





- Scalable Fabrication of Field’s Metal Microparticles via High-shear Thixotropic Emulsion Process
Seung Min Baek*, Yoo Jin Hong*, Sang Yup Kim*†
* Department of Mechanical Engineering, Sogang University, Seoul 04107, Republic of Korea
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
:Field’s Metal (FM) microparticles possess unique properties such as a low melting point, high moldability, and non-toxicity, making them highly applicable in various industries, including fiber-reinforced polymers, soft robotics, and mold manufacturing. However, size reduction of FM microparticles remains challenging, primarily due to the high viscosity of thixotropic mediums, which limits process efficiency and scalability. In this study, we present a high-shear thixotropic emulsion process approach to optimize the mass production of FM microparticles. We analyze the relationship between shear velocity and particle size, the influence of medium viscosity on particle formation, and the practical yield of FM microparticles. The results show that increasing shear velocity significantly reduces particle size, however beyond a certain shear threshold, the rate of size reduction diminishes due to shear stress saturation and the Hall-Petch effect. Additionally, the medium viscosity is optimized within the 6–8 wt.% range, and we demonstrate that adjusting the input mass enables high-yield and efficient large-scale production. These findings establish a scalable and cost-effective strategy for FM microparticle fabrication, balancing high yield with uniform particle morphology.
Keywords: Field’s Metal microparticle, High-shear mixing, Mass production, Size reduction
Metallic microparticles [1] have gained significant attention in various engineering fields due to their ability to enhance mechanical, electrical, and thermal properties in composite materials [2,3]. These micro-sized particles are widely utilized in polymer composites, electronic materials, catalysts, and additive manufacturing, where they improve performance through increased surface area, controlled dispersion, and enhanced interfacial bonding. As the application of metal microparticles expands, achieving precise control over particle size and morphology is becoming increasingly critical. The ability to tailor microparticle size influences key material properties such as dispersion uniformity, mechanical reinforcement, and electrical conductivity, making it essential to develop efficient and scalable fabrication methods. Conventional manufacturing techniques, such as mechanical milling [4,5], vapor deposition [6,7], and emulsion process [8–10] are explored for metal microparticle synthesis. However, these methods often suffer from polydispersity, limited scalability, and inconsistencies in particle morphology, leading to variations in material performance and limiting their reliability in industrial applications.
To address these challenges, recent advancements in thixotropic emulsion process [11,12] emerge as a promising alternative. Unlike conventional emulsion process, which often produce polydisperse or anisotropic [13,14] particles, thixotropic emulsions utilize shear-thinning fluids that decrease in viscosity under shear stress and rapidly solidify upon cessation of shear. This property allows for more controlled particle formation, leading to enhanced monodisperse [15,16] and eco-friendly large-scale production with minimal capital investment.
Field's Metal (FM) [17], an alloy composed of bismuth (32.5%), indium (51%), and tin (16.5%), is considered a promising material in various technical fields such as soft robotics [18] and mold manufacturing [19] due to its unique low melting point (about 62°C), high moldability, and non-toxicity. Also, its low melting temperature allows it to be easily processed into microparticles through the thixotropic emulsion process. Further size reduction of these microparticles is crucial. Small particles offer improved dispersion, stronger interfacial bonding with polymer matrices, and enhanced mechanical performance in composite applications. In particular, finer FM microparticles contribute to better load transfer efficiency and increased fracture resistance, making them highly beneficial for fiber-reinforced polymer (FRP) composites [20,21] and other advanced material systems.
However, size reduction of FM microparticles remains challenging. One of the primary limitations arises from the high viscosity of thixotropic mediums compared to those used in other microparticle fabrication methods. Increased viscosity may result in higher energy consumption during processing and complicate the control of shear conditions necessary for uniform particle formation. Moreover, mass production of finely sized FM microparticles is not yet fully explored. While small-scale studies demonstrate the feasibility of thixotropic emulsification for FM processing, scaling up this method presents challenges in maintaining process efficiency, ensuring particle uniformity, and minimizing material loss.
To overcome the limitations of size reduction and scalability in thixotropic emulsification, high-shear mixing techniques provide a promising solution. One of the key factors influencing microparticle size is shear rate [22], as higher shear rates contribute to more effective droplet breakup and reduced particle size. High-shear mixing ensures that even in high-viscosity fluids, shear stress is applied uniformly at high intensity, preventing localized variations in shear forces that can lead to uneven particle formation. Furthermore, high-shear mixing is well-suited for large-scale processing. Conventional emulsification setups often face challenges in scaling up without losing process efficiency, but high-shear mixers provide high output at relatively low cost, making them a viable alternative for mass production of finely sized FM microparticles.
In this study, we explore a scalable approach for mass-producing finely sized FM microparticles while maintaining high process yields. By integrating high-shear mixing with thixotropic emulsification, we aim to address the challenges of size control and large-scale production efficiency. To achieve this, we systematically vary shear velocity and viscosity to determine optimal processing conditions for FM microparticle fabrication. The study analyzes the impact of shear intensity on droplet formation, particle uniformity, and size reduction. Additionally, we examine material loss at different FM-to-medium volume ratios to evaluate the efficiency of the high-shear mixing process.
2.1 Materials
Corn starch, α-amylase, and Field's Metal ingots are used as raw materials. The corn starch are purchased from Sigma-Aldrich (USA), consisting of pure amylopectin without amylose. The Field’s Metal ingots are purchased from Eutectica (Rep. Korea). A high-speed blender HSMF-2000 from Hanil Electric (Rep. Korea) is used to break molten Field’s Metal into droplets, and a soymilk manufacturer SC1300 from SOCHEN (Rep. Korea) is used to produce the thixotropic medium by gelatinizing the corn starch in water.
2.2 Manufacturing processes
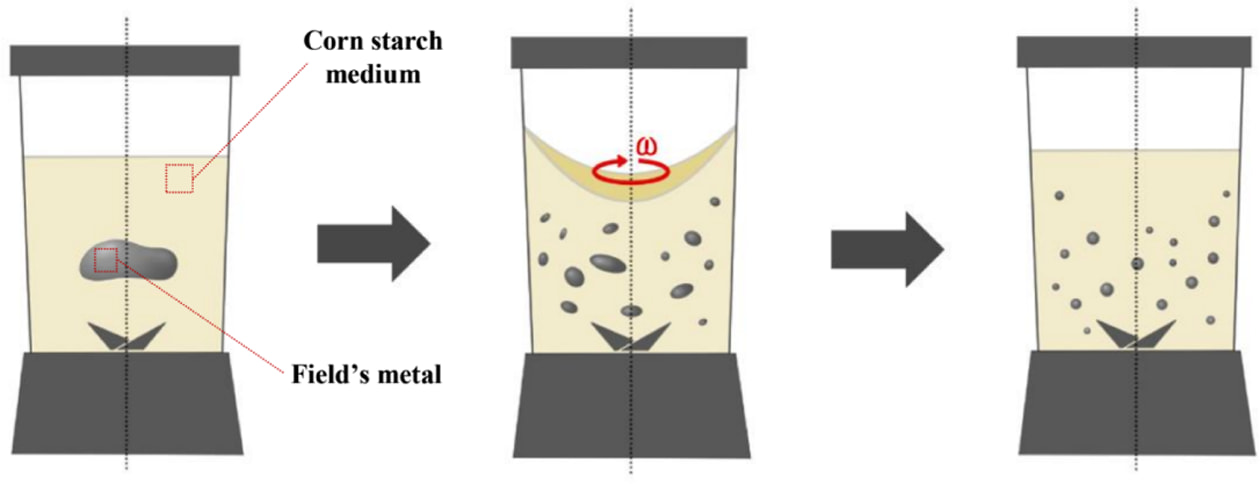
Fig. 1 is overview of fabrication process using a commercial blender. The thixotropic medium is prepared by mixing corn starch in water, followed by heating the water over the gelatinized temperature of the starch using the soymilk maker. After heating the starch/water mixture for 30 min at 90°C, the corn starch absorb water and gelatinize [23,24].
Field’s Metal ingot is directly incorporated into the gelatinized starch medium of which temperature is already over the melting temperature of the Field’s Metal. Once the ingot is fully molten, the entire medium is stirred in the blender for 3 min, rested for 1 min, and re-stirred for 3 min. The resulting mixture is then cooled down to room temperature to allow for the molten Field's Metal droplets to solidify into particles.
The prepared Field’s Metal particles are washed by removing the gelatinized starch with the aid of α-amylase at 35°C [25], the active temperature for the α-amylase to decompose starch. Such reaction lasts for 2 hours and the Field’s Metal particles are collected after rinsing them with water 3 times.
To examine viability of the process, FM particles where iron (Fe) particles are embedded are prepared. The Fe-FM alloy is firstly fabricated by melting Field’s Metal (FM) and dispersing Fe particles into the molten alloy using an ultrasonic processor (SD-D250H, Seongdong Ultrasonic Co., Ltd., Republic of Korea). The thixotropic medium is prepared by mixing 50 g of cornstarch powder with 500 mL of deionized (DI) water and gelatinizing the mixture at 95°C for 1 hour. After fully melting 50 g of the Fe-FM alloy in the medium, the molten metal is fragmented using an overhead stirrer (Model: COS-100-10, CAS, Republic of Korea) at a shear rate of 1800 rpm for 10 minutes. The entire mixture is then cooled to room temperature to solidify the dispersed metal particles. The solidified Fe-FM particles are retrieved from the starch-based medium by enzymatic hydrolysis of starch using amylase, which follows thorough washing with DI water.
2.3 Method for optimizing FM microparticle fabrication
Three sets of experiments are conducted to evaluate the effects of shear velocity, viscosity, and yield efficiency on the production of finely sized Field’s Metal microparticles. To assess the impact of shear rate on particle size, an experiment is conducted using a corn starch medium with a fixed volume of 1 L and a constant concentration of 8 wt.%. The shear rate is varied incrementally from 4000 rpm to 16000 rpm. And the Reynold’s number is defined as,

where ρ is the density of the medium, N is impeller rotational speed, D is impeller diameter, K is fluid consistency, ks is Metzner–Otto constant, and n is flow index [26,27].
To further investigate how medium viscosity influences particle formation, an experiment is conducted by varying the concentration of the corn starch medium while maintaining a constant volume of 1 L and a fixed shear velocity of 7000 rpm. The concentration is adjusted incrementally from 4 wt.% to 12 wt.%.
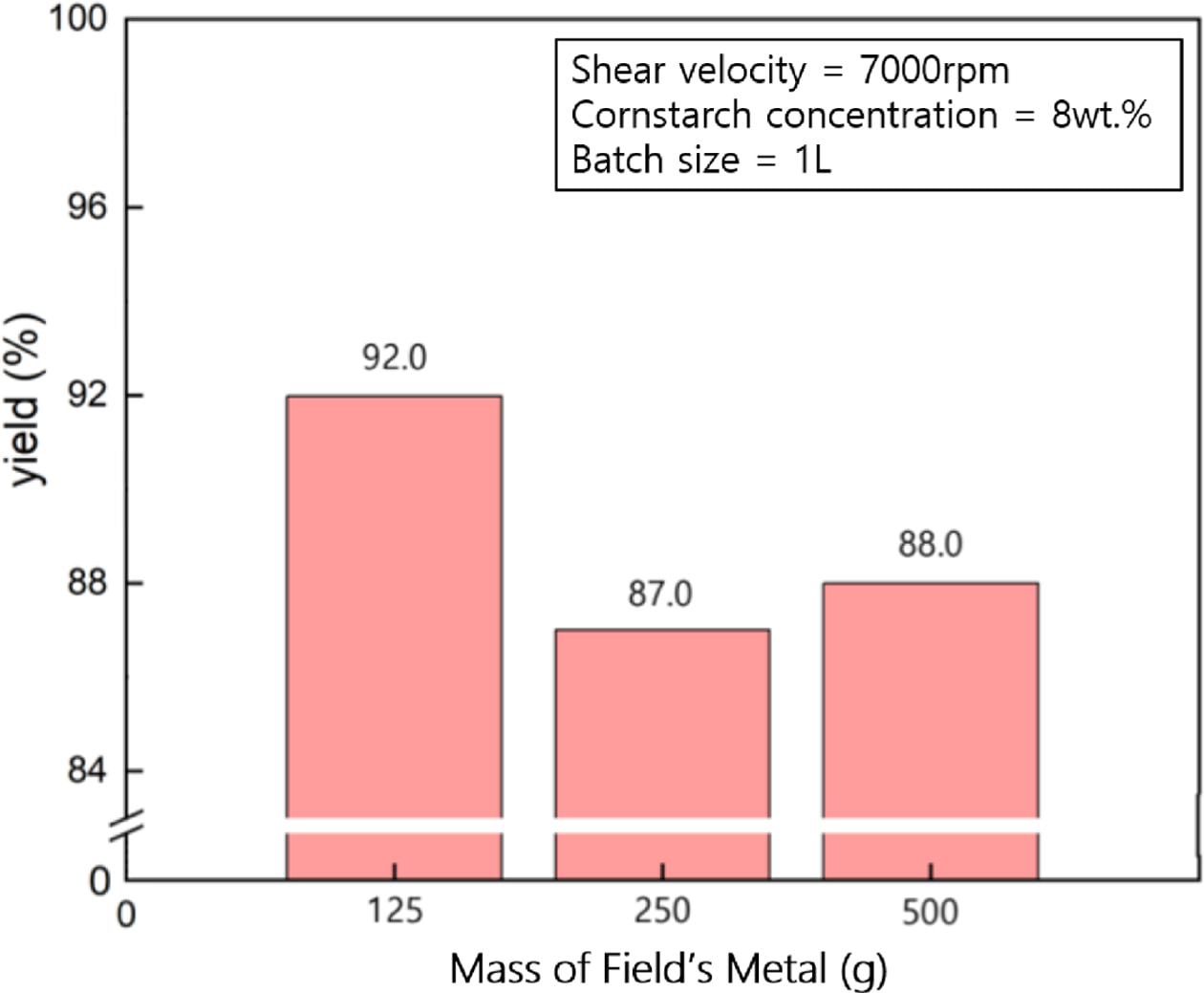
To evaluate the yield of practically usable FM microparticles, an experiment is conducted by varying the mass of FM chunks introduced into the system. The total volume of the corn starch medium is fixed at 1 L, with a constant concentration of 8 wt.% and a shear velocity of 7000 rpm. The FM mass is tested at 125 g, 250 g, and 500 g across three trials. In this analysis, the yield is determined by considering both the raw mass recovery of FM chunks and the sphericity of the obtained microparticles. Only particles with a circularity of 0.8 or higher are regarded as practically usable, ensuring that the final yield reflected the proportion of high-quality spherical particles suitable for application.
2.4 Particle characterization
The diameter and circularity of the particles are quantified by directly measuring a minimum of 3,000 particles from optical micrographs. The software ImageJ is used for the measurements. The yield of each process is measured by comparing the mass of finalized microparticles with respect to the total mass of the input ingots.
|
Fig. 1 Overview of particle fabrication process using a commercial blender. A Field’s Metal ingot is molten in a thixotropic medium and stirred into microdroplets. The shear-thinning behavior of the thixotropic medium allows for the staticstate solidification of the microdroplets |
3.1 Relation between shear velocity and particle size
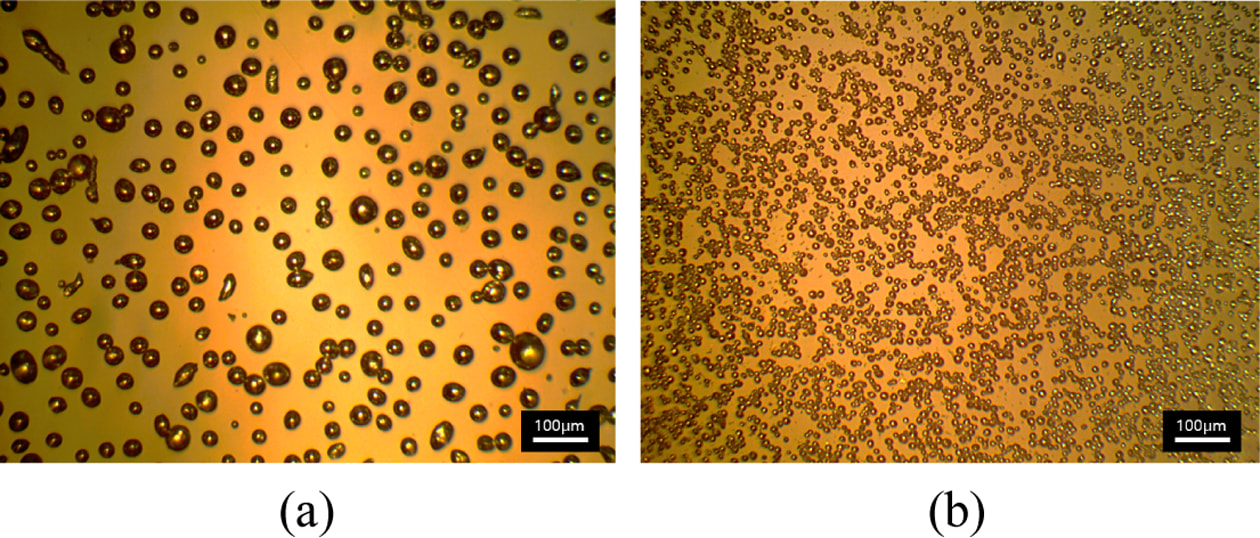
Fig. 2 presents the optical microscopic images of Field’s Metal microparticles, confirming their spherical shape and the absence of residual corn starch after washing. Fig. 2a shows microparticles are formed at 4000 rpm, while Fig. 2b represents microparticles are formed at 16000 rpm. These images clearly illustrate that as the shear velocity increases, the particle diameter decreases. The precise quantitative data regarding particle size can be found in Fig. 3.
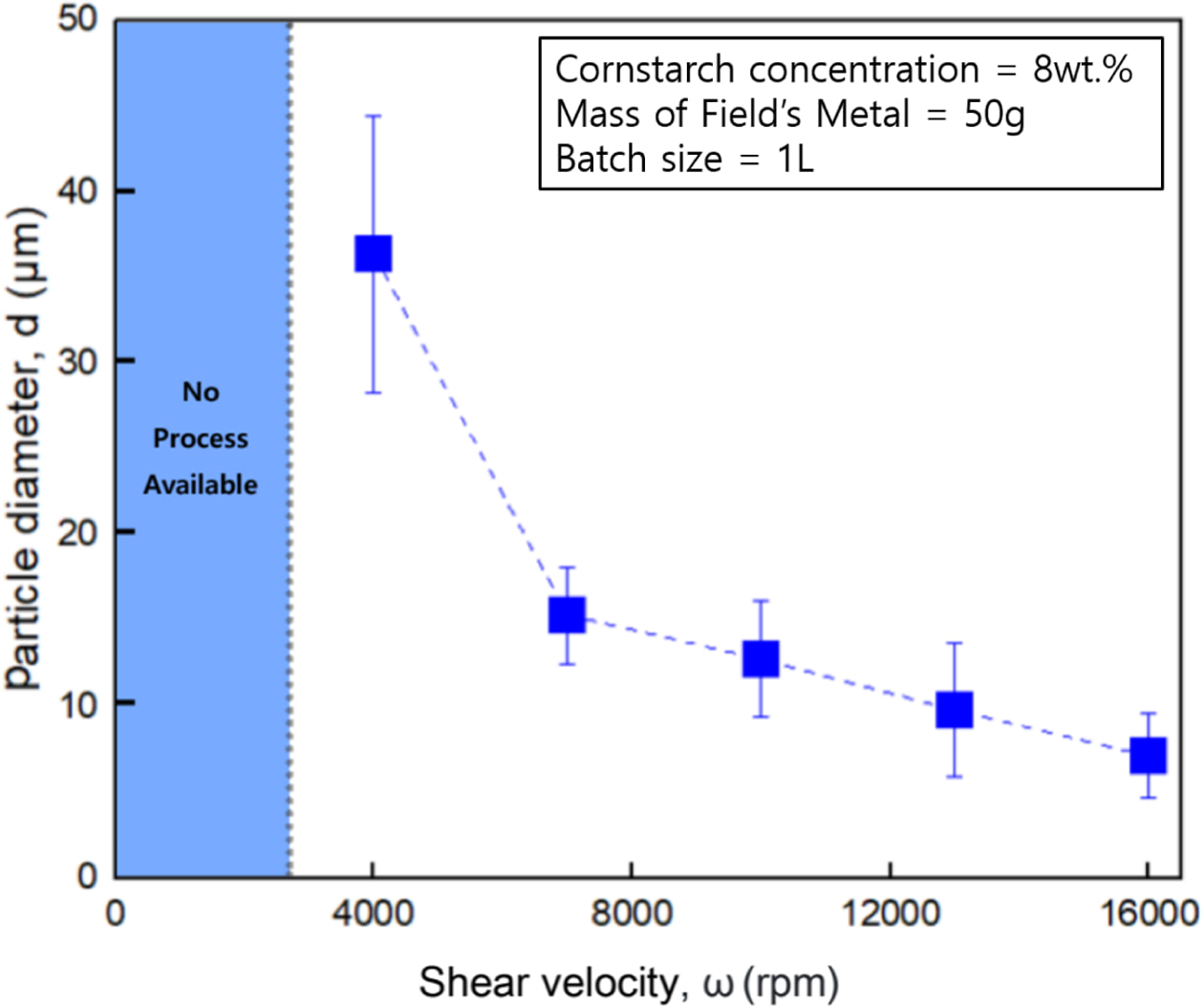
While the results confirm that particle size decreases with increasing shear velocity, it is also observed that the rate of size reduction gradually diminishes. This phenomenon is likely due to shear stress saturation [22] and the increased strength of particles as their size decreases. When the shear velocity exceeds a certain critical value, shear stress saturation occurs, reducing the efficiency of shear stress transfer, making additional energy input less effective in further decreasing particle size.
Additionally, as the particle size decreases, the Hall–Petch effect comes into play, leading to an increase in the force required for further particle fragmentation. The Hall–Petch effect [28] states that as grain size decreases, material strength increases, making it more resistant to further deformation. As a result, beyond a certain point, the energy required to break the particles surpasses the available shear energy, limiting further reduction in particle size.
3.2 Effect of Cornstarch Concentration on particle size
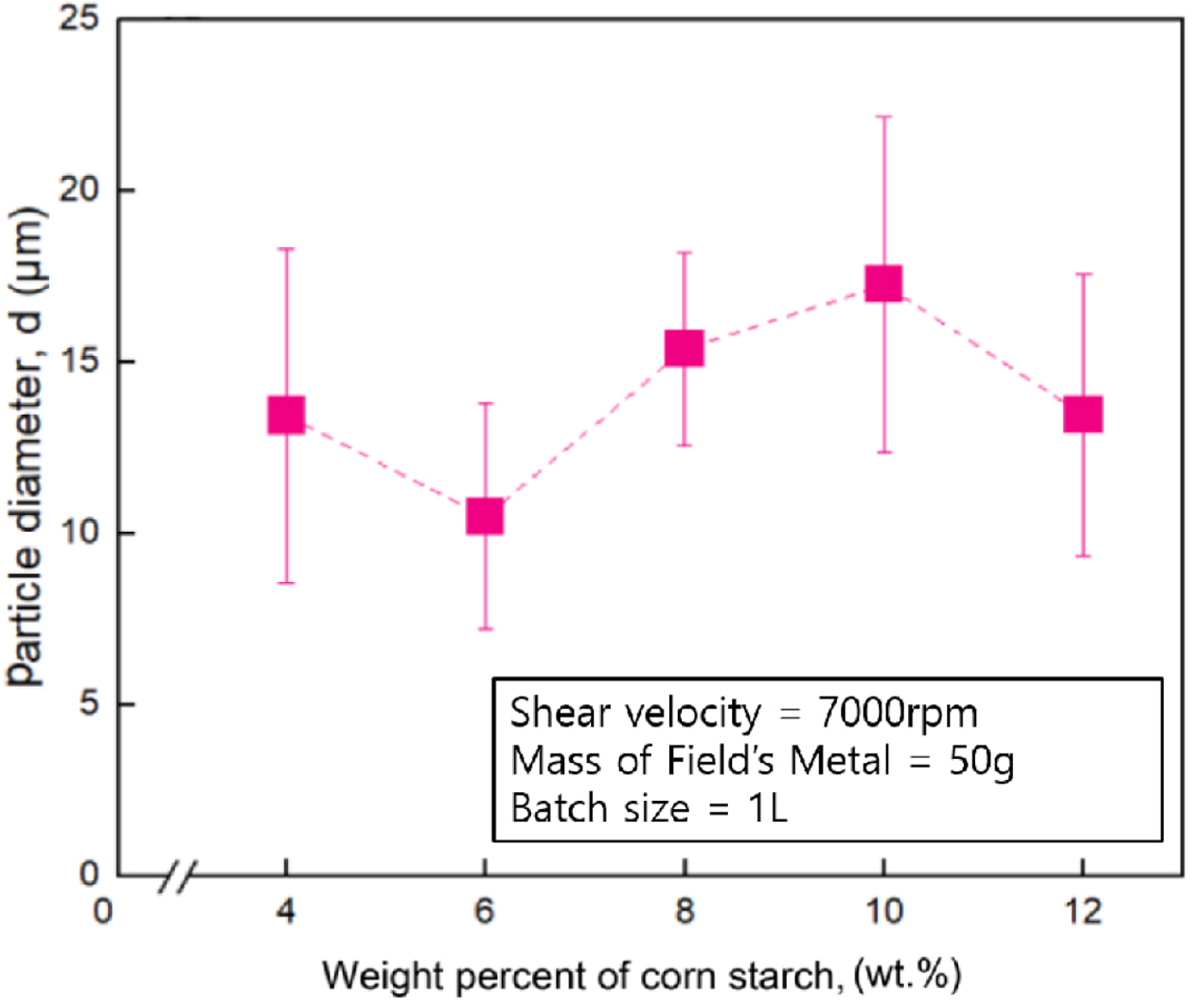
Fig. 4 presents particle diameter as a function of starch concentration. The particle size decreases from 4 wt.% to 6 wt.%, increases between 6 wt.% and 10 wt.%, and then decreases gain beyond 10 wt.%. This suggests that a transition zone exists between 6 wt.% and 8 wt.%, where the medium properties shift from viscous-dominated to elastic-dominated behavior. This transition is supported by the non-monotonic trend in particle size and the known viscoelastic characteristics of starch solutions, where increasing concentration leads to higher elasticity, affecting shear force transmission [29,30].
The shear field refers to the deformation of FM particles under applied shear stress. In a viscous state, deformation is continuous under external force, allowing the material to flow like a fluid. In contrast, in an elastic state, deformation is temporary, and once stress is removed, the material returns to its original shape. In cornstarch solutions, starch particles are dispersed in water [31]. At low concentrations, the solution flows easily, while at higher concentrations, denser particle packing and increased friction lead to an elastic-dominant response [32,33].
The experiment confirms that 6 wt.%–8 wt.% marks the transition range for optimal particle miniaturization. While further size reduction may be possible at higher concentrations, increasing concentration beyond this range poses challenges for process stability, efficiency, and shear force transmission. Considering these factors, 6 wt.%–8 wt.% is identified as the optimal concentration range for balancing particle size reduction and process feasibility.
3.3 Yield analysis for exploring mass production feasibility
For FM chunk masses of 125 g, 250 g, and 500 g, the raw yields are 95.2%, 95.6%, and 96.2%, respectively. Losses are attributed to particles adhering to the blender walls, making them difficult to collect, and particles not fully recovered during the washing process. The mass loss per unit mass remains nearly constant across different FM chunk masses.
Regarding particle circularity, the experiments demonstrate that the proportion of particles exceeding the circularity of 0.8 is highest when using an FM chunk mass of 125 g, with 96.6% of the particles meeting this criterion. In contrast, for 250 g and 500 g FM chunk masses, 91.0% and 91.5% of the particles, respectively, have a circularity above 0.8. The reduction in the proportion of highly spherical particles at higher FM chunk masses is likely due to more frequent particle collisions during processing, leading to deformation. These results suggest the existence of a critical mass range between 125 g and 250 g, beyond which particle uniformity decreases.
The practical yield is determined by multiplying the raw yield by the proportion of particles with a circularity above 0.8, as shown in Fig. 5. The final yields are 92.0% for 125 g, 87.0% for 250 g, and 88.0% for 500 g, indicating that while raw yields are high across all masses, the highest quality particles in terms of sphericity are obtained at the 125 g mass.
In summary, for mass production of FM microparticles with optimal sphericity, an FM chunk mass of 125 g per liter of medium is recommended. This FM chunk mass optimally balances high yield and particle uniformity, while also minimizing material loss and ensuring the production of high-quality spherical particles.
3.4 Fe embedded FM particles
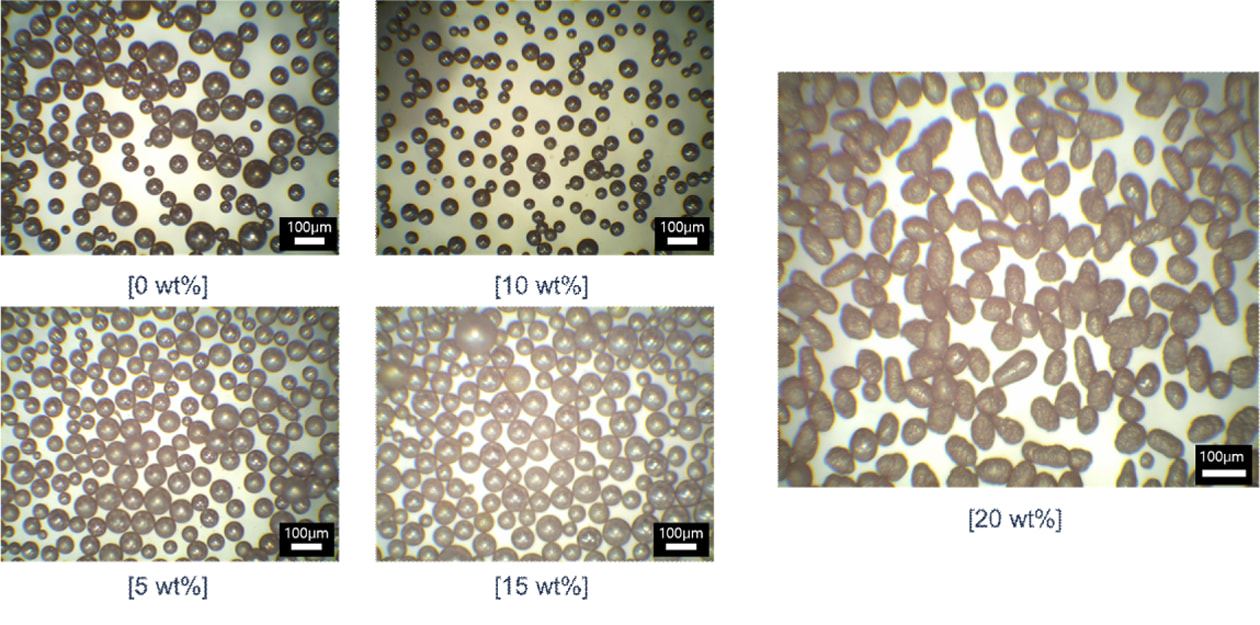
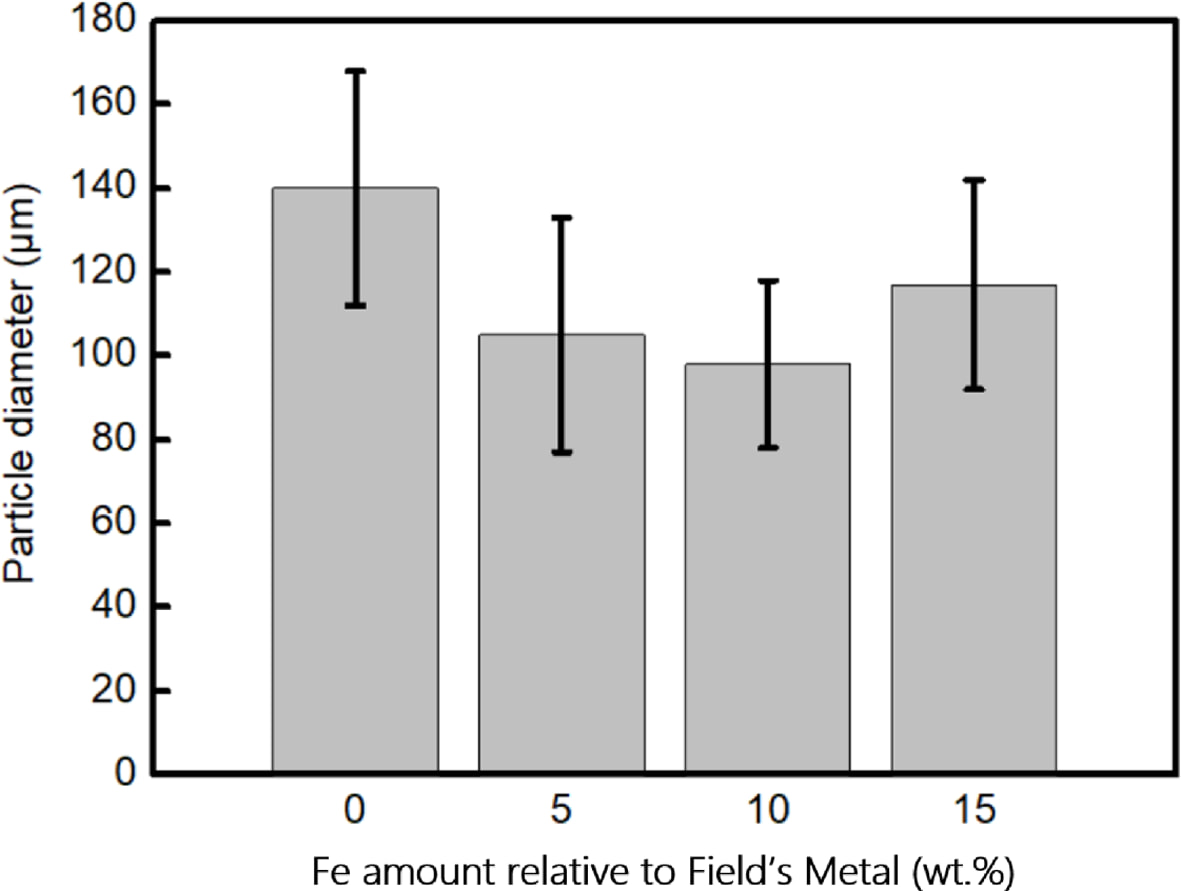
Microscopic examination confirms the successful formation of well-defined, generally spherical particles across all tested Fe concentrations (Fig. 6). A key observation from the morphological analysis is the consistency in particle dimensions. As shown in Fig. 7, quantitative measurements of particle radius exhibit no statistically significant variation as a function of Fe content. This dimensional uniformity is critical as it demonstrates the robustness of the fabrication process and ensures that variations in ferromagnetic properties can be systematically studied without introducing confounding effects such as changes in particle packing density or resin flow behavior during subsequent composite manufacturing.
|
Fig. 2 Optical micrographs of Fields Metal particles fabricated with different conditions. (a) Particles fabricated at 4000 rpm with the average particle diameter of 36.4 μm. (b) Particles fabricated at 16000 rpm with the average particle diameter of 7.2 μm |
|
Fig. 3 Effects of shear velocity on the diameter of Field’s Metal particles. As the RPM of shear velocity is increased in the cornstarch medium, the particle size decreases |
|
Fig. 4 Effects of the viscosity of the medium, represented as the weight loading of corn starch, on the diameter of Field’s Metal particles. The particle size does not consistently decrease with increasing concentration and a minimum is obtained at 6 wt.% |
|
Fig. 5 The process yields depending on the input loading of bulk Field’s Metal. The yields are higher than 87% with the highest value obtained at 125 g |
|
Fig. 6 Optical micrographs of Fe embedded FM particles. The particles tend to possess spherical shape before the weight fraction of the Fe is less than 15 wt.% |
|
Fig. 7 Quantitative analysis of Fe-FM particle radius as a function of iron (Fe) weight percentage. The data show consistent average particle size across all concentrations, indicating a stable fabrication process |
In this study, we investigate the emulsion process in a thixotropic medium using a commercially available blender, conducting stepwise experiments to evaluate the effects of various parameters on FM particle size and yield. First, the shear velocity of the blender is divided into five levels, and the particle size of the resulting products is measured. The results indicate a decreasing particle size trend with increasing shear velocity, eventually converging towards a stable value. Second, we vary the concentration of corn starch across five levels while maintaining the shear velocity at 7000 rpm, the condition is identified as optimal from the first experiment. The smallest particles are obtained at a concentration of 6 wt.%, which we attribute to a transition in the medium’s rheological properties from viscous to elastic, leading to the suppression of shear strain. Finally, we assess the yield of spherical particles by varying the mass of FM chunks. The results reveal that introducing excessive FM chunks lead to increased collisions between particles, which negatively impacts their circularity. The optimal yield is achieved when 125 g of FM chunks are added to 1 L of the medium. Through these experiments, we identify the influence of key parameters on FM particle formation and establish conditions for the stable production of micro-sized spherical particles.
This study is supported by the National Research Foundation of Korea (NRF) (No. 2022R1F1A1074396).
- 1. Mody, V., Siwale, R., Singh, A., and Mody, H., “Introduction to metallic nanoparticles,” J Pharm Bioallied Sci, 2(4), 2010, 282.
-

- 2. Chiew, C., Morris, M.J., and Malakooti, M.H., “Functional liquid metal nanoparticles: Synthesis and applications,” Mater Adv, 2(24), 2021, 7799-7819.
-
- 3. Nguyen, Q.K., Deng, F., and Zhang, P., “Temperature and rate dependent constitutive behaviors of low melt Field’s metal,” Extrem Mech Lett, 37, 2020, 100697.
-
- 4. Zhang, D.L., “Processing of advanced materials using high-energy mechanical milling,” Prog Mater Sci, 49(3-4), 2004, 537-560.
-
- 5. Arbain, R., Othman, M., and Palaniandy, S., “Preparation of iron oxide nanoparticles by mechanical milling,” Miner Eng, 24(1), 2011, 1-9.
-
- 6. Okuyama, K., Ushio, R., Kousaka, Y., Flagan, R.C., and Seinfeld, J.H., “Particle generation in a chemical vapor deposition process with seed particles,” AIChE J, 36(3), 1990, 409-419.
-
- 7. Liu, W., Liu, D., Zhang, Y., and Li, B., “Numerical investigation of particle size distribution, particle transport and deposition in a modified chemical vapor deposition process,” Powder Technol, 407, 2022, 117616.
-
- 8. Sheth, T., Seshadri, S., Prileszky, T., and Helgeson, M.E., “Multiple nanoemulsions,” Nat Rev Mater, 5(3), 2020, 214-228.
-
- 9. Rosca, I.D., Watari, F., and Uo, M., “Microparticle formation and its mechanism in single and double emulsion solvent evaporation,” J Control Release, 99(2), 2004, 271-280.
-
- 10. Kim, S.Y., Lim, T.W., Sottos, N.R., and White, S.R., “Manufacture of carbon-fiber prepreg with thermoplastic/epoxy resin blends and microencapsulated solvent healing agents,” Compos Part A Appl Sci Manuf, 121, 2019, 365-375.
-
- 11. Kim, S.Y., Liu, S., Sohn, S., Jacobs, J., Shattuck, M.D., O’Hern C.S., et al. “Static-state particle fabrication via rapid vitrification of a thixotropic medium,” Nat Commun, 12, 2021, 3768.
-
- 12. Mewis, J., and Wagner, N.J., “Thixotropy,” Adv Colloid Interface Sci, 147-148, 2009, 214-227.
-
- 13. hah, R.K., Shum, H.C., Rowat, A.C., Lee, D., Agresti, J.J., Utada, A.S., et al. “Designer emulsions using microfluidics,” Mater Today, 11(4), 2008, 18-27.
-
- 14. Bremond, N., and Bibette, J., “Exploring emulsion science with microfluidics,” Soft Matter, 8(41), 2012, 10549.
-
- 15. Zhu, Z., and Yang, C.J., “Hydrogel droplet microfluidics for high-throughput single molecule/cell analysis,” Acc Chem Res, 50(1), 2017, 22-31.
-
- 16. Stavis, S.M., Fagan, J.A., Stopa, M., and Liddle, J.A., “Nanoparticle Manufacturing-Heterogeneity through Processes to Products,” ACS Appl Nano Mater, 1(9), 2018, 4358-4385.
-
- 17. Lipchitz, A., Imbert, T., and Harvel, G.D., “Investigation of fluid dynamic properties of liquid Field’s metal,” Am. Soc. Mech. Eng. Power Div. Power, vol. 2, 2013.
-
- 18. Schmitt, F., Piccin, O., Barbé, L., and Bayle, B., “Soft robots manufacturing: A review,” Front Robot AI, 2018, 5.
-
- 19. Spanos, I., Stevens, C.J., Vallechi, A., McGhee, J., and Whittow, W., “Fabricating 3D Metamaterials via Field’s Metal Injection,” Mediterr Microw Symp, vol. 2022, May, 2022.
-
- 20. Nordlund, M., Fernberg, S.P., and Lundström, T.S., “Particle deposition mechanisms during processing of advanced composite materials,” Compos Part A Appl Sci Manuf, 38(10), 2007, 2182-2193.
-
- 21. Awoyera, P.O., Olalusi, O.B., and Iweriebo, N., “Physical, strength, and microscale properties of plastic fiber-reinforced concrete containing fine ceramics particles,” Materialia, 15, 2021, 100970.
-
- 22. huaikang, W., Chen, Y., and Fang, Z., “Research on the Particle Breakage Mechanism in High-Speed Shear Wet Granulation,” Processes, 2023, 11, 989.
-
- 23. Ai, Y., and Jane, J.L., “Gelatinization and rheological properties of starch,” Starch/Staerke, 67(3-4), 2015, 213-224.
-
- 24. ako, M., Tamaki, Y., Teruya, T., and Takeda, Y., “The Principles of Starch Gelatinization and Retrogradation,” Food Nutr Sci, 5(03), 2014, 280-291.
-
- 25. Abd El Aty, A.A., and Mostafa, F.A., “Production and characterization of fungal α-amylase from marine Alternaria alternata utilizing lignocellulosic wastes and its application,” Res J Pharm Biol Chem Sci, 6(3), 2015, 813-825.
-
- 26. Venneker, B.C.H., Derksen, J.J., and Van den Akker, H.E.A., “Turbulent flow of shear-thinning liquids in stirred tanks-The effects of Reynolds number and flow index,” Chem Eng Res Des, 88(7), 2010, 827-843.
-
- 27. Wu, J., Graham, L.J., and Mehidi, N.N., “Estimation of agitator flow shear rate,” AIChE J, 52(7), 2006, 2323-2332.
-
- 28. Yu, H., Xin, Y., Wang, M., Liu, Q., “Hall-Petch relationship in Mg alloys: A review,” J Mater Sci Technol, 34(2), 2018, 248-256.
-
- 29. Ko, J., Seo, H.B., Lee, J., Kim, S.Y., and Lee, S.Y., “Scalable processing parameters to fabricate silicon elastomer microparticles using a blade-free planetary mixer with a thixotropic medium,” Colloids Interface Sci Commun, 57, 2023, 100756.
-
- 30. Miyazaki, K., Wyss, H.M., Weitz, D.A., and Reichman, D.R., “Nonlinear viscoelasticity of metastable complex fluids,” Europhys Lett, 75(6), 2006, 915-921.
-
- 31. Istenič, E., and Brojan, M., “Fluid flow during phase transition: From viscous fluid to viscoelastic solid via variable-order calculus,” Phys Fluids, 35, 2023, 123103.
-
- 32. Cho, H., Lee, J., Hong, S., and Kim, S., “Bulletproof performance of composite plate fabricated using shear thickening fluid and natural fiber paper,” Appl Sci, 10(1), 2019, 88.
-
- 33. Fall, A., Bertrand, F., Ovarlez, G., and Bonn, D., “Shear thickening of cornstarch suspensions,” J Rheol (N Y N Y), 56(3), 2012, 575-591.
-
 This Article
This Article
-
2026; 39(3): 267-272
Published on Jun 30, 2026
- 10.7234/composres.2026.39.3.267
- Received on Mar 29, 2026
- Revised on Apr 10, 2026
- Accepted on May 30, 2026
Services
- Abstract
1. introduction
2. materials and experimental methods
3. result and discussion
4. conclusions
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Sang Yup Kim
-
* Department of Mechanical Engineering, Sogang University, Seoul 04107, Republic of Korea
- E-mail: sangyupkim@sogang.ac.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr