





- Comparative Study of Satellite Performance Based on the Large Satellite Main Structure
Dong-Geon Kim*, Min-Joo Kwak*, Hyun-Cheol Shin*, Hyun-Soo Kim*, Kyung-Rae Koo*† , Jae-Wook Pak**, Su-bin Jang**
* Satellite Mechanical Team, Hanwha Systems
** Space & Defense Development Division, Spacepro- 대형 위성체 주구조물 형상에 따른 위성체 성능 비교 분석
김동건* · 곽민주* · 신현철* · 김현수* · 구경래*† · 박재욱** · 장수빈**
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
With the increasing global demand for satellites for various missions, including communications, observation, and military security, the development of next-generation high-performance large satellites—which are increasing in size and weight—is essential to perform high-performance missions. For large satellites, the development of structures incorporating advanced design and manufacturing technologies is required to ensure structural safety in launch environments, as their shape and weight increase compared to other satellites. In this paper, after assuming the shape and weight of a large satellite, a comparative analysis of manufacturability and structural performance was conducted based on four structural configurations primarily applied as the main structures of the satellite system. When flat panels, which offer excellent manufacturability, are applied as the main structures, optimization of the load transfer path from the launch vehicle is required. Furthermore, a central cylindrical structure, which ensures continuity at the connection point between the satellite and the launch vehicle, can effectively enhance the structural performance of large satellites. Among them, it is believed that if the design and manufacturing technologies for main structures utilizing composite lattice structures are advanced and applied to next-generation high-performance large satellites, the structural performance of large satellite bodies can be secured very efficiently.
전 세계적으로 통신, 관측 및 군사 안보 등 다양한 임무를 위한 위성체에 대한 수요가 증가하며, 고성능의 임무를 수행하기 위해서는 크기 및 무게가 증가되는 차세대 고성능 대형 위성에 대한 개발이 필수적이다. 대형 위성의 경우 타 위성 대비 증가되는 형상 및 무게에 따라 가혹한 발사 환경에 대한 구조안전성을 확보하기 위해 고도화된 설계 및 제작 기술이 반영된 구조물에 대한 개발이 요구된다. 본 논문에서는 대형 위성체에 대해 형상 및 구성품 별 무게를 가정한 후, 위성체 구조계의 주구조물로 주로 적용되는 4가지 형상의 구조 형상을 기준으로 제작성 및 구조 성능에 대한 비교 분석을 수행하였다. 제작성이 우수한 평판형 패널을 주구조물로 적용할 경우 발사체로부터 전달되는 하중 전달경로에 대한 최적화가 필요하며, 위성체-발사체 간 접속부의 연속성을 확보하는 중앙 원통형 구조의 경우 효과적으로 대형 위성의 구조 성능을 향상시킬 수 있다. 그 중 복합재 격자형 구조를 적용하는 주구조물에 대해 설계 및 제작 기술을 고도화 하여 차세대 고성능 대형 위성에 적용할 경우 매우 효율적으로 대형 위성체 구조 성능을 확보할 수 있을 것으로 판단된다.
Keywords: 위성 구조체(Satellite structure), 주 구조물(Main structure), 허니콤 샌드위치 복합재(Honeycomb sandwich composite), 격자형 구조물(Lattice structure)
전 세계적으로 통신, 관측 및 군사 안보 등 다양한 목적을 위한 고성능의 위성체에 대한 수요가 급속히 증가하며, 위성체에 대한 개발 기술이 고도화 되고 있다.
일반적으로 위성체의 무게를 기준으로 500 kg 이하의 위성은 소형 위성, 500~1,000 kg의 위성은 중형 위성, 1,000 kg 이상의 위성은 대형 위성으로 분류된다.
최근 우주 산업은 개발도상국과 민간 부문을 중심으로 저비용에 개발이 가능한 소형 위성에 대한 수요도 증가하고 있다. 하지만 소형 위성 대비 고정밀 관측, 대용량 통신, 및 장기간 임무 수행이 가능한 중-대형 위성에 대한 역할은 여전히 중요하며, 이를 위한 체계적인 기술 확보 및 설계 고도화가 지속적으로 요구되고 있다.
위성체는 가혹한 발사환경에 대한 구조안전성을 확보해야할 뿐만 아니라 발사 비용을 절감하며 성능을 확보할 수 있는 경량화가 핵심 기술이다. 현재 위성체의 구조 설계 기술은 국-내외로 상당히 고도화 되어 있으나, 차세대 고성능의 경량 위성을 개발하기 위해서는 보다 성능이 우수한 위성체 구조에 대한 개발 및 선진 기술 접목이 필요하다[1-3].
위성체 본체 구조부는 Fig. 1과 같이 발사체와의 접속을 위한 어댑터 구조, 위성체의 임무를 위한 전자장비 등의 탑재체를 장착하기 위한 패널 및 프레임 구조, 패널 위성체의 주요 하중을 전달하는 주구조물로 구성된다.
위성체는 발사체에 탑재된 이후 발사 및 운용 임무를 수행하는 동안 진동, 열 하중 등 가혹한 환경에 노출된다. 위성체 구조부는 특히 발사 환경에 대한 구조 건전성을 확보해야 하며, 발사 환경에 의한 하중은 주로 발사체와 위성체가 통합되는 어댑터 구조를 통해 전달된다.
어댑터 구조를 통해 전달되는 하중은 위성체의 구조 형상에 따라 위성체 측면 구조물 및 탑재체 등으로 하중이 전달되며, 이러한 하중 전달 경로를 고려하여 어댑터 구조 인근에 주구조물을 배치하여 주요 하중에 대한 건전성을 확보해야 한다. 이에 따라 중대형 위성의 경우 위성의 임무 및 성능에 따라 Fig. 2, 3과 같이 다양한 형상의 구조로 구성된다[4,5].
본 연구에서는 고성능 차세대 중-대형 위성의 개발을 목표로, 다양한 본체 주구조물 개발 방안을 제시한다. 각 방안에 대한 구조 성능을 정량적으로 비교함과 동시에 제작성 검토를 수행하여 향후 고성능 중-대형 위성 개발을 위한 구조 선진 기술 확보 방향을 제시하고자 한다.
|
Fig. 1 Satellite Structure Component |

|
Fig. 2 Satellite Main Structure Reference – Meteosat (Monocoque Type Structure) |
|
Fig. 3 Satellite Main Structure Reference – Lisa Pathfinder (Central Cylinder Type) |
2.1 중대형 위성체 형상 및 무게 가정
본 논문에서는 위성체 본체 및 주구조물의 설계 형상을 변수로 선정하였으며, 설계 변수에 따른 위성체의 성능을 비교 및 분석하기 위해 위성체 중량, 크기 및 구성을 다음과 같이 가정하였다.
일반적인 중대형 위성을 기준으로 탑재체를 포함한 위성체의 총 중량은 2,000 kg로 가정하였으며, 위성체 본체의 크기는 가로-세로 약 2.0 m, 높이 약 3.0 m로 가정하였다.
탑재체의 경우 위성의 임무 및 특성을 기준으로 형상 및 중량이 결정되어 무게를 특정할 수 없으므로, 본 논문에서는 위성체의 총 중량 대비 약 35%의 무게를 갖는 집중 질량으로 가정하였다.
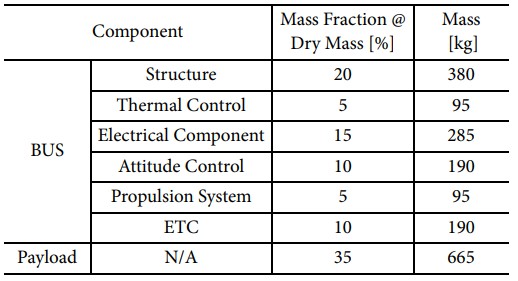
위성체의 추진 및 기동에 적용되는 연료량은 100 kg로 가정하였으며, 연료량을 제외한 위성체의 Dry Mass 1,900 kg를 기준으로 가정된 위성체의 구성품 별 중량 비율 및 무게는 Table 1과 같다[6,7].
구조부 무게는 위성체의 Dry Mass 대비 20%인 380 kg로 가정되었다. 위성체 본체 구조부는 발사체와의 접속을 위한 어댑터 구조, 위성체의 임무를 위한 전자장비 등의 탑재체를 장착하기 위한 패널 및 프레임 구조, 패널 위성체의 주요 하중을 전달하는 주구조물로 구성된다.
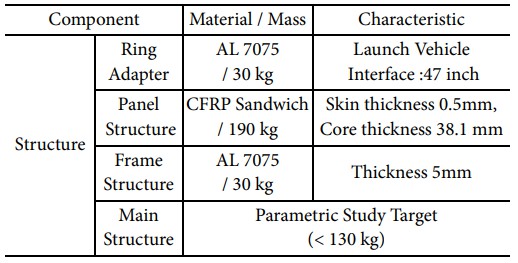
위성체 구조부의 형상은 임무 및 특성에 따라 사각형부터 팔각형까지 다양한 형상이 존재한다. 본 논문에서는 위성체 주요 하중을 지지하는 주 구조물의 특성을 비교하기 위해 위성체는 정사각형 형상으로 가정하였다. 이외 링 어댑터, 패널 및 프레임 구조는 일반적인 위성체의 구조 설계를 바탕으로 주어진 무게 비중을 만족하도록 Table 2와 같이 가정되었다.
주구조물을 제외한 본체 구조부는 동일한 형상으로 가정하였으며, 주구조물은 Fig. 4와 같이 주로 4가지 형상에 대한 변수를 기준으로 각 형상의 주구조물을 갖는 위성체의 구조 및 성능에 대한 비교 분석을 수행하였다[8-10].
2.2 위성체 본체 주구조물 형상 설계
Table 2를 기준으로 가정된 본체 구조부의 설계를 준용하였을 때, 링 어댑터는 30 kg, 상-하부 및 측면 패널 구조부는 190 kg, 프레임 구조부는 30 kg로 계산되었다. 전체 구조부 무게 380 kg 기준으로 할당할 수 있는 주구조물의 무게는 130 kg 이하이며, 해당 무게를 기준으로 각 형상 별 주구조물에 대한 설계를 수행하였다.
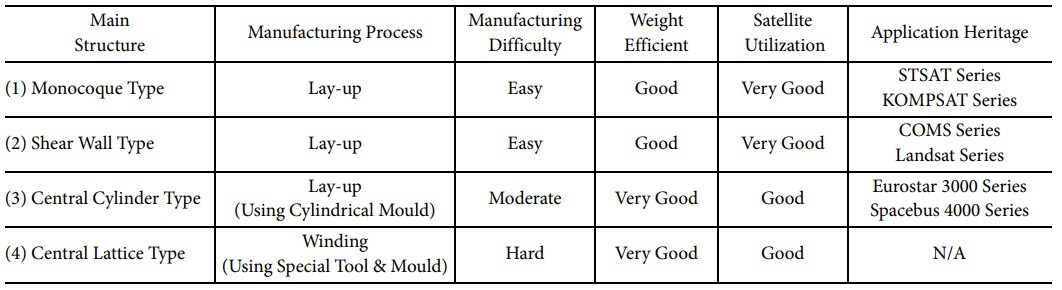
본 논문에서 설계 변수로 선정하여 비교 및 분석하고자 하는 주구조물의 구조 별 특징은 Table 3과 같다.
(1) 모노코크 방식의 주구조물의 경우 별도의 내부 프레임 없이 외부 패널이 주요 하중을 지지하도록 설계된 구조이며, 위성체의 무게를 크게 줄일 수 있고 내부 공간을 확보하기에 매우 유리한 구조이다.
(2) 전단 패널 방식의 주구조물의 경우 주구조물이 주요 하중을 지지하도록 설계된 구조로, 어댑터로부터 전달되는 발사 하중에 대한 하중 전달 경로를 고려하여 위성체 본체 내부를 가로지르는 형상으로 구성된다. 구조 자체의 제작 및 위성체 통합 관점에서는 용이하나, 위성체 내부에 우주추진장치 등 구성품을 탑재하기 위해서는 전단 패널 일부를 Cut-out 하는 등의 설계 검토가 필요한 구조이다.
(3) 중앙 원통형 방식의 주구조물은 가정된 발사체 접속 인터페이스 직경(47 inch, 1194 mm)을 기준으로 하중 전달 경로를 단순화하도록 동일한 직경의 형상을 반영하였다. 특수한 금형 및 체결부를 확보하여 위성체를 통합해야 함에 따른 난이도가 존재하며, 위성체 내부에 탑재되어야 하는 구성품을 고려할 경우 중앙 패널 등을 추가해야 하는 등의 설계 검토가 필요한 구조이다.
(4) 중앙 격자형 방식의 주구조물은 중앙 원통형 방식과 동일하게 접속 인터페이스 직경 형상을 반영한다. 샌드위치 코어 없이 탄소섬유만으로 구조가 제작되며, 특수한 금형 및 공정이 적용되어 제작 난이도가 존재한다. 또한 위성체 구조와의 통합을 위한 체결부를 확보하기 위해서는 국부적인 보강 및 금속 가공품 본딩 등 제작성에 대한 검토가 필요한 구조이다.
(1)~(3) 샌드위치 패널 구조의 경우 주구조물에 할당된 무게 130 kg 이하를 만족하는 수준에서 구조에 대한 제작성을 고려하여 복합재 시트 및 허니콤 코어의 두께를 선정하였다.
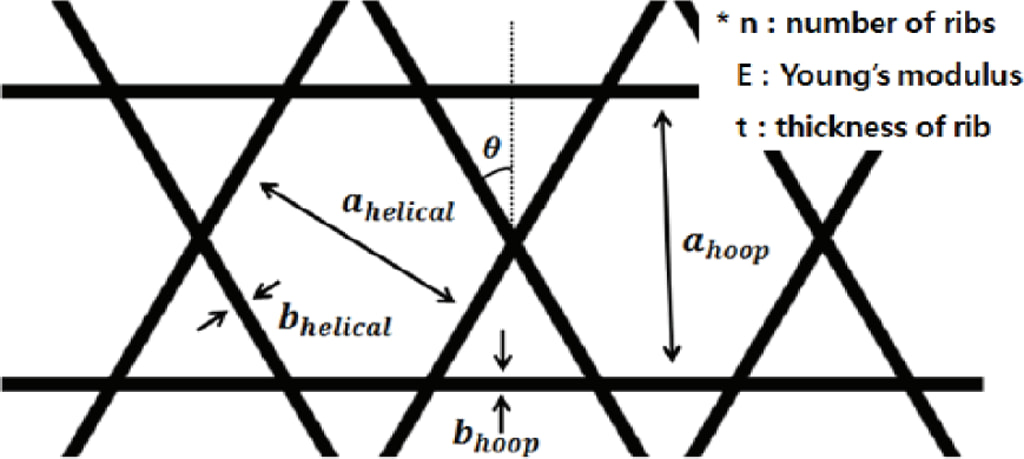
(4) 중앙 격자형 방식 구조의 경우 원주 방향으로 구성된 후프 리브(Hoop Rib)와 특정 각도(q) 방향으로 구성된 헬리컬 리브(Helical Rib), 그리고 리브가 교차하는 노트(Knot)부로 구성된다.
격자형 구조체는 Equation (1)~(3)과 같이 Vasiliev의 설계 이론을 토대로 설계되며, 본 설계 이론은 구조체가 허용할 수 있는 압축 하중에 대해 리브의 각도 및 두께 등을 설계 변수로 복합재의 이방성 특징을 격자의 기하학적 배치로 극대화 할 수 있는 이론이다. 각 수식의 설계 변수는 Fig. 5와 같다[11,12].
위성체 설계 간 적용되는 탄소섬유 복합재는 M55J/ RS36 prepreg(E1 = 313 Gpa, Density = 1910 kg/m3), 허니콤 코어는 PAMG-3/16-Al 5056(G31 = 0.59 GPa, G23 = 0.26 GPa, Density = 70 kg/m3), 금속재는 AL 7075를 선정하였으며, 각 소재의 물성은 제조사의 Technical Data Sheet을 기준으로 적용하였다.
모노코크 방식의 구조는 3 inch 두께의 허니콤 코어의 상-하단부에 10 ply의 적층 구조를 갖는 샌드위치 패널 구조를 선정하였으며, 전단 패널 방식의 구조는 2 inch 두께의 허니콤 코어의 상-하단부에 10 ply의 적층 구조로 선정하였다.
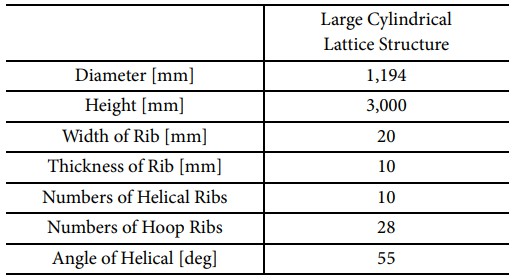
중앙 원통형 방식의 구조는 2 inch 두께의 허니콤 코어의 상-하단부에 5 ply의 적층 구조로 선정하였으며, 중앙 격자형 방식의 구조는 리브 폭 20 mm, 두께 10 mm의 구조로 선정되었다. 격자형 구조의 각 변수 별 설계 결과는 Table 4와 같다.
본 논문에서는 각 주구조물 형상 별 3-4가지의 설계 안을 도출하였으며, 각 형상 별 구조의 무게 및 성능을 분석하였다.
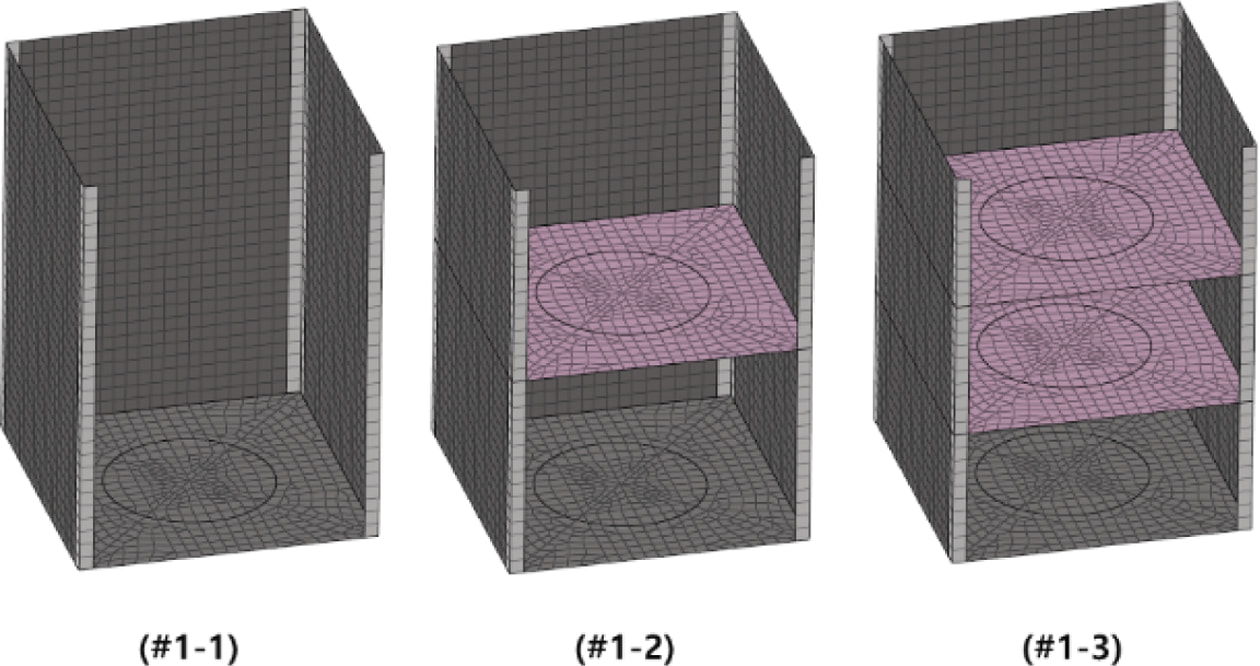
(1) 모노코크 방식 구조의 경우 Fig. 6과 같이 측면 패널만으로 이루어진 구조 및 중단부에 격벽 구조를 포함하는 구조로 3가지 형상 안을 도출하였다.
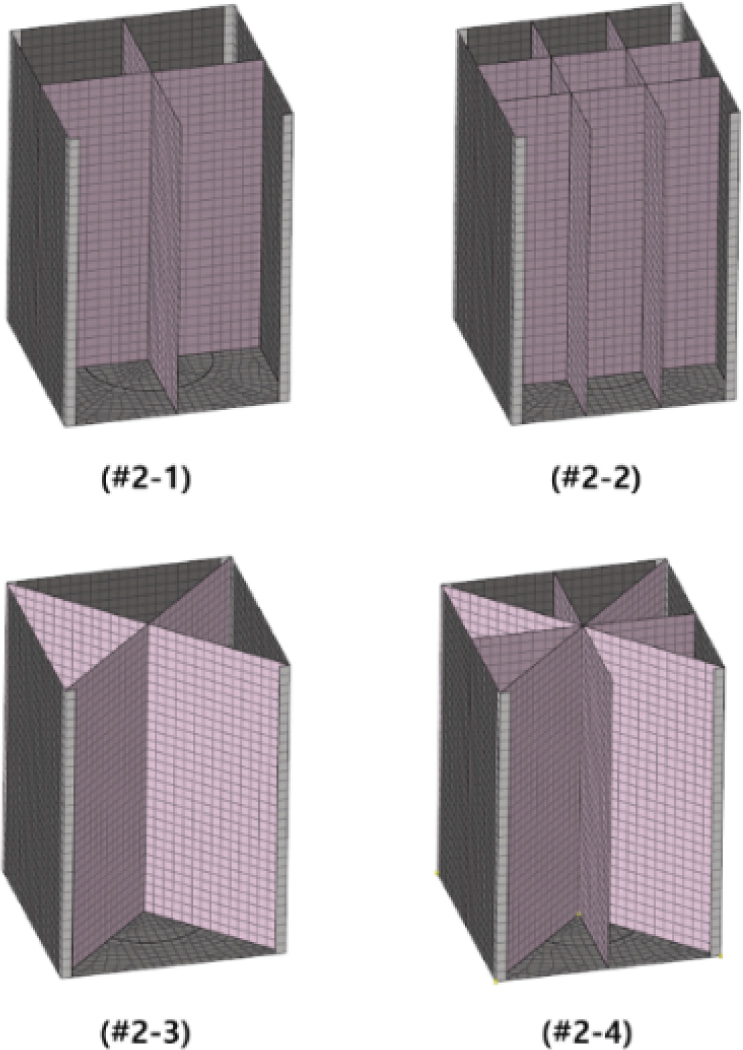
(2) 전단 패널 방식 구조의 경우 사각형의 위성체 형상을 고려하여 평행한 방향 및 대각선 방향의 전단 패널을 포함하는 구조로 4가지 형상 안을 도출하였다.
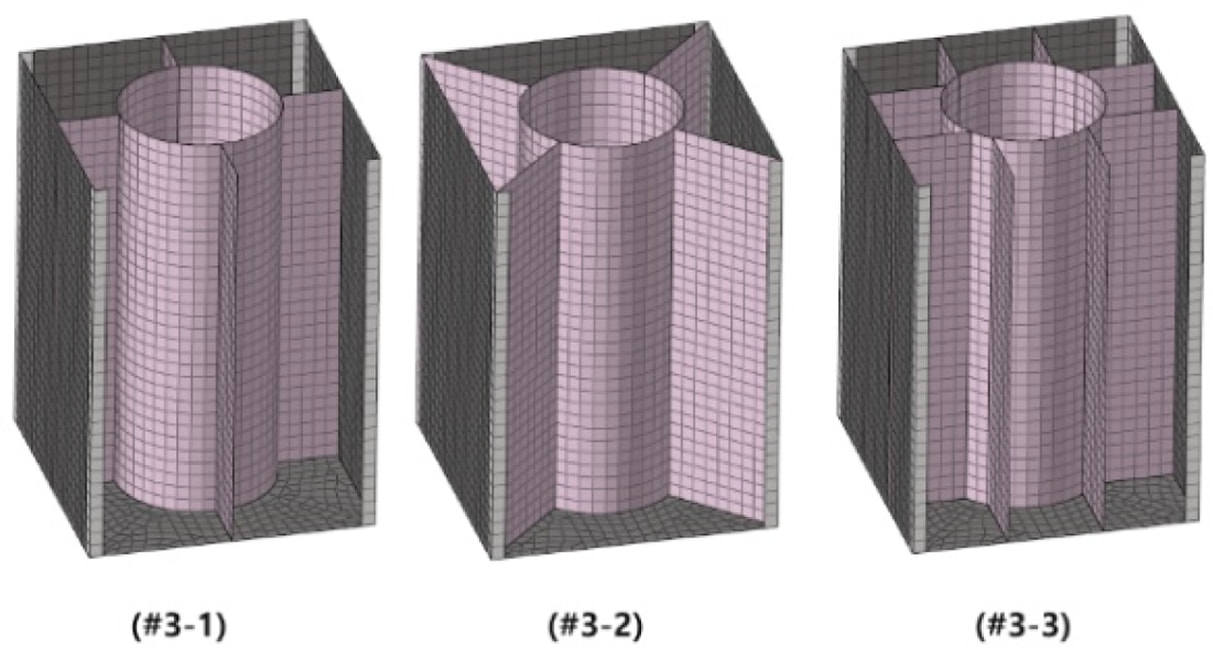
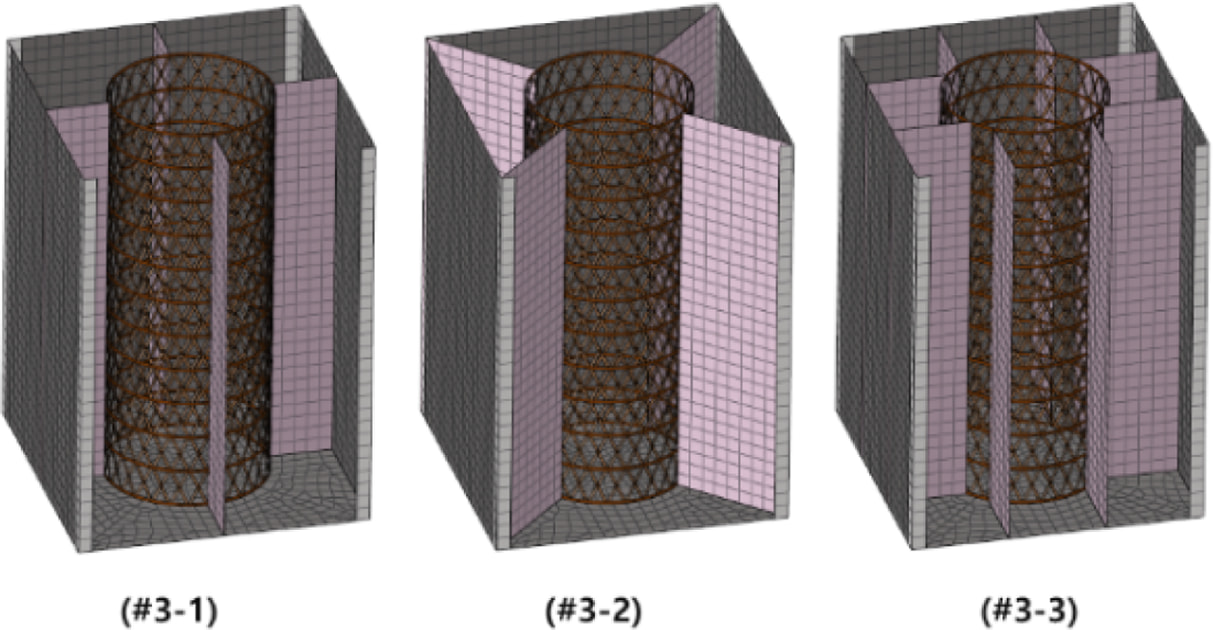
(3, 4) 원통형 및 격자형 방식 구조의 경우 위성체의 어댑터 직경과 동일한 형상을 기준으로 측면 패널과의 통합을 위한 추가적인 전단 패널을 포함하는 구조로 각 3가지 형상 안을 도출하였다.
2.3 위성체 본체 주구조물 제작 공정
본 논문에서 선정한 주구조물의 형상 별 제작 공정은 크게 3가지로 구분된다.
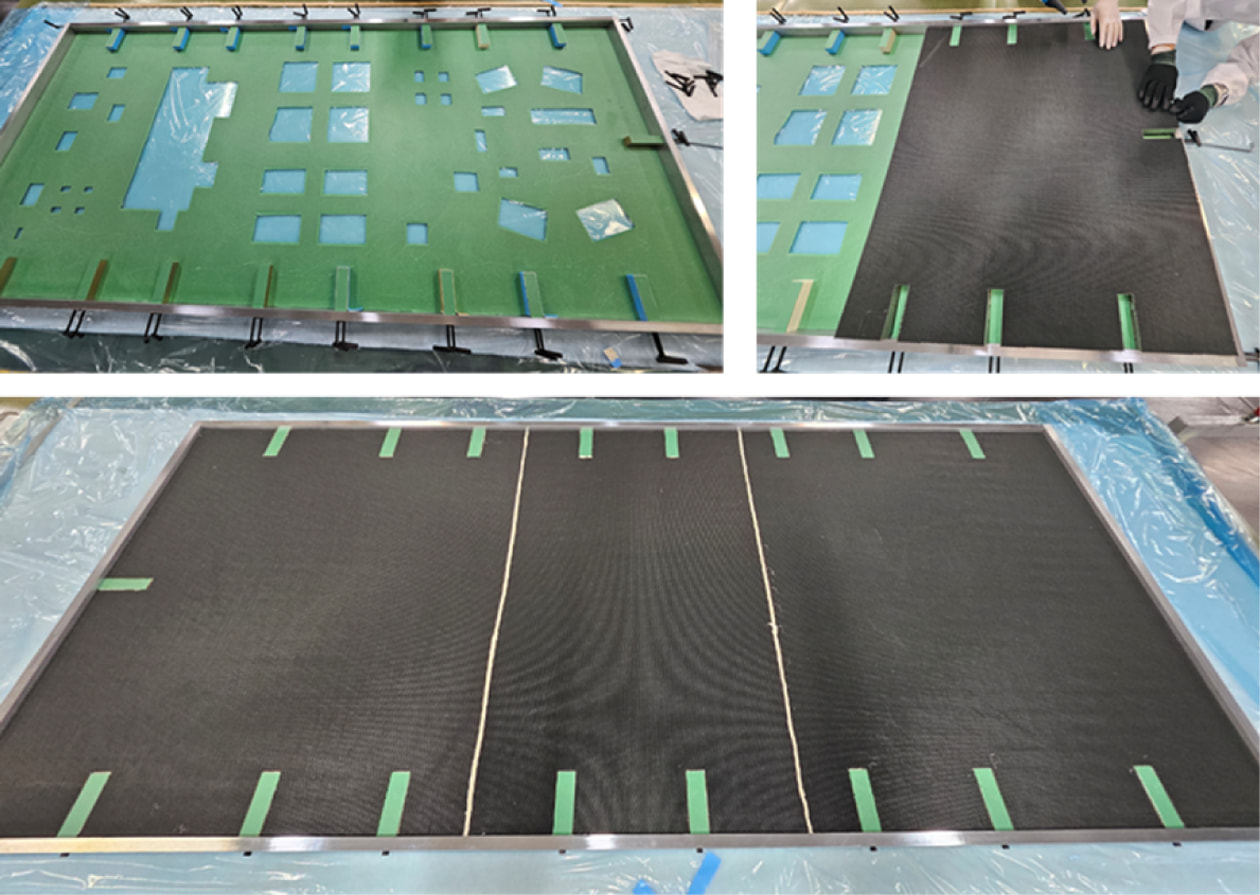
모노코크 및 전단 패널 방식으로 적용되는 평판형 샌드위치 패널 구조는 Fig. 10, 11과 같이 평판형 금형에 수지가 함침 된 탄소섬유 프리프레그를 적층 각도를 준용하여 적층한 후, 탄소섬유 시트 사이에 허니콤 코어를 배치하여 성형하는 방식이다. 평판형 샌드위치 패널 구조는 적용되는 소재 특성과 구조물의 허용 공차 및 가공성을 고려하여 탄소섬유 시트와 허니콤 코어를 동시에 경화하는 Co-Curing 공정과 미리 경화된 탄소섬유 시트와 Adhesive Film을 통해 허니콤 코어를 접착하는 Secondary-Bonding 공정으로 제작할 수 있다.
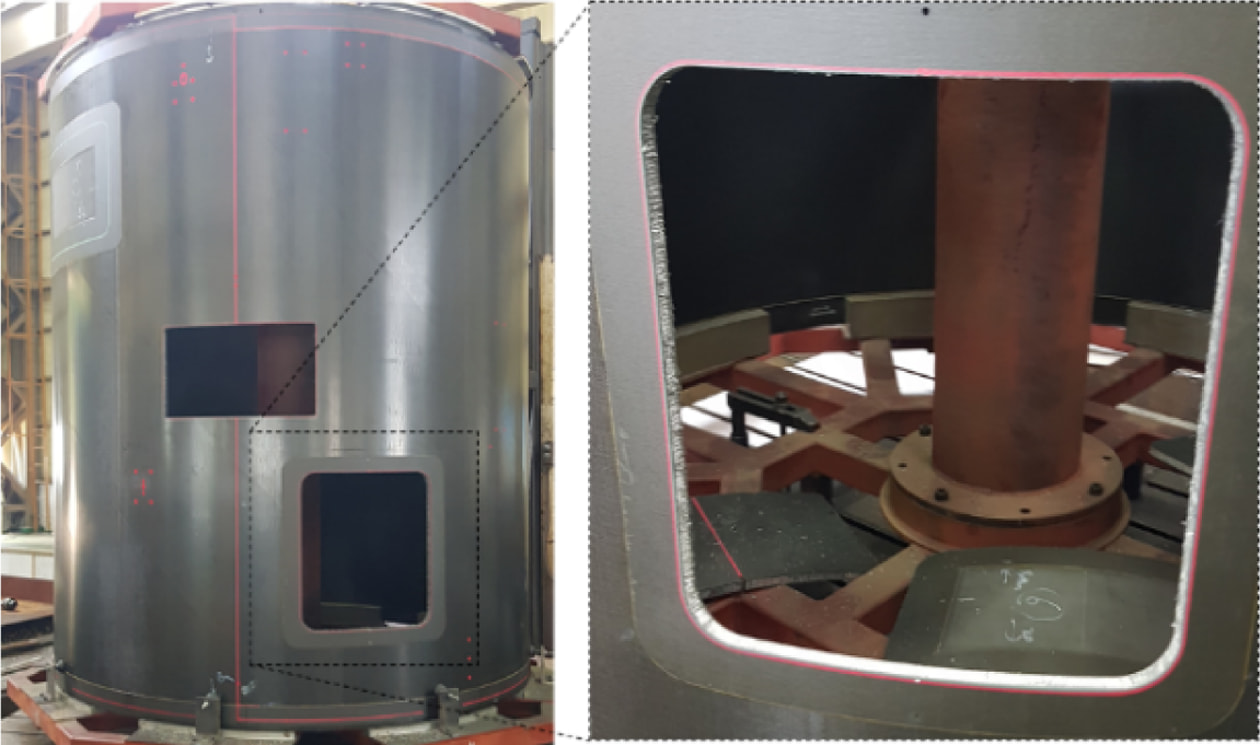
중앙 원통형 방식으로 적용되는 원통형 샌드위치 패널 구조는 평판형 구조의 샌드위치 패널과 달리 성형된 탄소섬유 시트과 코어를 접착하는 Secondary-Bonding 공정을 적용하기 어려움에 따라 Co-Curing 공정으로 제작된다. Fig. 12와 같이 대형 원통형 금형에 이형처리를 수행한 후, 프리프레그를 적층 각도를 준용하여 적층한다. 이후 허니콤 코어를 배치한 후 다시한번 프리프레그를 적층하여 대형 구조를 성형한다. 이때 성형된 제품과 원통형 금형과의 탈형을 고려한 금형 설계가 매우 중요하다.
원통형 샌드위치 복합재의 경우 위성체 통합 간 내부 구성품에 대한 접근성 및 검수를 위해 Fig. 14와 같이 구조적으로 허용되는 범위 안에서 Cut-Out 을 적용할 수 있다.
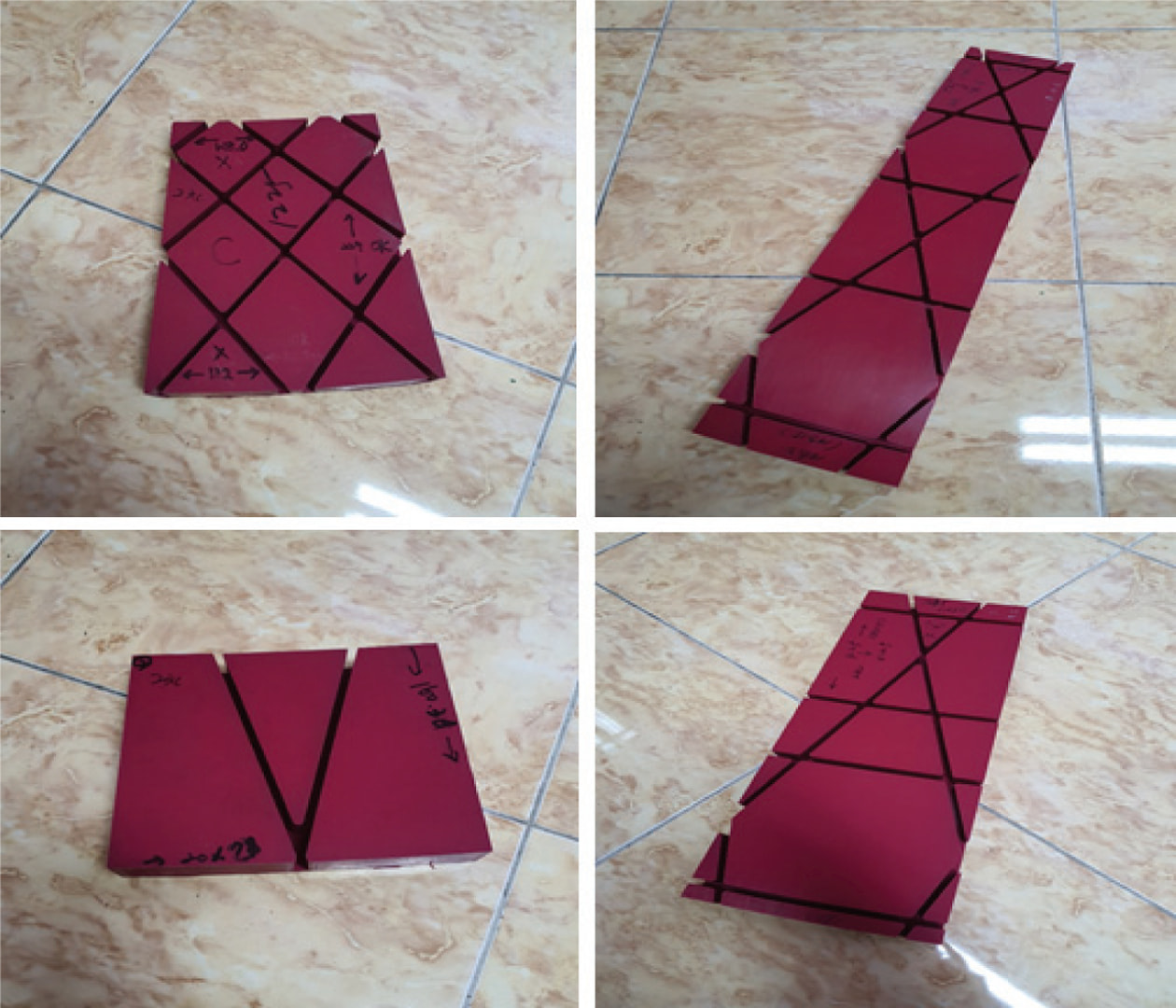
중앙 격자형 방식으로 적용되는 복합재 격자형 구조는 구조 형상이 일반적인 패널 구조와 달리 매우 복잡하게 구성된다. 격자형 구조를 구성하기 위해서는 Fig. 15와 같이 설계된 격자형 구조의 리브 두께 및 각도를 모사할 수 있는 실리콘 소재의 몰드가 적용된다[13].
실리콘 몰드는 후면에 금형과 체결될 수 있는 체결핀을 포함하며, 실리콘 몰드를 금형에 설치한 후 탄소섬유를 필라멘트 와인딩 공정을 적용하여 제작된다.
복합재 격자형 구조를 와인딩 하는 공정 중 리브와 리브가 교차하는 노트부는 리브에 비해 2배 가량의 섬유 부피분율을 가지게 된되며, 국부적인 두께 증가를 방지하기 위해 롤러를 사용하여 노트부를 압착하며 공정을 수행한다. 본 논문에서 리브의 섬유 부피분율은 0.3, 노트부의 부피분율은 0.7로 가정하였다[14].
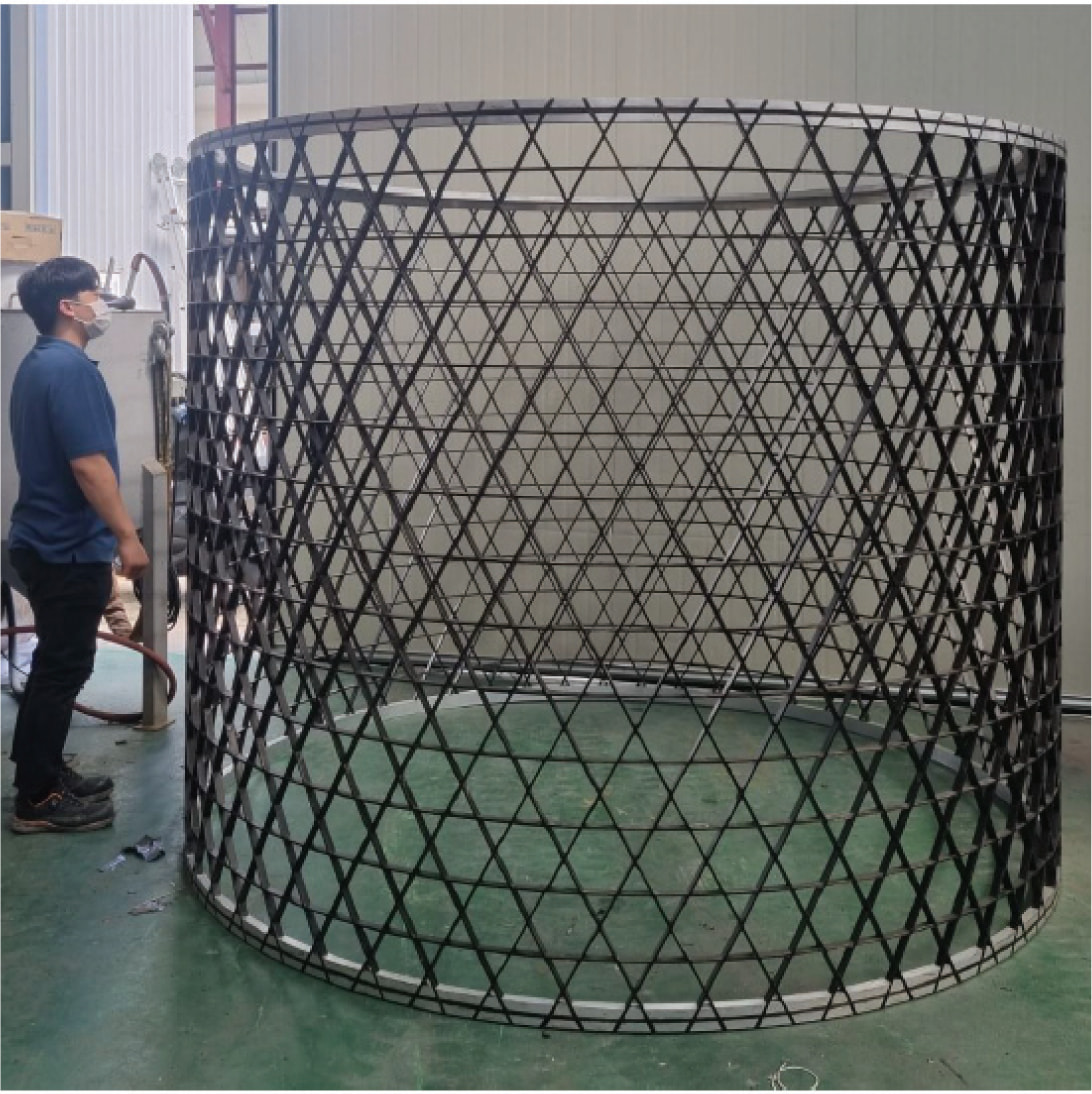
필라멘트 와인딩 공정 이후 공정 간 발생할 수 있는 공정 결함(기공 등)을 고려하여 Fig. 17과 같이 수축 필름을 구조체 외부에 부착하여 진공 압착을 수행하며, 성형 간 중력에 의한 수지의 쏠림 현상 등을 방지하기 위해 금형을 회전시키며 구조체의 성형을 수행한다.
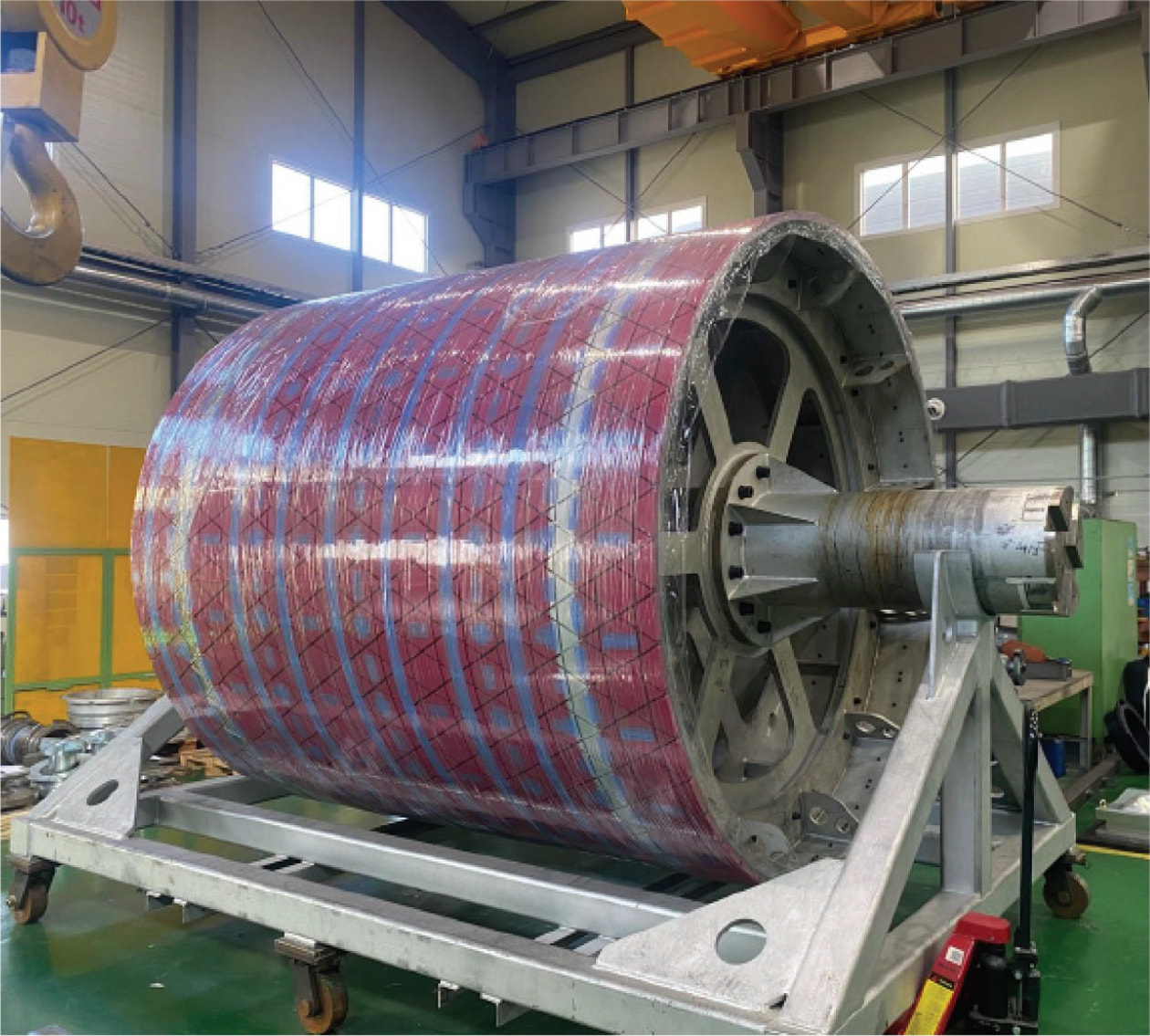
제작된 대형 복합재 격자형 구조의 형상 예시는 Fig. 18과 같으며, 격자형 구조체는 필요 시 구조체 내부 접근을 위해 일부 부분에 대해 Cut-out 을 적용할 수 있다. 본 논문에서는 실제 격자구조의 시험을 통해 검증된 모델링 기법을 준용하여 분석을 수행하였다[15].
|
Fig. 4 Satellite Main Structure Design Concept |
|
Fig. 5 Lattice Structure Design Parameter |
|
Fig. 6 Main Structure Design Concept of Monocoque Type |
|
Fig. 7 Main Structure Design Concept of Shear Wall Type |
|
Fig. 8 Main Structure Design Concept of Central Cylinder Type |
|
Fig. 9 Main Structure Design Concept of Central Lattice Type |
|
Fig. 10 Manufacturing of Sandwich Panel Structure(1) |

|
Fig. 11 Manufacturing of Sandwich Panel Structure(2) |

|
Fig. 12 Manufacturing of Sandwich Cylindrical Structure(1) |

|
Fig. 13 Manufacturing of Sandwich Cylindrical Structure(2) |
|
Fig. 14 Manufacturing of Sandwich Cylindrical Structure(3) |
|
Fig. 15 Manufacturing mould for Lattice Structure |

|
Fig. 16 Manufacturing of Cylindrical Lattice Structure(1) |
|
Fig. 17 Manufacturing of Cylindrical Lattice Structure(2) |
|
Fig. 18 Manufacturing of Cylindrical Lattice Structure(3) |
3.1 성능 분석을 위한 유한요소 모델 구축
본 논문에서 선정된 각 구조 형상 별 성능 분석을 위해 유한요소 모델을 구성하였다. 대형 위성체의 형상에 따른 상대적인 비교를 위해 요소 크기는 약 10 mm로 구성되었으며, 적용된 샌드위치 패널 구조의 경우 탄소섬유 복합재는 2D Shell 요소, 허니콤 코어는 3D Solid 요소로 구성하였으며, 각 패널 구조간 체결 구조를 모사하여 RBE2 요소를 적용하였다. 본 논문의 수치해석은 Altair Hyperworks 2023을 사용하여 수행되었다.
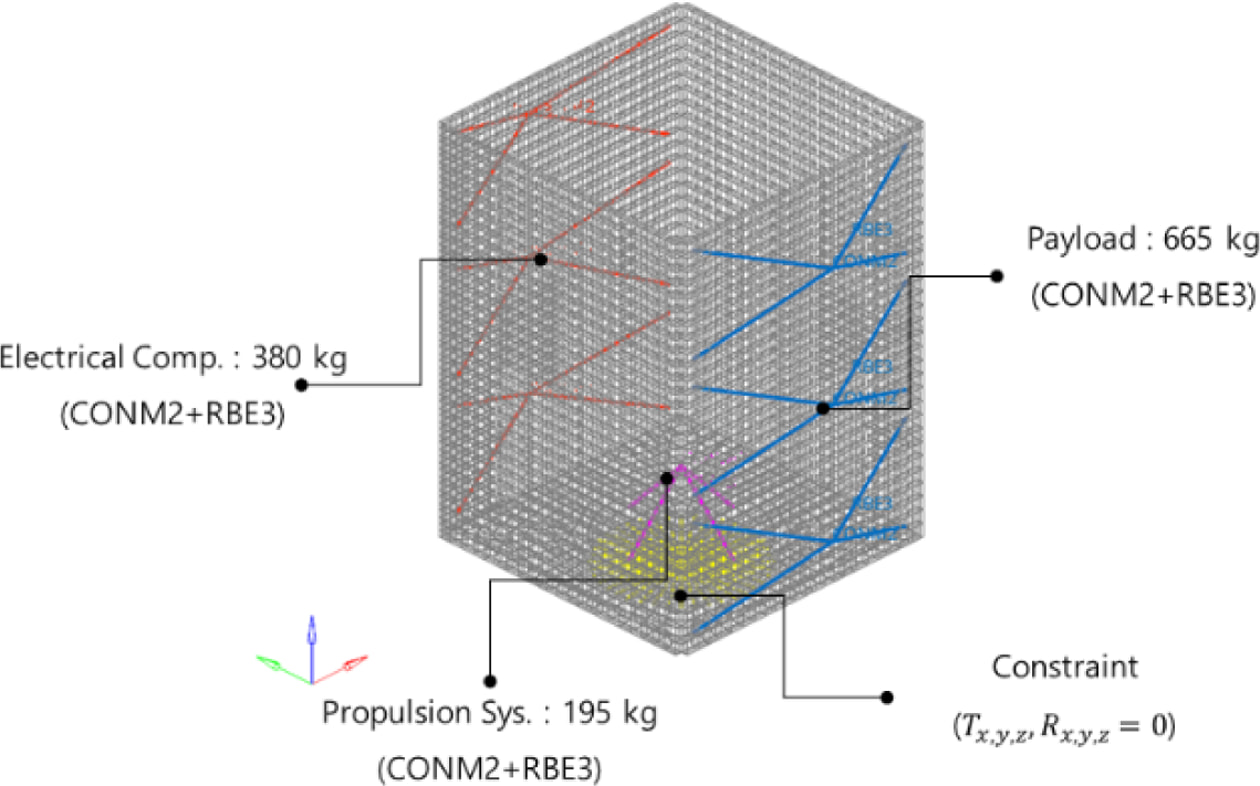
Table 1과 같이 가정된 위성체 구성품 별 중량을 적용하기 위해 일부 구성품은 Fig. 19와 같이 집중 질량으로 모사하였다. 중대형 위성체 측면에 탑재되는 SAR 안테나 등의 탑재체를 모사하기 위해 탑재체에 할당된 중량 665 kg을 RBE3 요소와 CONM2 요소를 적용하여 모사하였으며, 반대편에 전장품에 할당된 중량 285 kg, 위성체 하부 패널에는 추진부에 할당된 중량 및 연료 무게에 대해 195 kg를 집중질량으로 모사하였다. 이외 열제어부 95 kg와 자세제어부 190 kg 및 하네스 등 기타 구성품 190 kg에 대해 위성체 측면 패널에 분포 질량으로 적용하였다.
위성체 하부 어댑터 링의 경우 2D Shell 요소로 모사하였으며, 발사 환경 하 위성체의 성능 분석을 위해 어댑터 하단부에 대해 6자유도 구속 조건을 적용하였다.
3.2 위성체 주구조물 형상 별 구조 분석
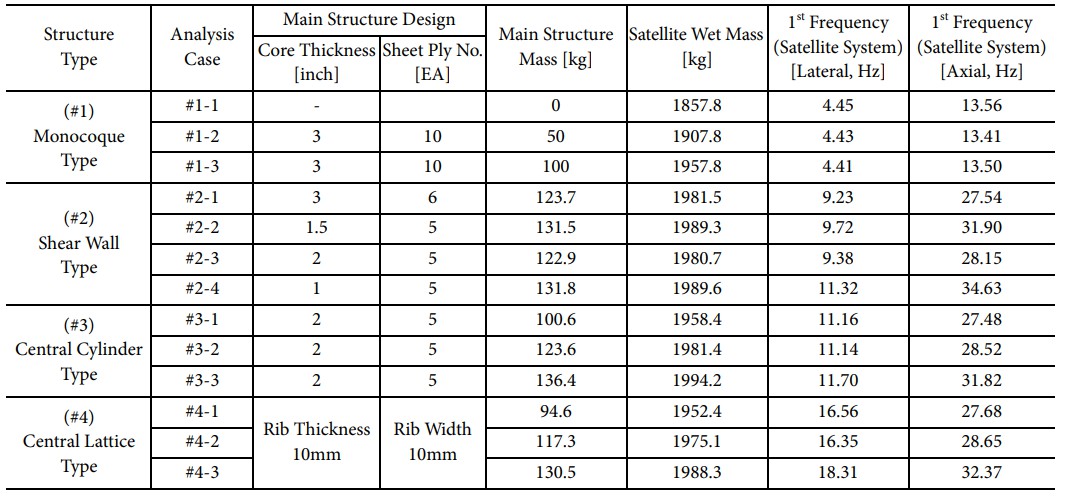
각 구조 형상 별 총 13가지 설계 안에 대한 분석 결과는 Table 5와 같다. 전체 위성체 무게는 2,000 kg 이하로 설계되었으며, 위성체 체계 강성을 비교 및 분석하였다.
중대형 위성이 일반적으로 탑재되는 Falcon-9, Ariane-6 등 대형 해외 발사체의 경우 발사 간 안정성을 위해 위성체의 강성 요구조건이 존재한다. 대형 위성이 발사체에 탑재되기 위해서는 횡 방향(Axial) 강성 10 Hz 이상, 종 방향(Lateral) 강성 28 Hz 이상의 구조 성능을 확보해야 하며, 설계 간 구조 마진을 포함해야 한다.
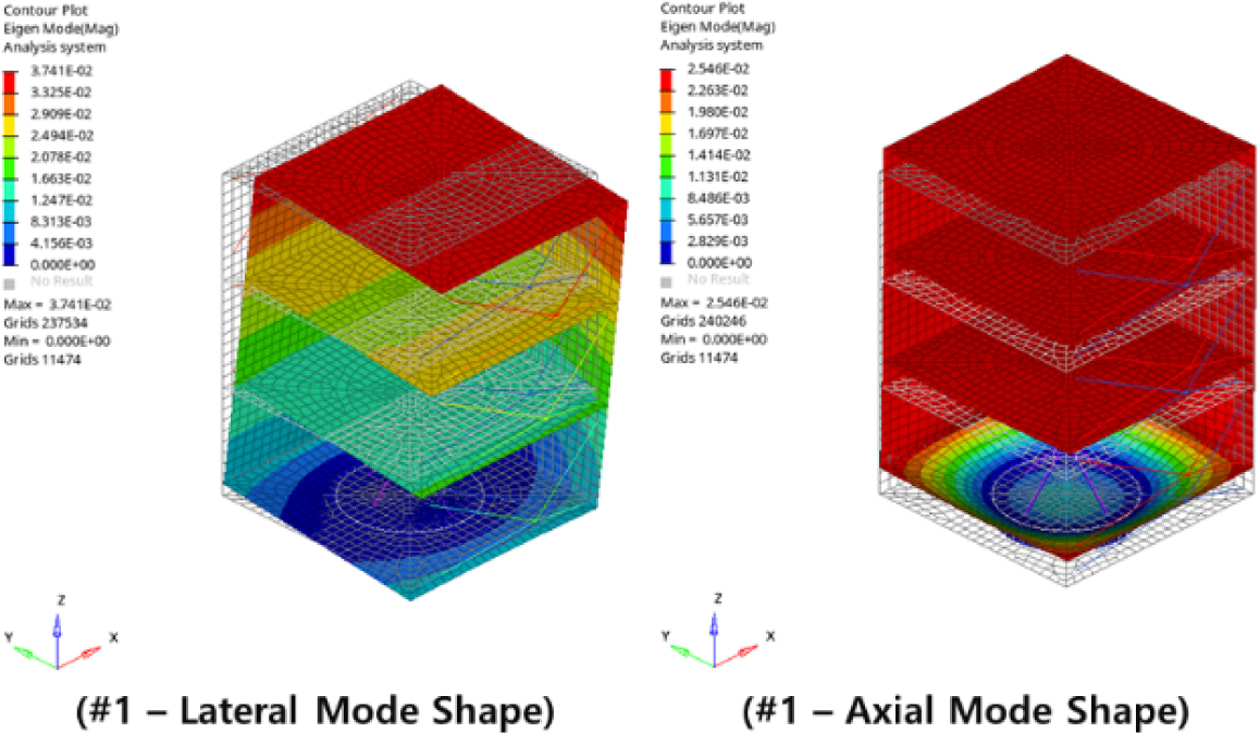
설계 안에 대한 위성체 성능 분석 간 각 방향 별 구조강성은 Modal Effective Mass 비율이 해당하는 축 방향에 대해 10% 이상의 모드를 주요 모드로 식별하였다.
(1) 모노코크 방식의 주구조물을 적용한 위성체의 경우 횡방향 및 축방향 강성 모두 가장 낮게 계산되었다. 주요 하중을 지지하는 측면 패널을 보강하더라도 구조 강성을 확보하기 어려운 것으로 계산되었으며, 주 발사 하중이 전달되는 어댑터(직경 1,194 mm)와 하중 지지 구조물인 측면 패널(가로-세로 2,000 mm) 간 하중 전달 경로의 불연속(discontinuity)으로 인해 비효율적인 하중 전이로 시스템 전체의 강성이 저하되는 것으로 판단된다. 모노코크 방식 구조의 모드 형상은 Fig. 20과 같다.
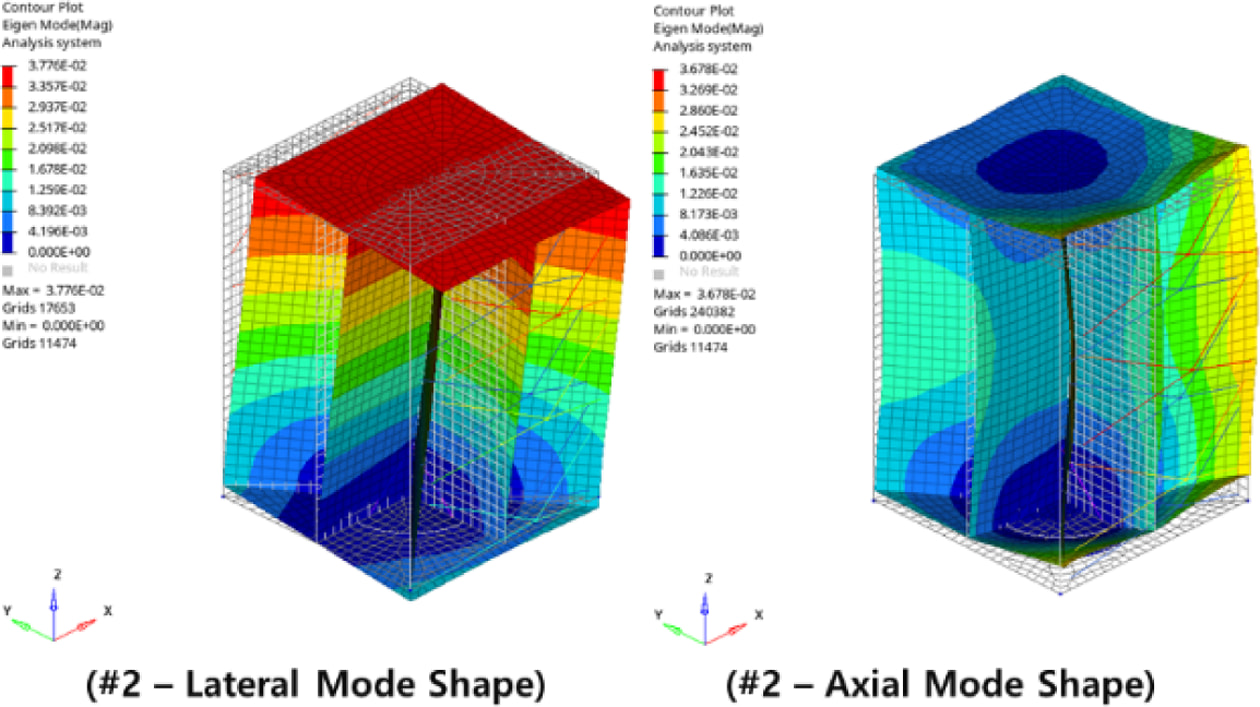
(2) 전단 패널 방식의 주구조물을 적용한 위성체의 경우 축 방향 강성은 상대적으로 높게 계산되었으나 횡 방향 강성이 저하되는 것을 확인하였다. 위성체의 임무 특성에 맞게 전단 패널에 대한 배치를 최적화할 경우 횡 방향 강성을 보완하여 중대형 위성의 주구조물로 적용할 수 있을 것으로 판단된다. 전단 패널의 설계 및 배치는 위성체의 축 방향 강성에 미치는 영향이 큰 것으로 판단되며, 전단 패널 방식 구조의 모드 형상은 Fig. 21과 같다.
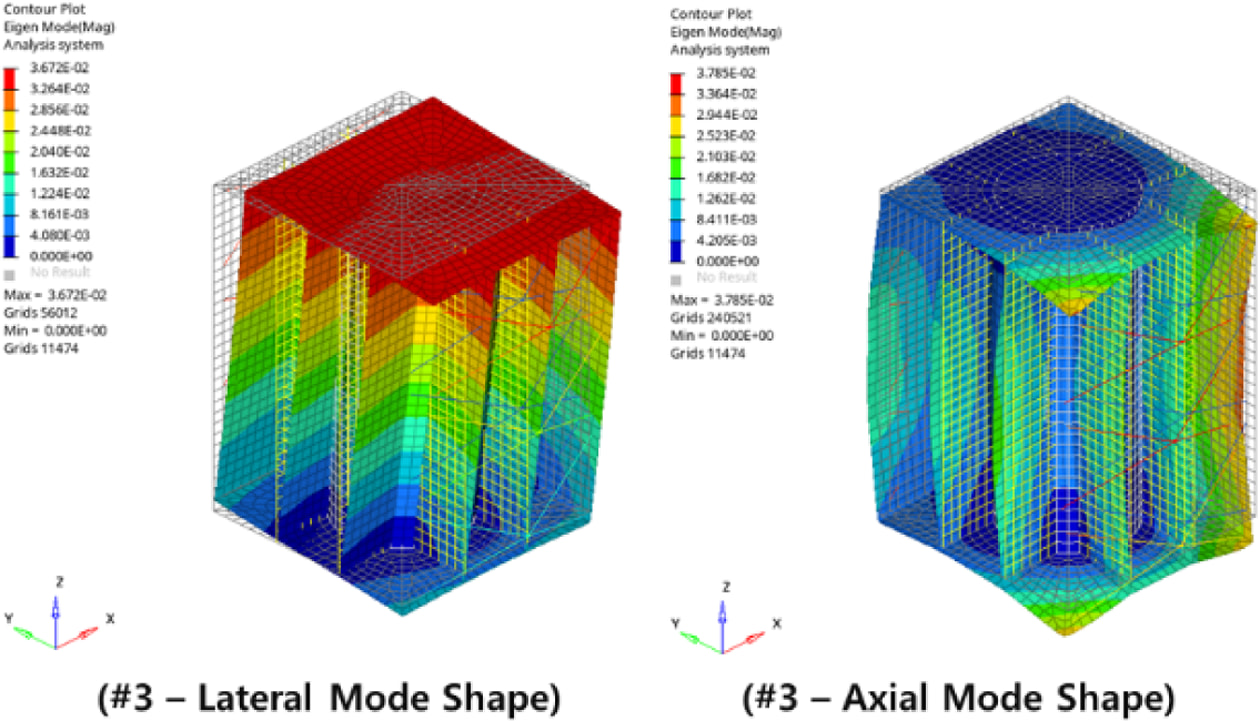
(3) 중앙 원통형 방식의 주구조물을 적용한 위성체의 경우 횡 방향 강성 및 축 방향 강성이 평판형 패널 방식의 주구조물 대비 상대적으로 높게 계산되었다. 중앙 원통형 구조의 경우 발사 하중이 전달되는 어댑터와의 하중 전달경로를 연속적으로 확보할 수 있으며, 원통 구조 외부에 전단 패널 구조를 동시에 적용함에 따라 위성체의 단면 2차 모멘트를 확보하는 구조로 대형 위성체의 성능에 효과적인 형상으로 판단된다. 다수의 국내-외 대형 위성체가 본 구조의 주구조물을 적용하고 있으며, 중앙 원통형 방식 구조의 모드 형상은 Fig. 22와 같다.
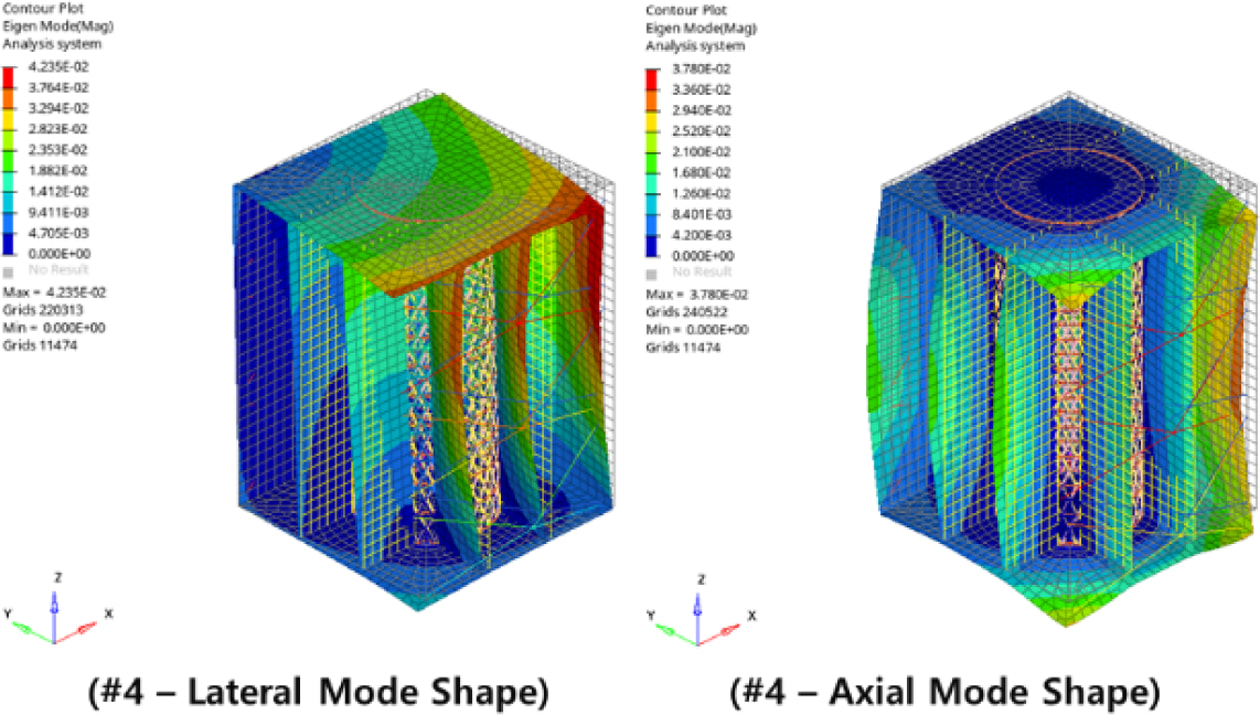
(4) 중앙 격자형 방식의 주구조물을 적용한 위성체의 경우 횡 방향 강성이 가장 높게 계산되며, 일반적인 원통형 구조 대비 약 5% 이상의 무게가 절감되고, 횡 방향 강성은 약 20% 증가되는 것으로 계산된다. 중앙 원통형 방식의 구조와 동일하게 발사 하중이 전달되는 하중 전달경로의 연속성을 확보하며, 원통형 구조 대비 내부 주구조물의 형상을 최적화할 수 있어 위성체의 구조 성능을 효율적으로 확보할 수 있는 구조로 판단된다. 중앙 격자형 주구조물의 경우 위성체의 무게 및 크기가 더욱 커질수록 구조 효율이 증가할 것으로 보여진다. 중앙 격자형 방식 구조의 모드 형상은 Fig. 23과 같다.
3.3 위성체 주구조물 구조 평가
위성체 주구조물 형상에 따른 구조 성능 분석 결과, 위성체의 성능 관점에서는 격자형 구조의 원통형 주구조물을 적용하는 것이 가장 효율적인 위성 구조로 판단된다.
모노코크 방식의 주구조물의 경우 발사체와의 접속부 와의 하중 전달 경로 간 이격이 크지 않은 소형 및 중형 위성에 대해 효과적으로 적용할 수 있는 구조이나, 위성체의 크기가 증가되는 대형 위성의 주구조물로 적용하기 어려운 구조로 판단된다.
전단 패널의 경우 위성체의 축 방향 강성을 확보하기 유리한 구조로 판단된다. 대형 위성에서 전단 패널을 주구조물로 적용할 경우 배치에 대한 보완 설계 혹은 전단 패널을 격자형 구조로 구성하여 경량 성능 및 구조 최적화를 적용할 경우 대형 위성의 주구조물로 적용을 고려할 수 있다.
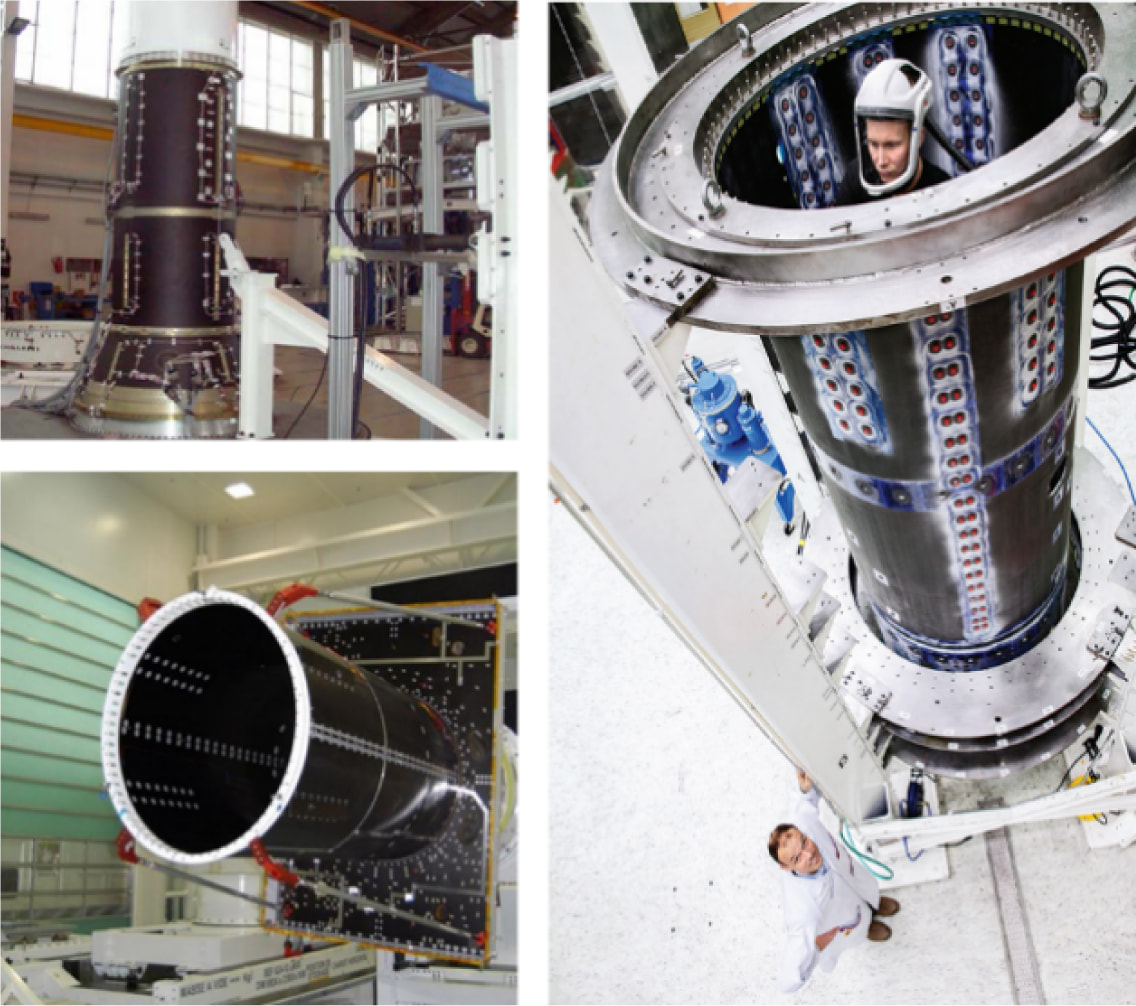
대형 위성에서 가장 효율적인 주구조물 형상은 접속부와 일치하는 하중 전달 경로를 확보하는 구조 형상의 주구조물로 판단된다. 원통형 주구조물의 경우 기타 평판형 패널 구조물 대비 제작 난이도가 존재하나 해외에서는 Fig. 24와 같이 상용화된 원통형 샌드위치 형상의 위성용 구조 플랫폼이 존재하여 국내외 다양한 대형 위성에서는 이러한 원통형 구조물이 널리 사용된다[16-18].
다만 격자형 구조의 경우 가장 높은 제작 난이도와 기타 구성품과의 통합을 위한 체결 인터페이스 확보 등 구조물을 구현하는데 어려움이 존재하여 현존하는 상용 위성에 대한 적용 이력이 부재하나, 차세대 고성능 대형 위성 개발을 위해서는 격자형 구조에 대한 고도화 설계 및 제작 기술 확보가 필요하다.
3.4 복합재 격자형 구조 기술 고도화 방안
이러한 고성능 원통형 구조물의 소요에 따라 국내외에서는 복합재 격자형 구조에 대한 연구가 활발히 진행되고 있다. 국내에서도 대형 복합재 격자구조를 개발 및 검증한 이력이 있으나, 차세대 고성능 대형 위성체에 복합재 격자형 구조를 적용하기 위해서는 위성체 기타 구성품과의 통합을 위한 인터페이스 확보 기술에 대한 고도화가 필요하다.
위성체 플랫폼 상-하부 패널 및 발사체 접속부와의 통합을 위해 복합재 격자형 구조는 Fig. 25와 같이 구조물 상-하부에 링 형상의 금속 구조를 본딩 및 체결하여 인터페이스를 확보해야 하며, 이종 구조간의 열 변형 등을 최소화하기 위해 이러한 금속 구조는 열 탄성에 대한 안정성을 확보해야 한다.
또한 복합재 격자형 구조는 전단 패널 및 측면 패널 등과의 통합을 위해 리브와 리브가 교차하는 노트부에 국부적인 금속 브라켓 형상의 인터페이스를 구비하거나, 스킨 구조를 적용하여 인터페이스를 확보해야 한다.
금속 브라켓 인터페이스는 분할 구조의 가공품을 체결 및 본딩 하는 방식 혹은 격자형 구조에 스킨을 구비하여 체결부를 확보하는 방식으로 격자형 구조와 통합하는 것이 효율적일 것으로 판단되며, 추후 이러한 구조에 대한 제작성 및 체결 성능에 대한 검증이 필요하다.
|
Fig. 19 Finite Element Model for Parametric Study |
|
Fig. 20 Mode Shape of Monocoque Type Structure |
|
Fig. 21 Mode Shape of Shear-Wall Type Structure |
|
Fig. 22 Mode Shape of Central Tube Type Structure |
|
Fig. 23 Mode Shape of Lattice Tube Type Structure |
|
Fig. 24 Application of Central Tube on Spacecraft |

|
Fig. 25 Application Interface on Lattice Structure |
본 논문에서는 무게 2,000 kg, 가로 세로 2 m, 높이 3 m급의 대형 위성체에 대해 형상 및 구성품 별 무게를 가정한 후, 대형 위성체 구조계의 주구조물로 주로 적용되는 4가지 형상의 구조 형상에 대한 분석을 수행하였다.
(1) 모노코크 구조의 경우 소형 및 중형 위성에 대해 하중 전달경로를 최적화할 경우 위성체의 경량 및 구조적 성능 확보에 용이하며, 구조체 제작이 수월하고 위성체 기타 구성품 배치 및 통합 관점에서 용이한 장점이 있다. 다만 위성체 형상이 증가함에 따라 발사체로부터 제공되는 접속부의 크기 제한으로 인해 하중 전달경로의 불연속성이 발생한다면 위성체의 요구 강성을 만족하기 어려운 구조로 판단된다.
(2) 전단 패널 구조의 경우 하중 전달경로의 연속성을 확보할 수 있으며, 구조체 제작이 수월하나 위성체의 횡 방향 강성 대비 축 방향 강성에 더 큰 영향을 미치는 것으로 판단된다. 위성체의 임무 및 구조 특성에 맞는 전단 패널에 대한 배치 및 설계를 최적화할 경우 횡 방향 강성을 보완하여 중대형 위성체의 주구조물로 활용할 수 있는 구조로 판단된다.
(3) 중앙 원통형 구조의 경우 다양한 중대형 위성체의 주구조물로 적용되었으며, 원통형 구조 외부에 전단 패널을 동시에 적용함에 따라 위성체의 성능을 확보할 수 있는 효율적인 구조로 판단된다. 다만 제한적인 발사체 접속부의 크기를 고려한 최적 설계가 필요하며, 구조체 제작 및 기타 구성품과의 통합을 위한 인터페이스 확보에 대한 난이도가 존재한다.
(4) 중앙 격자형 구조의 경우 원통형 구조 대비 약 5% 이상의 경량 성능을 확보하며, 횡 방향 강성 기준 약 20% 이상의 구조 성능을 확보할 수 있을 것으로 판단된다. 위성체의 크기 및 무게가 증가할수록 본 구조에 대한 필요성이 증가할 것으로 예상된다. 다만 기타 형상의 주구조물 대비 가장 높은 제작 난이도로 인해 현재 실제 위성에 적용된 이력이 부재하나, 추후 관련 기술을 확보한다면 차세대 고성능 대형 위성체 개발이 가능할 것으로 판단된다.
본 논문에서는 각 주구조물 형상을 기준으로 위성체의 무게 및 횡/종 방향 1차 모드에 대한 분석을 수행하였으며 각 주구조물 형상에 대한 제작성을 검토하였다.
추후에는 대형 위성체를 기준으로 중앙 원통형 구조와 격자형 구조의 주구조물 형상에 대해 발사체에서 요구되는 준정적 하중 및 진동 하중에 대한 구조적 안전성을 분석하며, 궤도 환경에 대한 강성 및 열 하중으로 인한 열 변형 등 특성을 분석할 예정이다.
이후 중형 및 대형 위성에 대해 가장 효율적인 주구조물을 선정하여 제작 및 시험을 수행하여 유한요소 모델의 보정 및 영향성을 검토하여 차세대 고성능 대형 위성에 대해 가장 효율적인 구조 형상을 도출하고자 한다.
- 1. Thomas, P.S., “Spacecraft Structures and Mechanisms,” Space Technology Library, 1995.
- 2. Grastataro, C.I., Butler, T.A., Smith, B.G., and Thompson, T.C., “Development of a Composite Satellite Structure for Forte,” The 10th International Conference on Composite Materials, British Columbia, Canada, 1995.
- 3. Hwang, D.S., “Design and Analysis of Satellite Structure,” Journal of the Korean Society for Aeronautical & Space Sciences, Vol. 27, No. 2, 1995, pp. 111-121.
- 4. Aminou, D.M., Ottenbacher, A., Hanson, C.G., and Pili, P., “Meteosat Second Generation: The MSG-1 Imaging Radiometer Performance results at the end of the Commissioning Phase,” The International Society for Optical Engineering, Vol. 5151, 2003.
-

- 5. Giulicchi, L., Wu, S., and Fenal, T., “Attitude and Orbit Control Systems for the LISA Pathfinder Mission,” Aerospace Science and Technology, Vol. 24, 2013, pp. 283-294, .
-
- 6. Kent, M.P., David, P., and Alte, T., “Mass and Power Modeling of Communication Satellite,” NASA Contract, No. NAS3-25092, 1991.
-
- 7. Kumaran, S.T., Tan, C., and Emes, M., “Quantifying the Environmental Impacts of Manufacturing Low Earth Orbit (LEO) Satellite Constellations,” Sustainability, Vol. 16, 2024, 9431.
-
- 8. Kim, S.W., Kim, J.H., Lee, J.H., and Hwang, D.S., “Structural Design and Static Analysis of the Satellite,” Journal of the Computational Structural Engineering Institute of Korea, Vol. 21, No. 81, 2008, pp. 17-26.
- 9. Kim, C.H., Kim, K.W., Kim, S.W., Lim, J.H., and Kim, S.H., “Conceptual Design of Structure Subsystem for Geo-stationary Multi-purpose Satellite,” Journal of Satellite Information and Communications, Vol. 7, No. 3, 2012, pp. 110-115.
- 10. Totaro, G., Spena, P., Giusto, G., Nicola, F.D., Kiryenko, S., and Das, S., “Highly Efficient CFRP Anisogrid Lattice Structures for Central Tubes of Medium-class Satellites: Design, Manufacturing, and Performance,” Composite Structures, Vol. 258, 2021.
-
- 11. Vasiliev, V.V., Barynin, V.A., and Razin, A.F., “Anisogrid Composite Lattice Structures Development and Aerospace Applications,” Composite Structure, Vol. 94, No. 3, 2012, pp. 1117-1127.
-
- 12. Zheng, Q., Jiang, D., Huang, C., Shang, X., and Ju, S., “Analysis of Failure Loads and Optimal Design of Composite Lattice Cylinder under Acial Compression,” Composite Structure, Vol. 131, No. 1, 2015, pp. 885-894.
-
- 13. Kim, D.G., Doh, Y.D., Kim, G.S., Kim, M.J., and Lee, S.W., “Development and Evaluation of Large Scale Composite Lattice Structure,” Journal of the Korean Society of Propulsion Engineers, Vol. 25, No. 6, 2021, pp. 74-86.
-
- 14. Lim, J.M., Kang, S.G., Shin, G.B., and Lee, S.W., “Study on Evaluation Method of Structural Integrity for Cone-Type Composite Lattice Structures with Hexagonal Cell,” Composites Research, Vol. 31, No. 4, 2018, pp. 156-160.
- 15. Kim, D.G., Bae, J.C., Son, J.H., and Lee, S.W., “Structure Safety Analysis of Composite Lattice Structure with Inspection Window,” Journal of the Korean Society of Propulsion Engineers, Vol. 22, No. 6, pp. 94-103, 2018.
-
- 16. Pascual, J., and Trigo, J., “Application of New Technologies for Eurostar Central Tube,” Proceedings of the European Conference on Spacecraft Structures, 2005.
- 17. Brotons, P., Luengo, P., and Tejero, P., “Qualification Tests of Eurostar 3000 XL Central Tube,” European Air and Space Conference, 2007, pp. 1935-1941.
- 18. Beyond Gravity, “Satellite Central Structures,” 1220446 / 01-22, 2024.
 This Article
This Article
-
2026; 39(3): 186-196
Published on Jun 30, 2026
- 10.7234/composres.2026.39.3.186
- Received on Apr 3, 2026
- Revised on Apr 27, 2026
- Accepted on May 6, 2026
Services
Shared
Correspondence to
- Kyung-Rae Koo
-
* Satellite Mechanical Team, Hanwha Systems
- E-mail: kr.koo@hanwha.com
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr