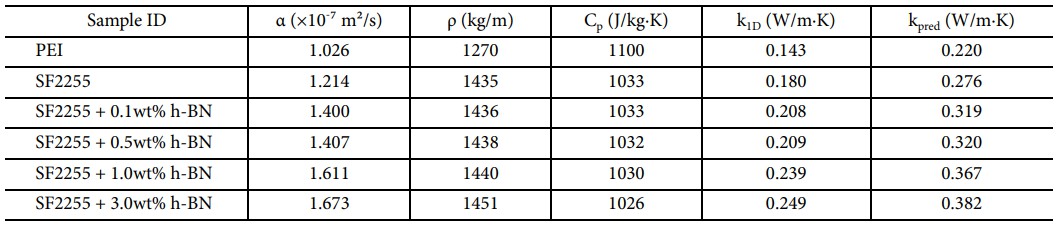
앞서 제시한 ΔT/Δt 값은 시편 간 열전달 성능의 상대적 비교에는 유효하나, 정량적인 열전도도(k) 값을 직접 나타내지는 않는다. 이에 본 연구에서는 1차원 비정상 열전도 해석을 통해 각 시편의 열전도도를 추정한다. 시편의 두께 대 폭 비율(3.28/19 ≈ 0.17)이 충분히 작으므로, 두께 방향의 1차원 열전도로 근사한다. 경계조건은 하면을 등온(핫 플레이트, 100oC), 상면을 대류 경계로 설정한다. 정상 상태에서 관측된 Tss를 이용하여 Bi를 산출한 결과 약 0.29(> 0.1)로 확인되어, 1차원 해석해의 제1항 근사(first-term approximation) 방법을 사용한다. 이때 θ = 0.3 – 0.7인 온도 구간을 사용한다. 모든 시편에서 Tss ≈ 82oC로 일정하다고 취급하고, θ = 0.3 및 0.7에 해당하는 두 시점(t1, t2)의 시간 차(Δt)로부터 열확산율 α를 산출한다.

여기서 L은 시편 두께 3.28 mm이며, Δt = t2 − t1이다. 밀도(ρ)와 비열(Cp)은 각 시편의 조성에 따라 혼합 법칙(rule of mixtures)으로 산출한다.
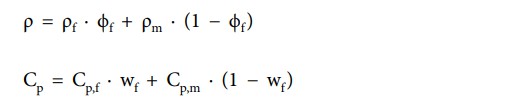
여기서 ϕf는 필러의 부피분율, wf는 질량분율이며, 다중 필러(glass fiber 및 h-BN)의 경우 각 성분에 대해 동일한 가중합 형태로 확장하여 적용한다. PEI의 비열은 1100 J/kg·K, E-glass fiber 및 h-BN의 비열은 각각 764 J/kg·K, 793 J/kg·K을 적용하며[25-27], PEI, SF2255, h-BN의 밀도는 데이터시트의 비중 1.270, 1.435, 2290을 사용한다[28-30]. 계산된 값들을 바탕으로, k1D = α · ρ · Cp로 열전도도를 계산한다. 다만, 실제 실험에서는 플레이트–시편 접촉 열저항 및 측면 열손실 등의 영향으로 인해 PEI의 열전도도 계산값(0.143 W/m·K)이 PEI의 데이터시트 열전도도 값(0.22 W/m·K)보다 낮게 산출된다[28]. 따라서 PEI 데이터시트 값을 기준으로 보정계수 1.535를 도출한다. 전 시편에 대해 편차가 유사하게 작용한다고 보고, kpred = 1.535 · k1D로 보정계수를 전 시편 결과에 동일하게 적용하여 보정된 열전도도 예측값을 계산한다. 각 시편의 열확산율 및 보정된 열전도도를 Table 4에 정리한다. 순수 PEI 대비 SF2255는 약 26%의 열전도도 향상을 보이며, 이는 glass fiber의 첨가 효과에 기인한다. h-BN 첨가에 따라 열전도도는 점진적으로 증가하여, 3.0 wt% h-BN 첨가 시 0.382 W/m·K로 PEI 대비 약 74%의 향상을 나타낸다.
|
Fig. 3 (a) Engineering stress–strain curves of SF2255-based composites with different h-BN contents. The curve of neat PEI is omitted due to its significantly larger elongation at break. (b) Tensile strength of neat PEI, SF2255, and SF2255-based composites with different h-BN contents. (c) Elastic modulus of neat PEI, SF2255, and SF2255- based composites with different h-BN contents. (error bars represent one standard deviation, n = 5) |
|
Fig. 4 (a) Surface temperature–time curves of neat PEI, SF2255, and SF2255-based composites with different h-BN contents measured during heating on a hot plate. (b) Normalized temperature increase rate (ΔT/Δt) of neat PEI, SF2255, and SF2255-based composites with different hBN contents, evaluated between θ = 0.3 and θ = 0.7 |
|
Table 2 Tensile Strength and Tensile Modulus of PEI, SF2255 and SF2255-based composites with different h-BN contents |
|
Table 3 Temperature rise rate (ΔT/Δt) of SF2255-based composites evaluated in the normalized temperature range of θ = 0.3–0.7 |
|
Table 4 Estimated thermal properties of SF2255-based composites with different h-BN contents obtained by 1D transient heat conduction analysis |
본 연구에서는 번인 소켓용 재료로 사용되는 상용 유리섬유 강화 폴리에테르이미드(PEI) 복합재인 SF2255를 기반으로, 서로 다른 무게분율(0.1 – 3.0 wt%)의 육방정계 질화붕소(h-BN)를 첨가한 복합재를 제조하고, 저함량 h-BN 첨가가 열적 거동과 기계적 특성에 미치는 영향을 비교·분석한다. 동일한 사출 성형 이력을 갖는 시편을 사용하여 인장 시험과 초기 가열 구간에서의 열전달 거동을 함께 평가한다.
인장 시험 결과, h-BN 무게분율이 0.5 wt%까지 증가함에 따라 인장 강도는 증가하는 경향을 보이나, 1.0 wt% 이상에서는 인장 강도가 감소한다. 탄성 계수는 1.0 wt%까지의 h-BN 첨가에서는 큰 변화를 보이지 않으며, 3.0 wt% h-BN을 첨가한 시편에서는 상대적으로 낮은 탄성 계수가 관찰된다. 이는 h-BN 첨가 분율에 따라 SF2255 기반 복합재의 기계적 특성이 달라짐을 보여준다.
열전달 실험 결과, h-BN을 첨가한 SF2255 기반 복합재들은 SF2255 대비 더 빠른 표면 온도 상승 거동을 보이며, 초기 가열 구간에서의 온도 증가율(ΔT/Δt)은 h-BN 무게분율 증가에 따라 증가하는 경향을 나타낸다. 특히, 1.0 wt% 이상의 h-BN을 첨가한 시편에서 초기 열응답 특성의 개선이 보다 뚜렷하게 관찰된다.
본 연구에서 조사한 h-BN 무게분율 범위 내에서, SF2255 + 1.0 wt% h-BN은 인장 특성의 큰 저하 없이 초기 열응답 특성이 유의미하게 개선된 조성으로 나타난다. 특히 비교적 낮은 h-BN 함량에서도 열응답 거동의 차이가 명확히 관찰된다는 점은, 기계적 안정성과 열적 거동의 균형을 고려한 SF2255 기반 복합재 설계에 있어 하나의 유효한 설계 기준이 될 수 있음을 시사한다.
다만, 본 연구에서는 h-BN 첨가에 따른 인장 강도 변화의 구체적인 메커니즘을 규명하기 위한 미세구조 분석은 수행하지 않았다. 필러 분산 상태, 필러–매트릭스 계면 특성, 그리고 유리섬유와의 상호작용이 기계적 성능에 미치는 영향을 명확히 이해하기 위해서는 SEM 등을 활용한 파단면 및 분산 상태의 관찰이 필요하다. 또한, 열전도도 추정에 사용된 보정 방법의 정밀도 향상과 반복 열 사이클 조건에서의 장기 신뢰성 평가를 통해 본 연구의 결과를 보완할 필요가 있다.
본 연구는 MCS의 지원과 서강미래과제로 수행된 것이며, 지원에 대해 진심으로 감사드립니다.
- 1. Saums, D.L., Jensen, T., Gowans, C., Hunadi, R., and Ras, M.A., “Mechanical Cycling Reliability Testing of Thermal Interface Materials for Semiconductor Test,” Modeling and Management Symposium (SEMI-THERM), 2019.
- 2. Öktem, H., Karasungur, H., and Eroğlu, A., “Analysis of High-Performance Advanced Polymers Reinforced with Glass Fiber,” Gazi Journal of Engineering Sciences, Vol. 9, No. 1, 2023, pp.53–62. https://doi.org/10.30855/gmbd.0705052
-

- 3. McCrickard, C., Boyd, A., Archer, E., Manzoor, F., and Ullah, J., “Polyether Ether Ketone (PEEK) and Polyetherimide (PEI) for Fused Filament Fabrication (FFF) in Medical Applications,” International Journal of Advanced Manufacturing Technology, Vol. 140, 2025, pp. 5737–5754. https://doi.org/10.1007/s00170-025-16589-2
-
- 4. Youn, C., Gwak, H. J., Bae, Y., Kim, D., Yeang, B. J., Doh, S. J., and Yeo, S. Y., “Improving Mechanical Properties of Melt-Spun Polyetherimide Monofilaments by Thermal Drawing,” Journal of Applied Polymer Science, Vol. 139, No. 46, 2022, e53155. https://doi.org/10.1002/app.53155
-
- 5. Chen, H., Ginzburg, V. V., Yang, J., Yang, Y., Liu, W., Huang, Y., Du, L., and Chen, B., “Thermal Conductivity of Polymer-Based Composites: Fundamentals and Applications,” Progress in Polymer Science. Vol. 59, 2016, pp. 41–85. https://doi.org/10.1016/j.progpolymsci.2016.03.001
-
- 6. He, L., “Improve Thermal Conductivity of Polymer Composites via Conductive Network,” ES Materials and Manufacturing. Vol. 13, 2021, pp. 1-2. https://doi.org/10.30919/esmm5f460
-
- 7. Wang, Z., Wu, Z., Weng, L., Ge, S., Jiang, D., Huang, M., Mulvihill, D. M., Chen, Q., Guo, Z., Jazzar, A., He, X., Zhang, X., and Xu, B. Bin, “A Roadmap Review of Thermally Conductive Polymer Composites: Critical Factors, Progress, and Prospects,” Advanced Functional Materials, Vol. 33, No. 36, 2023, 2301549. https://doi.org/10.1002/adfm.202301549
-
- 8. Li, Q., Tian, X., Wu, N., Li, Y., Pan, T., Zhang, B., Duan, Y., Wang, S., and Li, Y., “Enhanced Thermal Conductivity and Isotropy of Polymer Composites by Fabricating 3D Network Structure from Carbon-Based Materials,” Journal of Applied Polymer Science, Vol. 138, No. 5, 2021, 49781. https://doi.org/10.1002/app.49781
-
- 9. Zhou, C., Bai, Y., Zou, H., and Zhou, S., “Improving Thermal Conductivity of Injection Molded Polycarbonate/Boron Nitride Composites by Incorporating Spherical Alumina Particles: The Influence of Alumina Particle Size,” Polymers, Vol. 14, No. 17, 2022, 3477. https://doi.org/10.3390/polym14173477
-
- 10. Wu, X., Liu, W., Shi, F. G., and Zhang, C., “Constructing Porous Alumina Frameworks by Sintering for Enhanced Thermal Conductivity of Polymer Composites,” ACS Omega, Vol. 8, No. 1, 2023, pp. 502–508. https://doi.org/10.1021/acsomega.2c05405
-
- 11. Kargar, F., Barani, Z., Salgado, R., Debnath, B., Lewis, J. S., Aytan, E., Lake, R. K., and Balandin, A. A., “Thermal Percolation Threshold and Thermal Properties of Composites with High Loading of Graphene and Boron Nitride Fillers,” ACS Applied Materials and Interfaces, Vol. 10, No. 43, 2018, pp. 37555–37565. https://doi.org/10.1021/acsami.8b16616
-
- 12. Jang, J. U., Nam, H. E., So, S. O., Lee, H., Kim, G. S., Kim, S. Y., and Kim, S. H., “Thermal Percolation Behavior in Thermal Conductivity of Polymer Nanocomposite with Lateral Size of Graphene Nanoplatelet,” Polymers, Vol. 14, No. 2, 2022, 323. https://doi.org/10.3390/polym14020323
-
- 13. Yu, C., Zhang, J., Tian, W., Fan, X., and Yao, Y., “Polymer Composites Based on Hexagonal Boron Nitride and Their Application in Thermally Conductive Composites,” RSC Advances, Vol. 8, No. 39, 2018, pp. 21948–21967. https://doi.org/10.1039/c8ra02685h
-
- 14. Zhang, Y., Niu, H., Liyun, W., Wang, N., Xu, T., Zhou, Z., Xie, Y., Wang, H., He, Q., Zhang, K., and Yao, Y., “Fabrication of Thermally Conductive Polymer Composites Based on Hexagonal Boron Nitride: Recent Progresses and Prospects,” Nano Express. Vol. 2, No. 4, 2021, 042002. https://doi.org/10.1088/2632-959X/ac2f09
-
- 15. Meng, Y., Yang, D., Jiang, X., Bando, Y., and Wang, X., “Thermal Conductivity Enhancement of Polymeric Composites Using Hexagonal Boron Nitride: Design Strategies and Challenges,” Nanomaterials, Vol. 14, No. 4, 2024, 331. https://doi.org/10.3390/nano14040331
-
- 16. Li, M., Han, S., Dan, C., Wu, T., You, F., Jiang, X., Wu, Y., and Dang, Z. M., “Boron Nitride-Polymer Composites with High Thermal Conductivity: Preparation, Functionalization Strategy and Innovative Structural Regulation,” Small, Vol. 21, No. 20, 2025, 2412447. https://doi.org/10.1002/smll.202412447
-
- 17. Lin, J., Dong, J., Chen, B., Liang, J., Zhang, H., He, Z., He, J., Zhong, R., Liang, X., and Hu, D., “Controllable Exfoliation of Hexagonal Boron Nitride and Tailored Three-Dimensional Network for Highly Thermally Conductive Polymer Composites,” Journal of Applied Polymer Science, Vol. 141, No. 10, 2024, e55094. https://doi.org/10.1002/app.55094
-
- 18. Liu, Y., Gong, W., Liu, X., Fan, Y., He, A., and Nie, H., “Enhancing Thermal Conductivity in Polymer Composites through Molding-Assisted Orientation of Boron Nitride,” Polymers, Vol. 16, No. 8, 2024, 1169. https://doi.org/10.3390/polym16081169
-
- 19. Yıldız, G., and Akkoyun, M., “Thermal and Electrical Properties of Aluminum Nitride/Boron Nitride Filled Polyamide 6 Hybrid Polymer Composites,” Journal of Applied Polymer Science, Vol. 138, No. 22, 2021, 50516. https://doi.org/10.1002/app.50516
-
- 20. Vaggar, G. B., Kamate, S. C., and Shetty, R., “A Review on Thermal Properties of Hybrid Polymer Matrix Composites,” Vol. 1065, 2021, 012030. https://doi.org/10.1088/1757-899X/1065/1/012030
-
- 21. Wen, X., Xiao, Z., Jiang, T., Li, J., Zhang, W., Zhang, L., and Shao, H., “Constructing Novel Fiber Reinforced Plastic (FRP) Composites hrough a Biomimetic Approach: Connecting Glass Fiber with Nanosized Boron Nitride by Polydopamine Coating,” Journal of Nanomaterials, Vol. 2013, 2013. https://doi.org/10.1155/2013/470583
-
- 22. Liang, X., Hu, Q., Cheng, K., Jiang, Y., Chen, S., and Zhang, D., “Glass Fiber Reinforced PA6 Composites with High Strength and High Flowability by Hyperbranched Polyesters,” Journal of Polymer Science, Vol. 62, No. 24, 2024, pp. 5584–5597. https://doi.org/10.1002/pol.20240711
-
- 23. Patti, A., Acierno, S., Nele, L., Graziosi, L., and Acierno, D., “Sustainable Basalt Fibers vs. Traditional Glass Fibers: Comparative Study on Thermal Properties and Flow Behavior of Polyamide 66-Based Composites,” ChemEngineering, Vol. 6, No. 6, 2022, 86. https://doi.org/10.3390/chemengineering6060086
-
- 24. Virág, Á. D., Tóth, C., Mészáros, L., Juhász, Z., Bezerédi, Á., and Petrény, R., “Optimizing the Injection Molding Process for Thermally and Electrically Conductive, Carbon Fiber and Carbon Nanotube-Reinforced Poly(Lactic Acid) Hybrid Composites with Enhanced Mechanical Properties,” Journal of Applied Polymer Science, Vol. 141, No. 43, 2024, e56148. https://doi.org/10.1002/app.56148
-
- 25. Angst+Pfister Group, APSOplast® Technical Plastics Engineering Fundamentals, Angst+Pfister AG, Zurich, Switzerland.
- 26. Saint-Gobain Vetrotex, 2002, “E, R and D Glass Properties,” Technical Data Sheet, Saint-Gobain Vetrotex Deutschland GmbH, Herzogenrath, Germany.
- 27. Chase, M. W., Jr., 1998, NIST-JANAF Thermochemical Tables, Fourth Edition, J. Phys. Chem. Ref. Data, Monograph 9, pp. 1–1951.
- 28. SABIC, 2026, ULTEMTM Resin 1000, Technical Data Sheet, Revision 20260206, SABIC, Riyadh, Saudi Arabia.
- 29. SABIC, 2023, ULTEMTM Resin SF2255, Technical Data Sheet, Region Asia, Revision 20231212, SABIC, Riyadh, Saudi Arabia. ULTEMTM
- 30. Sigma-Aldrich, 2026, Boron Nitride Powder, Product No. 255475, Sigma-Aldrich Co. LLC, St. Louis, MO, USA, https://www.sigmaaldrich.com/KR/ko/product/aldrich/255475 (Accessed March 1, 2026).
- 31. Öner, M., Kızıl, G., Keskin, G., Pochat-Bohatier, C., and Bechelany, M., “The Effect of Boron Nitride on the Thermal and Mechanical Properties of Poly(3-hydroxybutyrate-co-3-hydroxyvalerate),” Nanomaterials, Vol. 8, No. 11, 2018, p. 940.
-
- 32. Rasul, M. G., Kiziltas, A., Arfaei, B., and Shahbazian-Yassar, R., “2D Boron Nitride Nanosheets for Polymer Composite Materials,” npj 2D Materials and Applications, Vol. 5, No. 1, 2021, p. 56.
-
 This Article
This Article
-
2026; 39(3): 258-266
Published on Jun 30, 2026
- 10.7234/composres.2026.39.3.258
- Received on Mar 29, 2026
- Revised on Apr 10, 2026
- Accepted on May 30, 2026
Services
Shared
Correspondence to
- Sang Yup Kim
-
* Department of Mechanical Engineering, Sogang University, Seoul, Republic of Korea
- E-mail: sangyupkim@sogang.ac.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr